Mi az a menetmegmunkálás?
A menetmegmunkálás az egyik legfontosabb szubtraktív eljárás, amelyet a különböző méretű külső és belső menetek vágására használnak. Ez a technika a szerszám forgómozgását használja a legkényesebb módon. A szerszámot úgy osztják be, hogy a kívánt menetet hengereken vagy kúpokon állítsa elő. Ezek kezdődhetnek külső alkatrészeken, például csavarokon, vagy kezdődhetnek belsőleg, anyákon belül.
A meneteket leginkább kapcsolási célokra használják. Segítenek a különböző alkatrészek erős és tömör kötéseinek kialakításában. Ez hasonló ahhoz, ahogyan egy vizes palack kupakja záródik. Ez a kapcsolás lehetővé teszi a mozgás továbbadását. Mechanikai előnyöket biztosít, és a forgó mozgást egyenes vonalú mozgássá alakítja át. Ez látható az ólomcsavaroknál és az emelőcsavaroknál. A menetek létfontosságúak az olyan alkatrészek készítésénél, amelyeket össze kell kötni. A mozgatásra szoruló alkatrészek készítésénél is kulcsfontosságúak.
A szál fő paraméterei
A menetmegmunkálás fő dimenziói
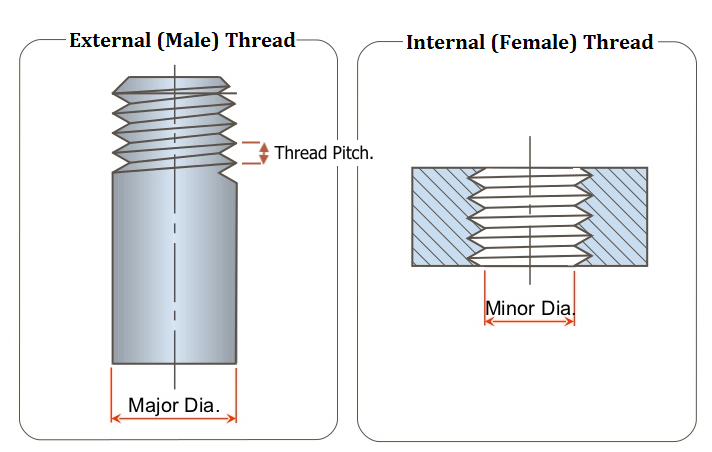
Nagy és kis átmérők: A nagy átmérő a külső menet legnagyobb átmérője. A kis átmérő egy belső menet legkisebb átmérője, más néven alapátmérő. Mindkét méret döntő fontosságú. Meghatározzák a menet alapvető geometriáját, és létfontosságúak más alkatrészekbe való beavatkozáshoz.
Térfogatátmérő: A nagy átmérő a három közül a legnagyobb. A kis átmérő a legkisebb. Ezt a menetek rögzítésére használják. Az osztásátmérő a nagy és a kis átmérő közé esik. Ez az az átmérő, amelynél a szálak közötti szélesség és a szálak közötti távolság megegyezik.
A szálak geometriai paraméterei
Pitch: A menetosztás a két szomszédos szálon lévő pontok közötti távolság. A csavar tengelyével párhuzamos irányban mérik. Meghatározza, hogy a menetek mennyire feszesek vagy mennyire távol vannak egymástól, ami viszont meghatározza, hogy a menetek hogyan kapcsolódnak egymáshoz.
Helix-szög: A spirálszög a menet spirálja és a csavarmenet tengelye közötti szög. Egyenes menet esetén ez az az irány, amelyben a menet a henger vagy kúp körül forog.
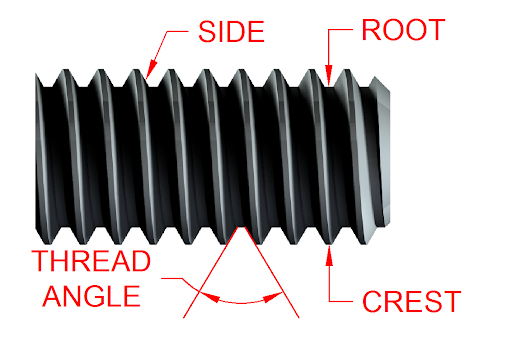
Fonalszög: A menetszög, amelyet a menet típusához lehet feltüntetni, a két menetszél közötti szög. Az összes szög közül ez a szög döntő fontosságú a menet teherbíró képességének és teljesítményének meghatározása szempontjából.
A szálak fizikai jellemzői
Gyökér: A gyökér a szál eleje, amely alulról felfelé haladva határozza meg a szál szerkezetét. Ez határozza meg magának a szálnak a szükséges szilárdságát és tartósságát.
