Mitä on kierteiden työstö?
Kierteiden työstö on yksi tärkeimmistä subtraktiivisista prosesseista, joita käytetään erikokoisten ulko- ja sisäkierteiden leikkaamiseen. Tässä tekniikassa käytetään työkalun pyörivää liikettä herkimmällä mahdollisella tavalla. Työkalu on porrastettu tuottamaan halutut kierteet sylintereihin tai kartioihin. Kierteet voivat alkaa ulkoisista osista, kuten ruuveista, tai ne voidaan aloittaa muttereiden sisäpuolelta.
Kierteitä käytetään useimmiten kytkentätarkoituksiin. Ne auttavat tekemään eri osien liitoksista vahvoja ja tiiviitä. Tämä on samanlaista kuin vesipullon korkin sulkeutuminen. Tämä kytkentä mahdollistaa liikkeen siirtämisen eteenpäin. Se tarjoaa mekaanisia etuja ja muuttaa pyörimisliikkeen suoraviivaiseksi liikkeeksi. Tämä näkyy lyijyruuveissa ja nostoruuveissa. Kierteet ovat elintärkeitä yhdistettävien osien valmistuksessa. Ne ovat myös avainasemassa valmistettaessa osia, joita on liikuteltava.
Kierteen pääparametrit
Kierteen työstön keskeiset mitat
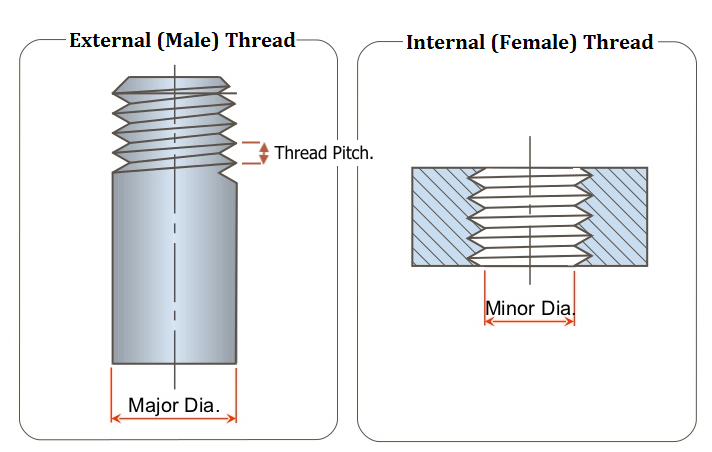
Major- ja minorihalkaisijat: Suurhalkaisija on ulkokierteen suurin halkaisija. Pieni halkaisija on sisäkierteen pienin halkaisija, jota kutsutaan myös perushalkaisijaksi. Molemmat koot ovat ratkaisevia. Ne määrittelevät kierteiden perusgeometrian ja ovat elintärkeitä muiden komponenttien kanssa kytkeytymisen kannalta.
Kentän halkaisija: Suurin halkaisija on suurin kolmesta. Pieni halkaisija on pienin. Sitä käytetään kierteiden kiinnittämiseen. Pitch-halkaisija sijoittuu suuren ja pienen halkaisijan väliin. Se on halkaisija, jossa kierteiden välinen leveys ja kierteiden välinen tila ovat samat.
Kierteiden geometriset parametrit
Pitch: Pitch on kahden vierekkäisen langan pisteiden välinen etäisyys. Se mitataan ruuvin akselin suuntaisesti. Se määrittää, kuinka kireällä tai kaukana toisistaan kierteet ovat toisistaan, mikä puolestaan määrittää, miten kierteet lukittuvat toisiinsa.
Kierrekulma: Kierrekulma on kierrekierteen kierteen kierteiden ja ruuvikierteen akselin välinen kulma. Suorissa kierteissä se on suunta, jossa kierre pyörii sylinterin tai kartion ympäri.
Lankakulma: Kierteenkulma, joka voidaan ilmoittaa kierretyypille, on kahden kierteen kyljen välinen kulma. Kaikista kulmista tämä on ratkaiseva kierteiden kuormituskestävyyden ja suorituskyvyn määrittelyn kannalta.
