Qu’est-ce que l’usinage des filets ?
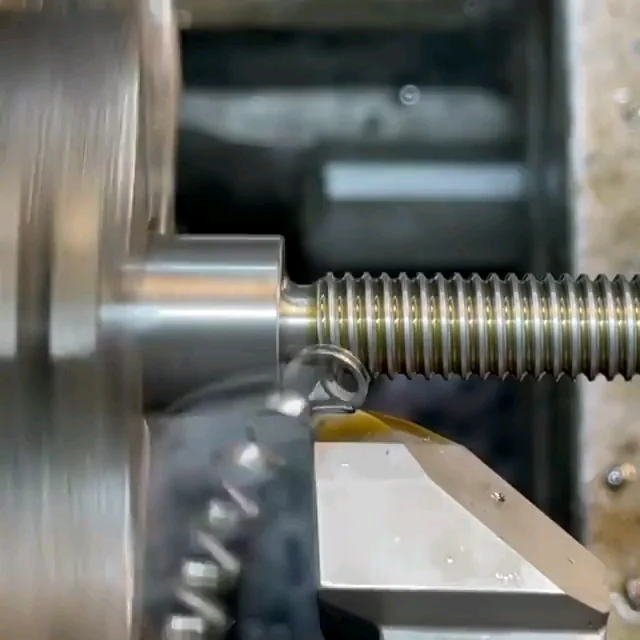
Les filetages sont principalement utilisés à des fins d’accouplement. Ils permettent de réaliser des assemblages solides et compacts entre différentes pièces. C’est un peu comme le bouchon d’une bouteille d’eau qui se ferme. Ce couplage permet de transmettre le mouvement. Il offre des avantages mécaniques et transforme un mouvement de rotation en un mouvement linéaire. C’est ce que l’on observe dans les vis à tête et les vis à vérin. Les filetages sont essentiels pour la fabrication de pièces qui doivent être assemblées. Ils sont également essentiels pour la fabrication de pièces qui doivent être déplacées.
Principaux paramètres du fil
Dimensions clés de l’usinage des filets
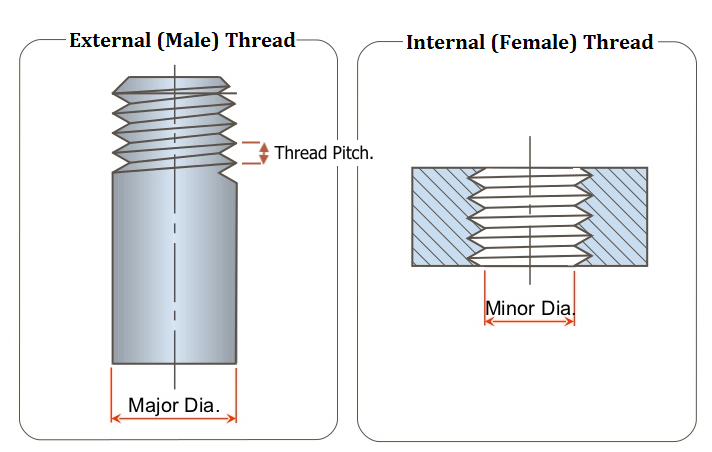
Diamètre majeur et diamètre mineur : Le diamètre majeur est le plus grand diamètre d’un filetage extérieur. Le diamètre mineur est le plus petit diamètre d’un filetage intérieur, également appelé diamètre de base. Ces deux dimensions sont cruciales. Ils définissent la géométrie fondamentale du filetage et sont essentiels pour l’assemblage avec d’autres composants.
Diamètre du pas : Le diamètre principal est le plus grand des trois. Le diamètre mineur est le plus petit. Il est utilisé pour engager les filets. Le diamètre primitif se situe entre le diamètre majeur et le diamètre mineur. Il s’agit du diamètre sur lequel la largeur des filets et l’espace entre les filets sont identiques.
Paramètres géométriques des fils
Pitch : Le pas est la distance entre les points de deux filets adjacents. Il est mesuré le long d’une direction parallèle à l’axe de la vis. Il détermine le degré de serrage ou d’écartement des filets, qui définit à son tour la façon dont les filets s’emboîtent les uns dans les autres.
