Che cos’è la filettatura?
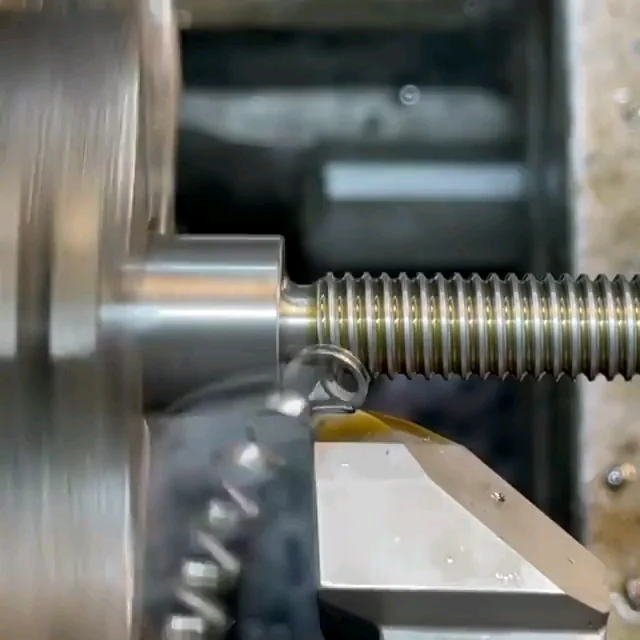
La lavorazione dei filetti è uno dei più importanti processi sottrattivi utilizzati per tagliare filetti esterni e interni di diverse dimensioni. Questa tecnica utilizza il movimento rotatorio di un utensile nel modo più delicato. L’utensile viene graduato per produrre le filettature richieste su cilindri o coni. Le filettature possono iniziare su parti esterne, come le viti, o essere iniziate internamente all’interno di dadi.
Le filettature sono utilizzate soprattutto per gli accoppiamenti. Servono a creare giunzioni forti e compatte in varie parti. È simile al modo in cui si chiude il tappo di una bottiglia d’acqua. Questo accoppiamento consente di trasmettere il movimento. Offre vantaggi meccanici e traduce il movimento rotatorio in movimento rettilineo. È il caso delle viti a testa cilindrica e dei martinetti. Le filettature sono fondamentali per la realizzazione di parti che devono essere unite. Sono anche fondamentali per la realizzazione di parti che devono essere spostate.
Parametri principali per la filettatura
Dimensioni chiave della lavorazione della filettatura
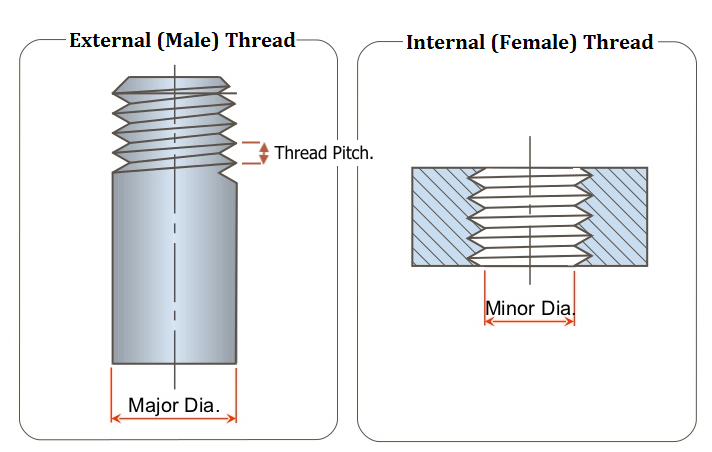
Diametri maggiori e minori: Il diametro maggiore è il diametro più grande di una filettatura esterna. Il diametro minore è il diametro più piccolo di una filettatura interna, noto anche come diametro di base. Entrambe le dimensioni sono fondamentali. Definiscono la geometria fondamentale della filettatura e sono fondamentali per l’accoppiamento con altri componenti.
Diametro del passo: Il diametro maggiore è il più grande dei tre. Il diametro minore è il più piccolo. Viene utilizzato per inserire le filettature. Il diametro del passo si colloca tra il maggiore e il minore. È il diametro in cui la larghezza tra le filettature e lo spazio tra le filettature sono uguali.
Parametri geometrici delle filettature
Passo:
Angolo dell’elica: L’angolo dell’elica è l’angolo tra l’elica della filettatura e l’asse della filettatura. Per le filettature diritte, è la direzione in cui la filettatura ruota intorno al cilindro o al cono.
