Mi az a horonymarás?
A horonymarás, más néven horonymarás, egy olyan eljárás, amely során egy marógépet használnak a munkadarabon hornyok vagy csatornák vágására. Ezt az eljárást a gépészet számos területén alkalmazzák pontos geometriák, például kulcsnyílások vagy hornyok előállítására. A hornyok különböző formájúak és méretűek lehetnek a gyártott hornyok tervezési követelményeinek megfelelően.
A horonymarás különleges. Tiszta és pontos vágásokat készít. Ezek a vágások segítik a végtermék jó működését és jó megjelenését. A horonymarás az egyszerű hornyoktól a legbonyolultabb hornyokig terjed. Kritikus szerepet játszik a fogaskerekek, szíjtárcsák és más mechanikai elemek alkatrészeinek elkészítésében.
A horonymarás rugalmas. Pontosan képes összetett alakzatok készítésére. Ezeket az alakzatokat más módszerekkel nehéz lenne elkészíteni. Továbbá a horonymarás számos horonyformát és keresztmetszeti geometriát kínál. Ezek a lehetőségek lehetővé teszik, hogy a résmarási eljárás megfeleljen a gyártási igényeknek.
A végmarókat résmaráshoz használják, mivel nagy vágóerőt képesek kezelni, és jó felületet adnak. Egy másik módszer az oldalmarás, amely a munkadarab külső élén lévő hornyok pontos és stabil elkészítéséhez használható. A horonymaráshoz számos módszer és technológia létezik. A horonymarás azonban az egyik legelterjedtebb és leghatékonyabb módja a munkadarabon lévő hornyok kialakításának.
A horonymarási technikák típusai
A horonymarás létfontosságú a megmunkálásban. Különböző méretű és alakú nyílásokat készíthetünk vele a munkadarabon. Ez egy tág kategória, amely több különböző elemzési formát foglal magában, amelyek mindegyike más-más feladatra és célra alkalmas. undefined
Végmarás
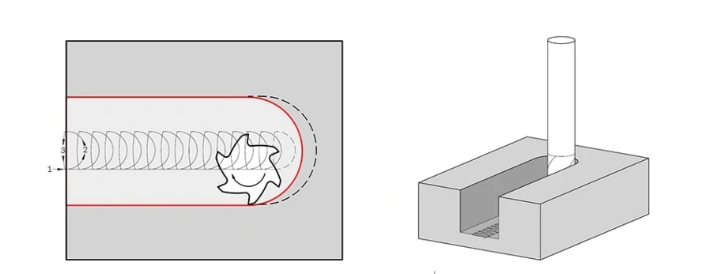
A végmarást főként a nem derékszögletes alakú és különböző mélységű nyílások vágásánál alkalmazzák. Ez végmarók vagy kagylómarók alkalmazásával történik, ahol a maró oldal és a marófelület követi az anyagban lévő hornyot. A végmarás kedvelt technika a gépészek körében, mivel a végmarók képesek ellenállni a mély vágásoknak és a nagy vágóerőknek.
Oldalmarás
Az oldalmarás nagyon hatékony ebben az esetben, mivel a vágószerszám külső élét használja a hornyok kialakítására. Ez a módszer a stabilitása miatt híres, amely segít a vágóerők és rezgések jó elviselésében. Az oldalmarást nagyra értékelik pontossága miatt. Az alkatrészek oldalán lévő sík vagy kontúros felületek megmunkálására alkalmas, nagy pontossággal. Ez különösen akkor igaz, ha vízszintes marógépen végzik, merev dűlővel és rövid szerszámkilógással.
T-nyílás marás
A T-nyílásos marás egyedülálló. Fő funkciója a T alakú rések vágása. Ezek a rések létfontosságúak az iparban és a megmunkálásban. Normál hornyolással kezdődik, hogy helyet csináljon a T-nyílású marószárnak. Ezután a T-nyílásmaró közvetlenül T-nyílásokat tud marni, ha azok nyitottak.
Woodruff kulcs hornyolás
A Woodruff-kulcs hornyolás félköríves hornyokat készít a Woodruff-kulcsok számára. Ezek a nyílások lehetővé teszik a terhelés átvitelét az alkatrészek között. Ez a technika egy Woodruff kulcsszegélytartó marógépet használ. Egy műveletben pontos kulcsnyílásokat tud vágni. Ez elengedhetetlen a fogaskerekek és más forgó alkatrészek tengelyeken történő rögzítéséhez.