Angle d’hélice: L’angle d’hélice est l’angle entre l’hélice du filet et l’axe du filet de la vis. Pour les filetages droits, il s’agit du sens de rotation du filet autour du cylindre ou du cône.
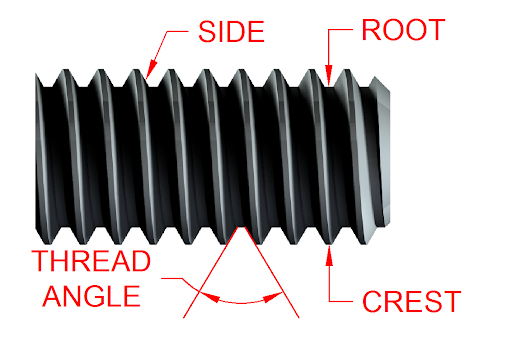
Angle du fil : L’angle du filet, qui peut être indiqué pour le type de filet, est l’angle entre les deux flancs du filet. De tous les angles, celui-ci est crucial pour définir le potentiel de charge et les performances du filet.
Caractéristiques physiques des fils
Racine: La racine est le début du fil, qui définit la structure du fil de bas en haut. Elle détermine la résistance et la durabilité nécessaires du fil lui-même.
Crête : La crête est la partie finale du filetage et est très importante pour garantir un bon ajustement de l’élément dans l’assemblage. Elle fait généralement l’objet de la plus grande attention au cours de la phase de finition afin de garantir une grande précision.
Flancs : Les flancs sont les surfaces latérales du filet qui relient la crête et la racine. Ils ont une grande influence sur le profil du filet et déterminent la capacité du filet à s’adapter et à réaliser un joint.
Types de filets d’usinage
Selon les normes unifiées sur les fils, il existe deux principaux types de fils. Ceux-ci relèvent de la norme unifiée des filetages : Il existe deux types d’UNF et d’UNC, à savoir Unified Fine et Unified Coarse. Ces normes ont été publiées par l’ASME. Elles définissent les géométries de filetage pour l’usinage. Ces normes permettent de différencier les pas de vis les plus fins et les plus grossiers. Elles s’appliquent à différentes pièces mécaniques.
Filets internes
Ils sont également appelés filets femelles. Ils sont usinés en forme concave. Cette opération est réalisée à l’aide d’outils de filetage à lèvre unique ou de capuchons de filetage traditionnels fixés sur la tête des filets. Ces filetages sont essentiels pour les applications nécessitant des vis. Ils sont produits à l’aide de tarauds manuels ou mécaniques. Il existe des filetages internes dans les composants. Il faut être très proche, comme dans les voitures et les avions.
Filets externes
Également connus sous le nom de filets mâles, les filets extérieurs sont filetés sur la périphérie extérieure des vis, des boulons et des goujons. Les filetages extérieurs sont généralement réalisés à l’aide d’un tour ou d’une filière ronde. La filière est fixée à un porte-filière stationnaire. Il dépend de la pièce et de l’étendue de l’engagement du filet nécessaire pour l’application. Les filets qui se trouvent sur la surface extérieure de la vis sont essentiels dans le processus de fixation. Ils sont destinés à se visser dans les filets intérieurs pour maintenir les pièces ensemble.
L’usinage des filets fait appel à de nombreux outils. Par exemple, les tarauds sont utilisés pour créer des filets intérieurs, tandis qu’une filière crée des filets extérieurs. Le choix de l’outil est déterminé par le type de filetage et le matériau utilisé dans la pièce. Cela permet d’obtenir des filetages corrects et le bon ajustement lors de l’assemblage.

Comment couper un filet d’usinage ?
Tout d’abord, vous devez vous munir de l’équipement nécessaire. Des mesures de sécurité, telles que des lunettes de protection, sont nécessaires pour réaliser des filetages intérieurs. Vous avez également besoin d’une perceuse à colonne et à boîte pour les tarauds mécaniques. Vous avez besoin d’une clé à tarauder qui s’ajuste pour les tarauds à main. Vous avez besoin d’un taraud interne, d’une perceuse hélicoïdale et d’une fraise à 90 degrés. Pour les filetages extérieurs, vous devez vous munir d’une lime, d’une matrice, d’un tournevis à bout plat, d’une matrice ronde, d’un étau pour saisir la pièce à usiner et d’un spray de coupe.