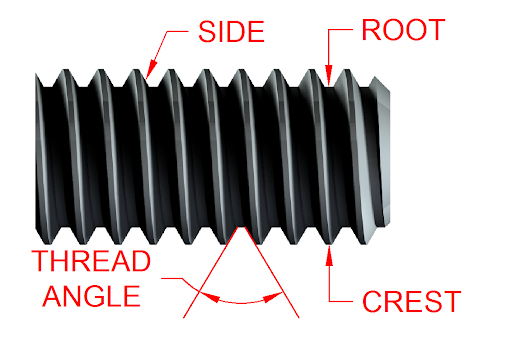
Kierteiden fyysiset ominaisuudet
Juuri: Juuri on säikeen alku, joka määrittelee säikeen rakenteen alhaalta ylöspäin. Se määrittää itse langan tarvittavan lujuuden ja kestävyyden.
Crest: Kierre on kierteiden viimeinen osa, ja se on erittäin tärkeä, jotta voidaan taata elementin asianmukainen istuvuus kokoonpanossa. Siihen kiinnitetään yleensä eniten huomiota viimeistelyvaiheessa korkean tarkkuuden varmistamiseksi.
Kylki: Kyljet ovat langan sivupintoja, jotka yhdistävät harjan ja juuren. Ne vaikuttavat suuresti kierteiden profiiliin ja määrittävät kierteiden kyvyn istua ja tehdä tiiviste.
Työstökierteiden tyypit
Yhdenmukaistettujen säestandardien mukaan se luokitellaan kahteen päätyyppiin. Nämä kuuluvat Unified Thread Standard -standardin piiriin: UNF- ja UNC-kierteitä on kahta tyyppiä, jotka ovat Unified Fine ja Unified Coarse. Nämä standardit ovat ASME:n julkaisemia. Niissä määritellään kierteiden geometriat koneistusta varten. Näiden standardien avulla voidaan erottaa toisistaan hienommat ja karkeammat kierteet. Nämä koskevat erilaisia mekaanisia osia.
Sisäiset kierteet
Niitä kutsutaan myös naaraskierteiksi. Ne koneistetaan koveriksi. Tämä tehdään käyttämällä yksiliuskaisia kierteitystyökaluja tai perinteisiä kierteityssuojuksia, jotka on asennettu kierteiden päihin. Nämä kierteet ovat erittäin tärkeitä sovelluksissa, joissa tarvitaan ruuveja. Ne valmistetaan käsi- tai konekierteillä. Osissa on sisäkierteitä. Niiden on oltava hyvin tiiviitä, kuten autoissa ja lentokoneissa.
Ulkoiset kierteet
Ulkokierteet tunnetaan myös nimellä ulkokierteet, jotka on kierteitetty ruuvien, pulttien ja nastojen ulkokehälle. Ulkokierteet valmistetaan useimmiten sorvin tai pyöreän muotin avulla. Reikä on kiinnitetty paikallaan olevaan reikäkantaan. Se riippuu osasta ja sovelluksen edellyttämästä kierteityksen laajuudesta. Ruuvin ulkopinnalla olevat kierteet ovat ratkaisevan tärkeitä kiinnitysprosessissa. Ne on tarkoitettu ruuvattaviksi sisäkierteisiin, jotta osat pysyvät kauniisti yhdessä.
Kierteen työstössä käytetään monia työkaluja. Esimerkiksi sisäisten kierteiden luomiseen käytetään kierteityskoneita, kun taas ulkokierteet luodaan muotilla. Työkalun valinta määräytyy kierteitystyypin ja kappaleessa käytetyn materiaalin mukaan. Tämä mahdollistaa oikeat kierteet ja oikean istuvuuden kokoonpanossa.

Kuinka leikata työstökierre?
Ensinnäkin sinun on kerättävä tarvittavat välineet. Sisäkierteiden tekeminen edellyttää turvatoimenpiteitä, kuten suojalaseja. Tarvitset myös laatikko- ja pylväsporaa konekierteitä varten. Tarvitset käsikierteitä varten säädettävän hanavääntimen. Tarvitset sisäkierteityshanan, kierreporan ja 90 asteen senkan. Kerää viila, stanssilauta, litteäkärkinen ruuvimeisseli, pyöreä stanssi, ruuvipenkki työkappaleen pitämiseen ja leikkaussuihke ulkokierteitä varten.
Sisäkierteiden leikkaamisen vaiheet
- Päätä, minkä kokoiseen reikään lanka leikataan.
- Ydinreiän halkaisijan saamiseksi hanan halkaisijasta on vähennettävä kierteenkorkeus.