Csoportos marás
A csoportos marás egy nagyon hatékony módszer, amelyben sok marógép van egy tárcsán, és egyszerre különböző funkciók vágására használják. Ez a technika előnyös a tömegtermelésben. Egyszerre sok nyílást tud készíteni, és csökkenti a beállítási és kezelési időt. Meg kell azonban említeni, hogy a nagy vágóerők magas követelményeket támasztanak a dűbel és a szerszámgép szilárdságával szemben. Szükség van a szükséges merevségre is.
Mindegyik résmarási technikának megvannak az előnyei, és az alkalmazott technika a megmunkálás jellegétől függ. A megmunkálás típusa és a megmunkálandó anyag határozza meg a marási módszereket. A jól megválasztott módszerek nagy pontosságot és hatékonyságot eredményeznek.
Legjobb tippek és gyakorlatok a hornyok marásához

A rések marása során réseket vágunk egy anyagba. Ezt óvatosan kell végezni, hogy elkerüljük a sérülések okozását vagy a rossz eredményt. Íme egy átfogó útmutató a sikeres résmarás néhány legjobb gyakorlatáról és tippjéről:
Ramp Down Entry
Fontos, hogy a rámpán lefelé történő belépést használjuk. Ez csökkenti a szerszámot és a munkadarabot érő ütőerőket és feszültségeket. Ez különösen igaz kemény anyagok vagy mély hornyok vágásakor. Segít továbbá a vágóerők egyenletes elosztásában a munkadarab vastagsága között. Így elkerülhetők azok a helyzetek, amikor egyetlen szerszám túlterhelődik és rezgéseket okoz. Javasoljuk, hogy a rámpát legalább 45 fokos szögben dőljön meg, hogy a szerszámra és a gépre ne nehezedjen hirtelen nyomás.
Chip evakuálás
A forgács kezelése kritikus fontosságú a horonymarásnál. Ha nem távolítják el eléggé, a forgácsok befolyásolhatják az alkatrész pontosságát, a felületi minőséget és a szerszám tartósságát. A kétmenetes vágási stratégia alkalmazása megkönnyíti a forgácsok keletkezését és távozását. Ezáltal a későbbi menetekben jobb lesz az anyageltávolítási arány. A forgácstörővel ellátott vágógépek és a nagynyomású hűtőközeg-rendszerek vagy sűrített levegő alkalmazása sokat segít a forgácsok eltávolításában a vágási zónából.
Az orsó terhelésének fenntartása
Biztosítani kell, hogy az orsó mindig tele legyen, ami azt jelenti, hogy legalább egy vágófognak kölcsönhatásba kell lépnie az anyaggal. Ezzel a folyamatos használattal elkerülhető a vágás leállása. Ez károsítja a felületképzést és nagy szerszámkopást okoz. Hasznos továbbá a nagy anyagleválasztási sebesség eléréséhez és a rezgés minimalizálásához.
Lefelé marás vs. Felfelé marás
A stabilitás és a forgács eltávolításának módja miatt mindig ajánlatos a lefelé marás vagy a mászómarás alkalmazása. Meg kell győződni arról, hogy a gép beállítása stabil és merev. Ellen kell állnia a lefelé marás során fellépő erőknek.
Nagyobb vágóátmérő kiválasztása
A nagyméretű vágófejek használata során könnyebb elkerülni a szerszám meghajlását vagy meghibásodását, mivel a vágófejek elég erősek a mély hornyok kialakításához. A nagyobb átmérőjű vágók kisebb vibrációt is lehetővé tesznek, ami szintén javítja a kivitel minőségét.
Kiegyensúlyozott takarmányozási arányok
Lényeges a vágási előtolási sebességek összehangolása, hogy a termikus problémák megelőzhetők legyenek, ugyanakkor a kívánt termelékenységi szintek elérése mellett. Az előtolási sebességet megfelelő szintre kell beállítani, hogy a legjobb vágási eredményeket érjük el, és elkerüljük a túlzott hőtermelést, amely mind a szerszám, mind a munkadarab károsodásához vezethet.
Szerszámpálya technikák
Az új szerszámpálya-stratégiák, például a trokoidális marás alkalmazása sok helyzetben nagyon hasznos lehet, különösen, ha az anyag merev. Ez a technika körkörös és lineáris mozgásokból áll, amelyek lehetővé teszik a nagy előtolási sebességet alacsony szerszámterhelés mellett, ezáltal növelve a szerszám élettartamát és a gyártási sebességet.