Crest: A csúcs a menet utolsó része, és nagyon fontos az elem megfelelő illeszkedésének biztosítása érdekében a szerelvényen belül. Általában a legnagyobb figyelmet a befejező fázisban kapja a nagy pontosság biztosítása érdekében.
Flank: A szárnyak a szál oldalsó felületei, amelyek összekötik a gerincet és a gyökeret. Ezek nagymértékben befolyásolják a menetprofilt, és meghatározzák a menet illeszkedési és tömítési képességét.
A megmunkáló menetek típusai
Az egységesített szálszabványok szerint a szálak két fő típusba sorolhatók. Ezek az egységesített szálszabvány hatálya alá tartoznak: Az UNF és UNC két típusa az Unified Fine és az Unified Coarse. Ezeket a szabványokat az ASME adta ki. Ezek határozzák meg a menetgeometriákat a megmunkáláshoz. Ezek a szabványok segítenek különbséget tenni a finomabb és durvább menetemelkedések között. Ezek különböző mechanikai alkatrészekre vonatkoznak.
Belső menetek
Ezeket nevezik női szálaknak is. Megmunkálásuk homorú formájú. Ezt egyszárnyú menetes szerszámokkal vagy a menetek fejére illesztett hagyományos menetsapkákkal végzik. Ezek a menetek nagyon fontosak azokban az alkalmazásokban, ahol csavarokra van szükség. Kézi vagy gépi csapolással készülnek. Az alkatrészekben belső menetek vannak. Az egyiknek nagyon szorosnak kell lennie, mint például az autókban és a repülőgépekben.
Külső szálak
A külső menetek a csavarok, csavarok és csapok külső perifériáján vannak menettel ellátva. A külső menetek többnyire esztergával vagy kerek szerszámmal készülnek. A szerszámot egy helyhez kötött szerszámkészlethez rögzítik. Ez az alkatrésztől és az alkalmazáshoz szükséges menetbevágás mértékétől függ. A csavar külső felületén lévő menetek döntő fontosságúak a rögzítés folyamatában. Arra szolgálnak, hogy belső menetbe csavarodjanak, hogy az alkatrészeket szépen összetartsák.
A menetmegmunkálás számos szerszámot alkalmaz. Például a belső menetek készítéséhez csapot használnak, míg a külső menetek készítéséhez szerszámot. A szerszám kiválasztását a menet típusa és az alkatrészben használt anyag határozza meg. Ez teszi lehetővé a helyes menetet és a megfelelő illeszkedést az összeszerelés során.

Hogyan vágjunk megmunkáló menetet?
Először is össze kell gyűjtenie a szükséges felszerelést. A belső menetek elvégzéséhez biztonsági intézkedésekre, például védőszemüvegre van szükség. A gépi menetfúráshoz dobozos és oszlopos fúróra is szüksége van. Szüksége van egy kézi csapoláshoz beállított csapolókulcsra. Szüksége van egy belső csapra, egy csigafúróra és egy 90 fokos süllyesztőre. Gyűjtsön össze egy reszelőt, egy szúrószerszámot, egy lapos hegyű csavarhúzót, egy kerek szerszámot, egy fogószerszámot a munkadarab megfogásához, valamint vágóspray-t a külső menetekhez.
A belső menetek vágásának lépései
- Döntse el, hogy mekkora legyen a kívánt lyuk mérete, amelybe a menetet vágja.
- A magfurat átmérőjének meghatározásához a csap átmérőjét csökkenteni kell a menetemelkedéssel.
- Üssön erőteljesen a középpontba, majd készítsen egy próbafúrást a csavarfúróval.
- A magfuratban alakítson ki egy 90 fokos süllyesztéssel ferdét.
- A csapot az óramutató járásával megegyező irányba forgatva csavarja be a lyukba a menetet a csapkulcs segítségével.
A külső menetek vágásának lépései:
- A kerek rúd éleit meg kell reszelni.
- Csavarja be a rúd menetét, és ferdítse le 45 fokos szögben úgy, hogy a ferdítés nagyobb legyen, mint a menet.
- Helyezze a kerek szerszámot egy szerszámtartóba, és győződjön meg róla, hogy biztonságosan be van szorítva, hogy ne mozogjon.
- Nagy nyomást gyakoroljon a rúdra a menet felhúzásakor és a menet vágásakor.
- Alkalmazza a vágóspray-ket az alkatrész felületének javítására.