- Lyö keskelle voimalla ja tee sitten esireikä kierreporalla.
- Muotoile ydinreikään viiste 90 asteen upotuksella.
- Kierrä hana kiertämällä sitä myötäpäivään reikään käyttämällä hana-avainta kierteen katkaisemiseksi.
Ulkokierteiden leikkaamisen vaiheet:
- Pyöreän tangon reunat on viilattava.
- Kierrä sauva kierteellä ja viistä se 45 asteen kulmassa siten, että viiste on suurempi kuin kierre.
- Aseta pyöreä muotti muotin kantaan ja varmista, että se on kiinnitetty tukevasti, jotta se ei pääse liikkumaan.
- Paina tankoa voimakkaasti, kun kierteität ja katkaiset kierteitä.
- Käytä leikkaussuihkeita parantamaan osan pintakäsittelyä.
Menetelmät työstökierteen leikkaamiseksi
Napauttamismenetelmä

Kierrettä käytetään useimmiten sisäkierteiden valmistuksessa. Siinä käytetään hanaa, jonka halkaisija on sama kuin etukäteen poratun reiän halkaisija. Tämä menetelmä on myös nopea ja halpa. Se soveltuu hyvin reikiin, joiden tarkkuus on pieni ja halkaisija pieni verrattuna poraukseen. Tappeja käytetään suunnittelussa perusmuotoiluna, mikä minimoi ajanhukan ja parantaa tuottavuutta. Käytämme joustavia kierteitystekniikoita, joissa on joustavat kierteitysleuat. Ne tasapainottavat syötön ja karan nopeuden vaihtelut, joita voi esiintyä työkappaleen materiaalin ja sen ominaisuuksien vuoksi. Näin varmistetaan suurempi tarkkuus.
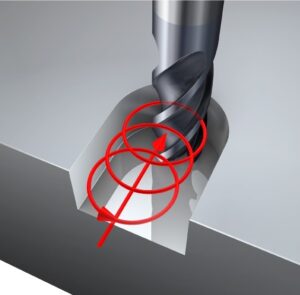
Kierteen jyrsintä

Kierrejyrsintää voidaan käyttää sisä- ja ulkokierteisiin. Tässä työstössä käytetään jyrsintä, jota on ohjattava x-, y- ja z-akseleita pitkin spiraalimaisesti. Menetelmä mahdollistaa monenlaisten kierteiden koon vaihtelun, ja se soveltuu erityisesti tarkkuusosiin. Kierrejyrsinnälle on ominaista suuri nopeus, suuri tarkkuus ja tehokas leikkaus, joten se soveltuu suurille kierteille. Jyrsintätyökaluissa voi olla monimutkaisia, kovista seoksista valmistettuja leikkaavia särmiä, jotka pystyvät suorittamaan useita toimintoja, jolloin muita työkaluja ei tarvita. Sen tuloksena saadaan myös kierteitä, joiden pinta on sileä ja joissa ei ole teräviä reunoja tai purseita. Se soveltuu ohutseinäisille rakenteille, umpirei’ille ja pyörimättömille komponenteille.
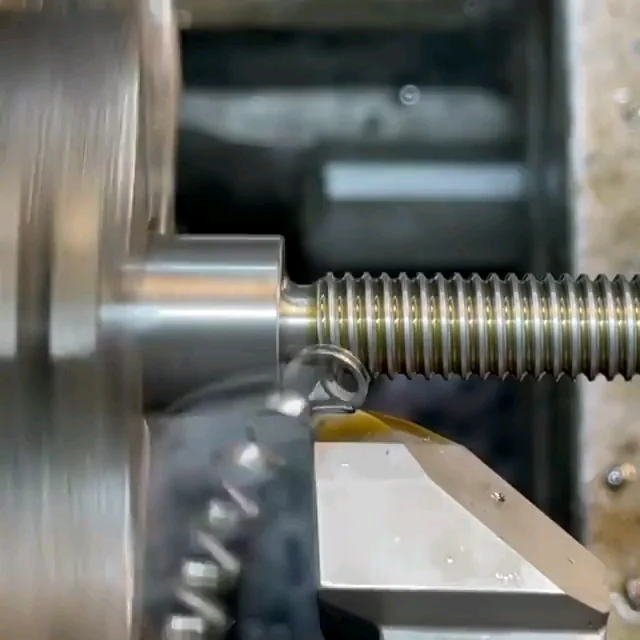
CNC-kierteitys sorvilla
CNC-sorvit soveltuvat kierteitykseen. niitä suositellaan käytettäväksi. Ne ovat tarkkoja monien kierteitystyyppien ja -vaiheiden tuottamisessa. Näihin tekniikoihin kuuluvat yhden pisteen kierteitys ja jäykkä kierteitys. Niissä käytetään työkaluja, joilla on tietyt ominaisuudet tai parametrit. Nämä profiilit vastaavat työkappaleen kierteiden muotoilua. Jäykässä kierteityksessä puolestaan kierteityskappale kiristetään jousipuristimella. Työstökoneella on myös mahdollisuus säätää karan syöttöä ja nopeutta standardointitarkoituksiin. Tämä menetelmä on erittäin tehokas tuottavuuden lisäämisessä ja samalla valmistuskustannusten vähentämisessä.