Merülő technika
Mély hornyok készítésekor a merülő technikát alkalmazzák, mivel ez lehetővé teszi, hogy a maró a tengelye mentén ereszkedjen az anyagba, ezáltal csökkentve a szerszámra ható oldalirányú erőket. Ez különösen akkor értékes, ha nagyon pontos és keskeny hornyot kell készíteni, miközben minimálisra csökkentjük a szerszám meghajlásának kockázatát.
Ezek a gyakorlatok, ha más, a horonymarási folyamathoz és a megmunkálási paraméterek tervezéséhez kapcsolódó gyakorlatokkal együtt alkalmazzák, olyan hornyokat állíthatnak elő, amelyek a kívánt geometriai tűréshatárig és felületi felületi minőségig pontosak.
Fejlett szerszámpálya technikák a horonymarásnál
A horonymarás egy nagy pontosságú anyageltávolítási eljárás, ahol a szerszámpálya kritikus szerepet játszik a kész alkatrész teljesítményének és minőségének meghatározásában. undefined
Hagyományos marás
A felfelé marás vagy hagyományos marás egy másik típusú marási művelet, amelynél a marógép az előtolás irányával ellentétesen forog. Ez az egyszerű technika könnyen kódolható, és a legtöbb marószerszámtípussal használható. Azonban sok hőt és rezgést okozhat, és ez különösen a vastag anyagok átvágásakor vagy mély hornyok készítésekor jellemző. A hagyományos marás során nagy radiális erők keletkeznek, ami bizonyos esetekben instabilitást okozhat, és ezért nem ideális mély vágásokhoz.
Trokoidális marás
A trokoidális marás olyan elfogadott eljárás, amelyben a marógép trokoidális vagy körkörös mozgást végez. Ez a megközelítés segít a vágóerők egyenletes eloszlásában, a szerszámkopás csökkenésével és elegendő idővel a vágóélek lehűléséhez. A forgácsot is könnyen el lehet távolítani a munkahelyről, ami alkalmassá teszi a kemény anyagok vágására. A trokoidális marás növelheti a szerszámok tartósságát és a folyamat stabilitását. Ez azonban összetett programozást és speciális szerszámtípust igényel.
Merülő technika
A merülő technikát a munkadarabba történő furatok vágására használják; ez olyan, mint a fúrás, de marómarót használ, és lefelé irányuló vágással jár. Ez a módszer stabil, mivel nagymértékben csökkenti a radiális erőket, amelyek valószínűleg szerszámelhajlást, rezgést és hőt okozhatnak. A merítés alkalmazása leginkább olyan összetett alakzatoknál előnyös, ahol a szerszám túlnyúlása hosszú, vagy mély rések vágása közben. Ez azonban általában nem eredményez nagyon sima felületet a horony falán, ami más szerszámpálya-stratégiák alkalmazásával történő befejező vágást tehet szükségessé.
Következtetés
A horonymarás a precíziós megmunkálás sarokkövévé válik, sokoldalúságot és pontosságot kínálva a legkülönbözőbb alkalmazásokban. A legjobb gyakorlatok és a fejlett szerszámpálya technikák alkalmazása optimális eredményeket biztosít az alkatrészgyártásban.
Legyen partnerünk, hogy növelje megmunkálási képességeit és kiváló minőséget érjen el a horonymarási műveletekben. Optimalizáljuk együtt a hatékonyságot és a pontosságot.
GYIK
Hogyan kell a Micro Slot Millinget csinálni?
A mikronyílásmarás megfelelő szerszámválasztást és vágási módszereket igényel a folyamat során. A Harvey 38015-ös modellje 0,015 hüvelykes átmérővel és 0,3/8 hüvelykes mélységgel, valamint 375 hüvelykes hosszal jól alkalmazható. A legkisebb vágási mélység, a lassú előtolás és a rétegek fokozatos felépítése néhány fontos szempont a szerszámra ható feszültség csökkentése és a kész munkadarab nagy pontosságának elérése érdekében. Ez a megközelítés biztosítja, hogy a használt szerszámok elég erősek legyenek ahhoz, hogy ellenálljanak a horonymarási feladatok keménységének, ugyanakkor minőségi eredményeket produkáljanak, különösen a nehéz alkalmazásokban.