A megmunkáló menet vágásának módszerei
Csapolási módszer

A menetfúrást leggyakrabban a belső menetek gyártásánál alkalmazzák. Olyan csapot használnak, amelynek átmérője megegyezik az előzőleg kifúrt lyuk átmérőjével. Ez a módszer szintén gyors és olcsó. A fúrási eljáráshoz képest kis pontosságú és kis átmérőjű furatokhoz jól alkalmazható. A csapokat alapvetően a tervezés során alkalmazzák, így minimalizálják az időveszteséget és növelik a termelékenységet. Rugalmas menetfúrási technikákat alkalmazunk rugalmas menetfúró pofákkal. Ezek kiegyensúlyozzák a munkadarab anyaga és tulajdonságai miatt esetlegesen fellépő előtolási és orsófordulatszám-változásokat. Ez nagyobb pontosságot biztosít.
Menetmarás

A menetmarás belső és külső meneteken egyaránt alkalmazható. Ez a megmunkálási típus egy olyan marót használ, amelyet az x, y és z tengelyek mentén spirális mintázatban kell vezetni. Ez a módszer a menetméretek széles skáláját teszi lehetővé, és különösen alkalmas precíziós alkatrészekhez. A menetmarást nagy sebesség, nagy pontosság és hatékony vágás jellemzi, ezért alkalmas nagyméretű menetek megmunkálására. A marószerszámok kemény ötvözetekből készült komplex vágóélekkel rendelkezhetnek, amelyek több funkciót is képesek ellátni, így nincs szükség más szerszámokra. Emellett sima felületű, éles szélektől és marásoktól mentes meneteket eredményez. Vékony falú szerkezetekhez, vakfuratokhoz és nem forgó alkatrészekhez alkalmas.
CNC menetvágás esztergapadon
A CNC esztergák alkalmasak menetvágásra. használatuk ajánlott. Számos menettípus és menetmagasság előállítására alkalmasak. Ezek a technikák közé tartozik az egypontos menetvágás és a merev menetvágás. Olyan szerszámokat használnak, amelyek bizonyos jellemzőkkel vagy paraméterekkel rendelkeznek. Ezek a profilok megfelelnek a munkadarabon lévő menet kialakításának. A merev menetvágásnál viszont a menetvágót egy rugós tokmány segítségével húzzák meg. A szerszámgép a szabványosítás érdekében az orsó előtolásának és fordulatszámának szabályozására is képes. Ez a módszer nagyon hatékonyan növeli a termelékenységet, ugyanakkor csökkenti a gyártási költségeket.
Szálcsiszolás
Ez a módszer olyan edzett munkadarabokhoz illik, amelyek végterméke nagy pontosságot igényel. A köszörüléshez korongokat használnak. Olyan módon rögzíthető, amely lehetővé teszi a különböző menetméretek befogadását. Ez ideális csavarok, mérőműszerek és egyéb kényes, nagy pontosságot igénylő menetes alkatrészek készítéséhez. A menetcsiszolással nagyon jó felületi felületet és szoros tűrést lehet elérni. Egysoros és többsoros csiszolókorongokat alkalmazunk. A többsoros köszörülést vágott és hosszirányú típusba soroljuk. A hosszirányú módszer keskeny köszörűkoronggal rendelkezik. Ez kisebb méretű, mint a menet, és jellemzően kisebb, mint a menet vastagsága. Több ciklusra van szükség a kívánt méret eléréséhez.
Menetvágás
A külső menetek vágására egy másik népszerű módszer a stancolás. Ez egy gazdaságos és gyors, tömeggyártásra alkalmas eljárás, amely mérsékelt pontosságot biztosít. A menetvágó szerszámok különböző formákban léteznek, beleértve az alsó vagy kerek osztott és állítható szerszámokat. Az alsó szerszámokat a kezdőmenetekhez használják, míg az állítható szerszámok különböző illeszkedési fokokat tesznek lehetővé.
Előkészítés és számítás a menetmegmunkáláshoz
A felkészülés kulcsfontosságú. Mielőtt elkezdené a menetek készítését, keresse meg a belső menet kisebb átmérőjét. Keresse meg a hengerátmérőt a külső menetekhez. A képlet a következő: D = N – S, ahol N a névleges átmérő és S a menettávolság. A helyes átmérő meghatározása elengedhetetlen a pontos menetvágás biztosításához.
Fontos a fúráshoz szükséges fordulatszám és a furat mélységének kiszámítása is. A V-vel jelölt vágási sebesség a megmunkált anyagtól függően változik. A vágási sebesség kiszámításának képlete: V=π×D×n1000V = \frac{{\pi \i \times D \times n}}{1000}V=1000π×D×n, ahol D az átmérő, és ez az orsó fordulatszáma fordulatszámban. Acélhoz használjon vágóolajat, alumíniumötvözetekhez spirituszt, króm-nikkel ötvözetekhez pedig petróleum- vagy repceolajat. Fúrás után sűrített levegővel vagy puha kefével távolítsa el a forgácsot és a felesleges anyagot.