Kierteen hionta
Tämä menetelmä sopii karkaistuihin työkappaleisiin, joiden lopputuotteilta vaaditaan suurta tarkkuutta. Hionnassa käytetään hiomalaikkoja. Se voidaan kiinnittää siten, että siihen voidaan sovittaa eri kierrekokoja. Tämä sopii ruuvien, mittareiden ja muiden herkkien kierteitettyjen osien valmistukseen, jotka vaativat suurta tarkkuutta. Kierteenhionnalla voidaan saada aikaan erittäin hyvä pintakäsittely ja läheinen toleranssi. Käytämme yksirivisiä ja monirivisiä hiomalaikkoja. Monirivihionta luokitellaan leikkaavaan ja pitkittäishiontaan. Pitkittäismenetelmässä on kapea hiomalaikka. Se on kooltaan pienempi kuin kierre ja tyypillisesti pienempi kuin kierteen paksuus. Tarvitaan useita kierroksia, jotta tuotteen haluttuun kokoon päästään.
Kierteen leikkaus
Ulkokierteiden leikkaus on toinen suosittu menetelmä ulkokierteiden leikkaamiseen. Se on taloudellinen ja nopea prosessi, joka soveltuu massatuotantoon ja tarjoaa kohtalaisen tarkan tuloksen. Kierteenleikkausmuotoja on erilaisia, kuten pohja- tai pyöreähalkaisijoita ja säädettäviä muotteja. Pohjapiikkimuotteja käytetään kierteiden aloittamiseen, kun taas säädettävät muotit mahdollistavat eriasteisen sovituksen.
Kierteen työstön valmistelu ja laskeminen
Valmistautuminen on avainasemassa. Ennen kuin aloitat kierteityksen, selvitä sisäkierteiden pieni halkaisija. Etsi sylinterin halkaisija ulkokierteitä varten. Kaava on D = N – S, jossa N on nimellishalkaisija ja S on kierteiden nousu. Oikean halkaisijan määrittäminen on olennaisen tärkeää tarkan kierteityksen varmistamiseksi.
On myös tärkeää laskea porauksen pyörimisnopeus ja reiän syvyys. Leikkausnopeus, jota merkitään V:llä, vaihtelee työstettävän materiaalin mukaan. Leikkausnopeuden laskentakaava on V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, jossa D on halkaisija ja se on karan nopeus kierroksina minuutissa. Teräkselle käytetään leikkuuöljyä, alumiiniseoksille alkoholia ja kromi-nikkeliseoksille petrooli- tai rypsiöljyä. Porauksen jälkeen lastut ja ylimääräinen materiaali poistetaan paineilmalla tai pehmeällä harjalla.
Vinkkejä kierteiden työstöön

Standardointi ja yhteensopivuus
- Käytä vakiokokoja:Ne ovat kustannustehokkaita, helppoja valmistaa ja laajalti yhteensopivia toimittajien kanssa.
- Vakiomittausten käyttöönotto: Ota käyttöön vakiomittaukset ja -muodot tuotannon ja vaihdettavuuden helpottamiseksi sekä tuotantoviiveiden ja sekaannusten välttämiseksi.
Kierteen työstötekniikat
- Viiste ja uppouma: Sisällytä viiste ulkokierteisiin päätyosiin kokoonpanon helpottamiseksi ja jännityskeskittymien hajauttamiseksi. Päätä sisäkierteet upotussyvennyksellä jännityskeskittymien vähentämiseksi.