Hogyan kell szűk tűréshatárral horonymarást végezni
Ezért elengedhetetlen a szerszámok, az előtolás és a fordulatszám, a szerszámpályák és a szerszámok ellenőrzésének gondos kiválasztása. A szűk tűréshatárok betartása érdekében vegye figyelembe a résmarásnál használt gép által támasztott korlátozásokat is. Válasszon a munkadarab átmérőjénél valamivel kisebb marókat, optimalizálja az előtolási és fordulatszámokat a pontos vágás érdekében, és használja a rámpa-leengedési technikákat a stabilitás optimalizálása érdekében. Néhány darabot a padlón kell hagyni az utómunkálatokhoz a helyes méretek garantálása érdekében. Az első technika, amelyre összpontosítani kell, a szerszámok kifutása és igazítása, a második pedig a megközelítés megváltoztatása a gép korlátainak megfelelően. Ha a fent említett elveket követik, a gépészek biztosan a kívánt tűréshatárnak és a kívánt felületi minőségnek megfelelő alkatrészeket állítanak elő.
Mik a horonymarás előnyei és hátrányai?
A résmarás mélyebb rések vágására, a feldolgozás nehézségének csökkentésére, valamint a feldolgozás hatékonyságának és pontosságának növelésére alkalmas. Különösen alkalmas a részletes munkadarabok precíziós megmunkálására, de mély megmunkálásoknál vibrálhat és instabillá válhat. A hőmérséklet közvetlen hatással van a szerszámok tartósságára és a gyártott alkatrészek minőségére. Előnye az egyszerű kontúrmegmunkálási stratégia és a hatékony anyageltávolítás elérése. Hátrányai azonban a vibráció, az instabilitás és a hő.
Mire használják a horonymarást?
A horonymarást elsősorban a különböző munkadarabok zsebeinek, kulcsnyílásainak és hornyainak megmunkálására használják. Ez az egyik leggyakoribb anyageltávolítási módszer, amelyet olyan alkatrészek gyártásánál alkalmaznak, mint a fogaskerekek, szíjtárcsák és a legtöbb mechanikus alkatrész. A horonymarásra számos iparágban van szükség. Szükség van rá a termékek összeszereléséhez vagy a gépek működtetéséhez. A horonymarás nagy pontossággal készít hornyokat. Más technikák nem tudnak ilyen pontos hornyokat készíteni. A horonymarás tehát alapvető fontosságú az összetett és pontos alkatrészek készítéséhez.
Melyek a leggyakrabban használt anyagok a horonymaráshoz?
A megmunkálható anyagok, amelyek megmunkálására a horonymarás használható, a műanyag és a fémek, mint az alumínium, vas, réz, acél, titán és fa. Ezek az anyagok rugalmasságuk és pontosságuk miatt a legjobban megmunkálhatók horonymarással. A horonymarás sokoldalú. Nagyon hasznos számos iparágban. Számos anyagot képes kezelni, és számos felhasználási célra kiváló minőségű termékeket készíthet.
Jobb a horonymarás, mint az oldalmarás?
Nem. A horonymarás és az oldalmarás különböző műveletek. A horonymarást hornyok és hornyok készítésére alkalmazzák, míg az oldalmarást a munkadarabra merőleges, sík falak előállítására. Ezért fontos figyelembe venni a következő tényezőket, amikor eldöntjük, hogy melyik technikát alkalmazzuk. Például a horonymarás a megfelelőbb módszer, ha hornyot kell készíteni. A módszerek közötti választásnál egyéb dolgokat is figyelembe kell venni. Ezek közé tartozik az anyag típusa, a szerszám geometriája és a szükséges felületkezelés.
Milyen típusú marókat alkalmaznak a horonymarásnál?
Az alábbiakban ismertetett módon különböző vágóeszközök használhatók a hornyoláshoz. A megfelelő szerszám kiválasztása a horony alakjától függ. Ide tartozhatnak a végmarók, a héjmarók, a vállvágók, a T-nyílásvágók, a csoportos marókarok és a Woodruff-kulcsos horonymaró szerszámok. Ezek a marók úgy készülnek, hogy a különböző horonymarási igényekhez illeszkedjenek, hogy sokoldalúságot és pontosságot biztosítsanak a horonymarási alkalmazásokban. Ez azt jelenti, hogy a megfelelő marógép kiválasztása az eltávolított anyagtól és a megmunkálási műveletek során végzett munka minőségétől függ.
Alkalmasak-e a CNC gépek horonymarásra?
Fontos megjegyezni, hogy a függőleges és a vízszintes CNC marógépek képesek hornyokat készíteni a munkadarabon. A CNC-gépek ideálisak a horonymaráshoz, mivel pontosságot és rugalmasságot biztosítanak a művelet során. Mindazonáltal bizonyos esetekben szükség lehet más gépekre, például süllyesztéses EDM vagy fúrógépekre is. A CNC-gépek tökéletesek a horonymaráshoz. Rugalmasak és nagy pontossággal képesek hornyokat készíteni. Ez javítja a horonymarás hatékonyságát.