Tippek a menet megmunkálásához

Szabványosítás és kompatibilitás
- Szabványos menetes méretek használata:Költséghatékonyak, könnyen elkészíthetők és széles körben kompatibilisek a beszállítókkal.
- Szabványos méretek bevezetése: A gyártás és a cserélhetőség megkönnyítése, valamint a gyártási késedelmek és a zűrzavar elkerülése érdekében vezessen be szabványos menetméreteket és -formákat.
Menetmegmunkálási technikák
- Fogazás és süllyesztés: A külső menetes végdaraboknál a szerelés megkönnyítése és a feszültségkoncentrációk eloszlatása érdekében tartalmazzon fogazást. A belső menetek végét süllyesztéssel zárja le a feszültségkoncentrációk csökkentése érdekében.
- Sík felület és igazítás: A pontos igazítás érdekében győződjön meg arról, hogy a menet kezdő vége sík felülettel rendelkezik, amely igazodik a középső tengelyhez.
- Falvastagság növelése: Növelje a csődarabok falvastagságát, hogy ellenálljon a formázás vagy vágás közbeni nyomásnak, és növelje a szilárdságot és a tartósságot.
- Kisebb magasságú szálak előnyben részesítése: A robusztusság javítása és a csíkozódás valószínűségének csökkentése érdekében előnyben kell részesíteni az alacsonyabb magasságú meneteket, ha nincsenek konkrét menetkövetelmények.
- Szálmentesítés: Biztosítson menetkönnyítést, hogy a külső menetek ne essenek egybe a szomszédos menetes vállakkal.
Tervezési megfontolások
- Rövidebb menethossz: A rövidebb menethossz javítja a funkcionalitást és az alkatrész-befogást.
- Fogazás beépítése: A külső menetek végeinél a szerelés megkönnyítése érdekében, különösen a gyakran összeszerelt és szétszerelt alkatrészek esetében, építsen be fogazásokat.
- Meghatározott menetmélység a vakfuratokhoz: A vakfuratok esetében mindig adja meg a menetmélységet a gyártási problémák megelőzése és a pontos gyártás biztosítása érdekében.
Következtetés
A menetmegmunkálási technikák elsajátítása biztosítja a mechanikai szerelvényekhez elengedhetetlenül fontos, kiváló minőségű és tartós meneteket. A gyártók növelhetik a termékek megbízhatóságát és teljesítményét. Ezt a vázolt módszerek megértésével és alkalmazásával érhetik el.
Fedezze fel velünk a menetmegmunkálás pontosságát. Vegye fel a kapcsolatot szakértőinkkel még ma, hogy alkatrészgyártását a következő szintre emelje.
GYIK
Mi a sebességkülönbség a menetmarás és a menetvágás között?
A menetfúrás általában gyorsabb, mint a menetmarás. A menetmaró gépek azonban extra élekkel rendelkeznek. Ezek ellensúlyozzák a csökkentett sebességet. A menetmarás és a menetfúrás közötti fő különbség a vágás simasága. A menetmarás simább és egyenletesebb vágásokat eredményez, míg a menetvágás durva és szaggatott.
Hová kell elhelyezni a szálat?
A menetek szinte bárhol elhelyezhetők az alkatrészen, amennyiben megfelelnek a végső összeállítás igényeinek. Ha a tervezésben akadályok vannak, a DFM eszköz jelzi ezt, és a menetek elhelyezését esetleg módosítani kell.
Mi a száltervezés közös követelménye:
A furat átmérőjének 0,5-szeresénél hosszabb menetek nem adnak jelentős szilárdságot. Ezért a meneteket úgy kell megtervezni, hogy a maximális hossza a furat átmérőjének legfeljebb háromszorosa legyen.
Melyik a három alapvető fonaltípus?
A menetek három alapvető típusa a párhuzamos (vagy egyenes) menet, a kúpos menet és a száraz tömítésű menet. A párhuzamos meneteknek hosszuk mentén azonos az átmérőjük, mint például az egyesített durva meneteknek. A kúpos menetek átmérője hosszuk mentén változik, és gyakran csőszerelvényekben használják őket. A száraz tömítésű menetek kúposak. Ezeket úgy tervezték, hogy tömítőanyag nélkül tömítsék az illesztéseket.
Melyek a közös gépi szálak?
A gépi szálakat általában két típusba sorolják. UNC (Unified National Coarse) és UNF (Unified National Fine). Az UNC menetek a leggyakoribbak a csavarokon, anyákon és egyéb kötőelemeken.