Angolo del filetto:
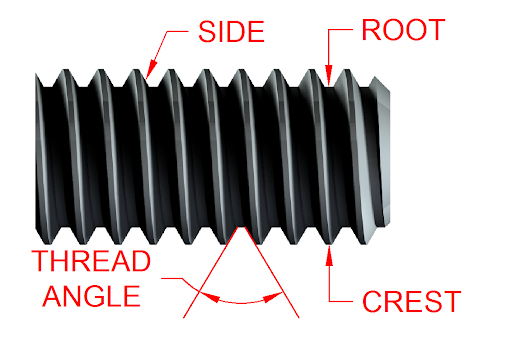
Caratteristiche fisiche dei fili
Radice: La radice è l’inizio del filo, che definisce la struttura del filo dal basso verso l’alto. Determina la forza e la durata necessarie del filo stesso.
Cresta: La cresta è la parte finale della filettatura ed è molto importante per garantire un corretto adattamento dell’elemento all’assemblaggio. Di solito riceve la massima attenzione durante la fase di finitura per garantire un’elevata precisione.
Fianco: I fianchi sono le superfici laterali del filetto che uniscono la cresta e la radice. Influenzano notevolmente il profilo del filetto e determinano la capacità del filetto di adattarsi e fare tenuta.
Tipi di filettature di lavorazione
In base agli standard di filettatura unificati, si distinguono due tipi principali di filettatura. Questi sono compresi nello standard di filettatura unificata: Esistono due tipi di UNF e UNC, ovvero Unified Fine e Unified Coarse. Questi standard sono stati emessi dall’ASME. Definiscono le geometrie delle filettature per la lavorazione. Questi standard aiutano a distinguere tra i passi di filettatura più fini e quelli più grossi. Si riferiscono a parti meccaniche diverse.
Filettature interne
Vengono anche chiamati filetti femmina. Vengono lavorati in forme concave. A tale scopo si utilizzano strumenti di filettatura a labbro singolo o i tradizionali cappucci di filettatura montati sulle teste delle filettature. Queste filettature sono essenziali per le applicazioni in cui sono necessarie le viti. Vengono prodotte con maschi a mano o a macchina. Ci sono filettature interne ai componenti. È necessario essere molto vicini, come nelle automobili e negli aerei.
Filettature esterne
Conosciute anche come filettature maschio, le filettature esterne sono filettate sulla periferia esterna di viti, bulloni e prigionieri. Le filettature esterne si ottengono per lo più utilizzando un tornio o una matrice rotonda. La filiera è fissata a una matrice fissa. Dipende dal pezzo e dal grado di filettatura necessario per l’applicazione. Le filettature che si trovano sulla superficie esterna della vite sono fondamentali nel processo di fissaggio. Sono destinati ad avvitarsi alle filettature interne per tenere insieme le parti.
La lavorazione della filettatura impiega molti strumenti. Ad esempio, i maschi vengono utilizzati per creare filettature interne, mentre la filiera crea filettature esterne. La scelta degli utensili è determinata dal tipo di filettatura e dal materiale utilizzato nel pezzo. In questo modo è possibile ottenere filettature corrette e il giusto accoppiamento nell’assemblaggio.

Come tagliare un filetto di lavorazione?
Prima di tutto, è necessario procurarsi l’attrezzatura necessaria. Per eseguire filettature interne sono necessarie misure di sicurezza, come occhiali di protezione. È inoltre necessario un trapano a colonna e a scatola per i maschi a macchina. È necessaria una chiave per rubinetti che si adatti ai maschi a mano. È necessario un rubinetto interno, una punta elicoidale e una svasatura a 90 gradi. Per le filettature esterne, procuratevi una lima, una matrice, un cacciavite a punta piatta, una matrice rotonda, una morsa per afferrare il pezzo e uno spray da taglio.
Fasi di taglio delle filettature interne
- Decidere le dimensioni del foro in cui verrà tagliato il filo.
- Per ottenere il diametro del foro centrale, il diametro del rubinetto deve essere ridotto del passo della filettatura.
- Colpire il centro con forza e praticare un foro pilota con la punta elicoidale.
- Formare uno smusso nel foro del nucleo con una svasatura di 90 gradi.
- Infilare il rubinetto ruotandolo in senso orario nel foro, utilizzando la chiave per rubinetto per tagliare la filettatura.
Fasi di taglio delle filettature esterne:
- I bordi del tondino devono essere limati.
- Filettare l’asta e smussarla con un angolo di 45 gradi in modo che lo smusso sia più grande della filettatura.