- Litteä pinta ja kohdistus: Varmista, että langan alkupäässä on tasainen pinta, joka on samassa linjassa keskiakselin kanssa tarkan kohdistuksen varmistamiseksi.
- Seinäpaksuuden lisääminen: Lisää putkimaisten osien seinämäpaksuutta, jotta ne kestävät painetta muokkauksen tai leikkauksen aikana ja parantavat lujuutta ja kestävyyttä.
- Preferoi matalampia kierteitä: Paranna kestävyyttä ja vähennä irtoamisen todennäköisyyttä suosimalla matalampia kierteitä, jos kierteitä koskevia erityisvaatimuksia ei ole annettu.
- Tarjoa helpotusta kierteisiin: Tarjoa kierteiden kevennys, jotta ulkokierteet eivät osu viereisten kierteiden hartioiden kanssa yhteen.
Suunnittelua koskevat näkökohdat
- Lyhyemmät kierteet: Lyhyemmät kierteet parantavat toiminnallisuutta ja kappaleiden kiinnittymistä.
- Lisää viisteet: Sisällytä viisteet ulkokierteiden päihin kokoonpanon helpottamiseksi, erityisesti usein koottavien ja purettavien osien osalta.
- Määritä kierteiden syvyys umpireikiä varten: Määritä aina sokeiden reikien kierteen syvyys, jotta vältät valmistusongelmat ja varmistat tarkan tuotannon.
Päätelmä
Kierteen työstötekniikoiden hallitseminen takaa korkealaatuiset ja kestävät kierteet, jotka ovat välttämättömiä mekaanisissa kokoonpanoissa. Valmistajat voivat lisätä tuotteiden luotettavuutta ja suorituskykyä. He voivat tehdä sen ymmärtämällä ja käyttämällä hahmoteltuja menetelmiä.
Tutustu kanssamme kierteiden työstön tarkkuuteen. Ota yhteyttä asiantuntijoihimme jo tänään, jotta voit nostaa komponenttien valmistuksen seuraavalle tasolle.
FAQS
Mikä on nopeusero kierteen jyrsinnän ja kierteityksen välillä?
Kierteen jyrsintä on yleensä nopeampaa kuin kierteiden jyrsintä. Kierrejyrsimissä on kuitenkin lisäsärmät. Ne korvaavat pienemmän nopeuden. Suurin ero kierteen jyrsinnän ja kierteityksen välillä on leikkauksen sileys. Kierrejyrsinnällä saadaan aikaan tasaisemmat ja tasaisemmat leikkaukset, kun taas kierteittämällä tehdyt leikkaukset ovat karheita ja rosoisia.
Mihin lanka tulisi sijoittaa?
Kierteet voidaan sijoittaa melkein mihin tahansa osaan, kunhan ne täyttävät lopullisen kokoonpanon tarpeet. Jos suunnittelussa on esteitä, DFM-työkalu merkitsee sen, ja kierteiden sijoittelua voidaan joutua muuttamaan.
Mikä on langan suunnittelun yhteinen vaatimus:
Kierteet, jotka ovat pidempiä kuin 0,5 kertaa reiän halkaisija, eivät lisää merkittävästi lujuutta. Siksi kierteet olisi suunniteltava niin, että niiden pituus on enintään kolme kertaa reiän halkaisija.
Mitkä ovat kolme peruslankatyyppiä?
Kolme kierteiden perustyyppiä ovat yhdensuuntaiset (tai suorat) kierteet, kartiokierteet ja kuivatiivistekierteet. Yhdensuuntaisilla kierteillä on sama halkaisija koko pituudeltaan, kuten Unified Coarse -kierteillä. Kartiokierteet vaihtavat halkaisijaa pitkin pituuttaan, ja niitä käytetään usein putkien liitososissa. Kuivatiivistekierteet ovat kartiokierteitä. Ne on suunniteltu tiivistämään liitokset tiiviisti ilman tiivistemassoja.
Mitkä ovat yhteisiä konekierteitä?
Konekierteet luokitellaan yleensä kahteen tyyppiin. UNC (Unified National Coarse) ja UNF (Unified National Fine). UNC-kierteet ovat yleisimpiä pulteissa, muttereissa ja muissa kiinnittimissä.