- Posizionare la matrice rotonda in un porta matrice e assicurarsi che sia fissata saldamente in modo che non si muova.
- Esercitare una forte pressione sull’asta durante la filettatura e il taglio del filo.
- Utilizzare gli spray da taglio per migliorare la finitura superficiale del pezzo.
Metodi per tagliare un filetto di lavorazione
Metodo di maschiatura

La maschiatura viene utilizzata soprattutto nella produzione di filettature interne. Consiste nell’utilizzo di un rubinetto dello stesso diametro del foro precedentemente praticato. Questo metodo è anche veloce ed economico. È adatto a fori di bassa precisione e di diametro ridotto rispetto al processo di foratura. I maschi vengono impiegati in modo essenziale nella progettazione, riducendo al minimo gli sprechi di tempo e aumentando la produttività. Utilizziamo tecniche di maschiatura flessibili con ganasce flessibili. Esse bilanciano le variazioni di avanzamento e di velocità del mandrino che possono verificarsi a causa del materiale del pezzo e delle sue proprietà. Ciò garantisce una maggiore precisione.
Fresatura della filettatura

La fresatura di filetti può essere utilizzata su filetti interni ed esterni. Questo tipo di lavorazione utilizza una fresa che deve essere guidata lungo gli assi x, y e z in uno schema a spirale. Questo metodo consente di ottenere un’ampia varietà di dimensioni delle filettature ed è particolarmente adatto ai pezzi di precisione. La fresatura di filetti è caratterizzata da alta velocità, alta precisione ed efficienza di taglio ed è quindi adatta a filetti di grandi dimensioni. Gli utensili di fresatura possono avere taglienti complessi in leghe dure in grado di svolgere diverse funzioni, eliminando così la necessità di altri utensili. Si ottengono inoltre filetti con una superficie liscia e priva di spigoli o bave. È adatta per strutture a pareti sottili, fori ciechi e componenti non rotanti.
Filettatura CNC su torni
I torni a controllo numerico sono adatti alla filettatura. Sono precisi nel produrre molti tipi e passi di filettatura. Queste tecniche comprendono la filettatura a punto singolo e la maschiatura rigida. Utilizzano utensili con determinate caratteristiche o parametri. Questi profili corrispondono al disegno della filettatura sul pezzo. La maschiatura rigida, invece, prevede il serraggio del maschio con un mandrino a molla. La macchina utensile ha anche la possibilità di controllare l’avanzamento e la velocità del mandrino a fini di standardizzazione. Questo metodo è molto efficace per aumentare la produttività e, allo stesso tempo, ridurre le spese di produzione.
Rettifica del filo
Questo metodo è adatto ai pezzi temprati che richiedono un’elevata precisione nel prodotto finale. La rettifica utilizza delle mole. Può essere fissata in modo da poter accogliere filettature di diverse dimensioni. È ideale per creare viti, calibri e altri componenti filettati delicati che richiedono alti livelli di precisione. La rettifica dei filetti può fornire un’ottima finitura superficiale e una stretta tolleranza. Utilizziamo mole a linea singola e a linea multipla. La rettifica multilinea è classificata in tipo cut-in e tipo longitudinale. Il metodo longitudinale prevede una mola stretta. La sua dimensione è inferiore a quella del filetto e di solito è inferiore allo spessore del filetto. Sono necessari diversi cicli per raggiungere la dimensione desiderata del prodotto.
Fustellatura del filo
La fustellatura è un altro metodo popolare per tagliare le filettature esterne. Si tratta di un processo economico e veloce, adatto alla produzione di massa, che offre una moderata precisione. Le filiere di filettatura sono disponibili in varie forme, tra cui le filiere inferiori o rotonde e le filiere regolabili. Le filiere inferiori sono utilizzate per l’avvio delle filettature, mentre le filiere regolabili consentono diversi gradi di adattamento.
Preparazione e calcolo per la lavorazione della filettatura
La preparazione è fondamentale. Prima di iniziare a filettare, individuare il diametro minore per le filettature interne. Trovare il diametro del cilindro per le filettature esterne. La formula è D = N – S, dove N è il diametro nominale e S è il passo della filettatura. La determinazione del diametro corretto è essenziale per garantire una filettatura accurata.
È inoltre importante calcolare la velocità di rotazione per la foratura e la profondità del foro. La velocità di taglio, indicata con V, varia a seconda del materiale lavorato. La formula per calcolare la velocità di taglio è V=π×D×n1000V = \frac{{pi \times D \times n}}{1000}V=1000π×D×n, dove D è il diametro e it è la velocità del mandrino in RPM. Per l’acciaio, usare olio da taglio; per le leghe di alluminio, usare spirito; per le leghe di cromo-nichel, usare olio di petrolio o di colza. Dopo la foratura, rimuovere i trucioli e il materiale in eccesso utilizzando aria compressa o una spazzola morbida.
Suggerimenti per la lavorazione della filettatura

Standardizzazione e compatibilità
- Utilizzare filettature standard: sono efficienti dal punto di vista dei costi, facili da realizzare e ampiamente compatibili con i fornitori.
- Implement Standard Measurements: implementare misure e forme di filettatura standard per facilitare la produzione e l’intercambiabilità ed evitare ritardi di produzione e confusione.
Tecniche di lavorazione della filettatura
- Smusso e svasatura: Includere uno smusso sulle parti terminali delle filettature esterne per facilitare l’assemblaggio e disperdere le concentrazioni di stress. Terminare le filettature interne con una svasatura per ridurre le concentrazioni di stress.
- Superficie piana e allineamento: assicurarsi che l’estremità iniziale di un filo abbia una superficie piana che si allinei con l’asse centrale per un allineamento preciso.
- Aumentare lo spessore delle pareti: aumentare lo spessore delle pareti dei pezzi tubolari per resistere alla pressione durante la formatura o il taglio e migliorare la resistenza e la durata.
- Preferisci filettature di altezza inferiore: Preferire filettature di altezza inferiore in assenza di requisiti specifici per migliorare la robustezza e ridurre la probabilità di spanatura.
- Fornire un rilievo della filettatura: Prevedere uno scarico della filettatura per evitare che le filettature esterne coincidano con le spalle delle filettature adiacenti.
Considerazioni sulla progettazione
- Lunghezze di filettatura più corte: le lunghezze di filettatura più corte migliorano la funzionalità e l’aggancio dei pezzi.
- Includere gli smussi: includere gli smussi alle estremità delle filettature esterne per facilitare l’assemblaggio, soprattutto per le parti assemblate e smontate di frequente.
- Specificare la profondità della filettatura per i fori ciechi: Per i fori ciechi, specificare sempre la profondità della filettatura per evitare problemi di produzione e garantire una produzione accurata.
Conclusione
La padronanza delle tecniche di lavorazione delle filettature garantisce filettature di alta qualità e durata, fondamentali per gli assemblaggi meccanici. I produttori possono aumentare l’affidabilità e le prestazioni dei prodotti. Lo possono fare comprendendo e utilizzando i metodi descritti.
Scoprite con noi la precisione nella lavorazione dei filetti. Contattate oggi stesso i nostri esperti per portare la vostra produzione di componenti al livello successivo.
FAQS
Qual è la differenza di velocità tra la fresatura di filetti e la maschiatura?
La maschiatura è generalmente più veloce della fresatura di filetti. Tuttavia, le fresatrici per filetti hanno bordi supplementari. Questi compensano la velocità ridotta. La differenza principale tra la filettatura e la maschiatura è la levigatezza del taglio. La filettatura crea tagli più lisci e uniformi, mentre i tagli realizzati con la maschiatura sono ruvidi e frastagliati.
Dove dovrebbe essere collocato il thread?
Le filettature possono essere posizionate quasi ovunque su un pezzo, purché soddisfino le esigenze dell’assemblaggio finale. Se il progetto presenta delle ostruzioni, lo strumento DFM lo segnala e può essere necessario modificare il posizionamento delle filettature.
Qual è il requisito comune della progettazione di un filo:
Le filettature di lunghezza superiore a 0,5 volte il diametro del foro non aggiungono una resistenza significativa. Pertanto, le filettature dovrebbero essere progettate con una lunghezza massima pari a tre volte il diametro del foro.
Quali sono i tre tipi fondamentali di filettatura?
I tre tipi fondamentali di filettature sono le filettature parallele (o diritte), le filettature coniche e le filettature a secco. Le filettature parallele hanno lo stesso diametro per tutta la loro lunghezza, come le filettature Unified Coarse. Le filettature coniche cambiano diametro lungo la loro lunghezza e sono spesso utilizzate nei raccordi per tubi. Le filettature a secco sono affusolate. Sono progettate per sigillare saldamente le giunzioni senza l’uso di composti sigillanti.
Quali sono le filettature comuni della macchina?
Le filettature per macchine sono solitamente classificate in due tipi. UNC (Unified National Coarse) e UNF (Unified National Fine). Le filettature UNC sono le più comuni su bulloni, dadi e altri elementi di fissaggio.