Etapes de la coupe des filets internes
- Déterminez la taille du trou dans lequel le fil sera coupé.
- Pour obtenir le diamètre du trou central, le diamètre du taraud doit être réduit du pas de vis.
- Frappez le centre avec force, puis faites un trou pilote à l’aide du foret hélicoïdal.
- Former un chanfrein dans le trou du noyau avec un chanfrein de 90 degrés.
- Visser le robinet en le tournant dans le sens des aiguilles d’une montre dans le trou en utilisant la clé à robinet pour couper le filetage.
Étapes de la coupe des filets externes :
- Les bords de la tige ronde doivent être limés.
- Fileter la tige et la chanfreiner à un angle de 45 degrés de sorte que le chanfrein soit plus grand que le filetage.
- Placez la matrice ronde dans un porte-matrice et assurez-vous qu’elle est bien serrée afin qu’elle ne bouge pas.
- Exercez une forte pression sur la tige lors du filetage et de la coupe du fil.
- Utiliser les sprays de coupe pour améliorer l’état de surface de la pièce.
Méthodes de coupe d’un filet d’usinage
Méthode de taraudage

Le taraudage est utilisé le plus souvent pour la réalisation de filetages intérieurs. Il implique l’utilisation d’un taraud de même diamètre que le trou préalablement percé. Cette méthode est également rapide et peu coûteuse. Elle est bien adaptée aux trous de faible précision et de petit diamètre par rapport au processus de perçage. Les tarauds sont utilisés de manière basique dans la conception, ce qui permet de minimiser les pertes de temps et d’améliorer la productivité. Nous utilisons des techniques de taraudage flexibles avec des mors de taraudage flexibles. Ils équilibrent les variations de l’avance et de la vitesse de la broche qui peuvent survenir en raison du matériau de la pièce et de ses propriétés. Cela garantit une plus grande précision.
Fraisage de filets

Le fraisage de filets peut être utilisé pour les filets intérieurs et extérieurs. Ce type d’usinage utilise une fraise qui doit être guidée le long des axes x, y et z selon un schéma en spirale. Cette méthode permet d’obtenir une grande variété de tailles de filets et est particulièrement adaptée aux pièces de précision. Le fraisage de filets se caractérise par une vitesse élevée, une grande précision et une coupe efficace, et convient donc aux filets de grande taille. Les outils de fraisage peuvent avoir des arêtes de coupe complexes en alliages durs capables de remplir plusieurs fonctions, ce qui évite d’avoir recours à d’autres outils. Elle permet également d’obtenir des filets à la surface lisse, sans arêtes vives ni bavures. Il convient aux structures à parois minces, aux trous borgnes et aux composants non rotatifs.
Filetage CNC sur tours
Les tours CNC sont adaptés au filetage. Leur utilisation est recommandée. Ils permettent de réaliser avec précision de nombreux types de filets et de pas de vis. Ces techniques comprennent le filetage monopoint et le taraudage rigide. Elles utilisent des outils qui présentent certaines caractéristiques ou paramètres. Ces profils correspondent à la conception du filet sur la pièce à usiner. Le taraudage rigide, quant à lui, consiste à serrer le taraud à l’aide d’un mandrin à ressort. La machine-outil permet également de contrôler l’avance et la vitesse de la broche à des fins de normalisation. Cette méthode est très efficace pour augmenter la productivité et, en même temps, diminuer les coûts de fabrication.
Meulage des fils
Cette méthode convient aux pièces trempées qui nécessitent une grande précision dans le produit final. La rectification utilise des meules. Elle peut être fixée de manière à s’adapter à différentes tailles de filets. Cette méthode est idéale pour créer des vis, des jauges et d’autres composants filetés délicats qui nécessitent des niveaux élevés de précision. La rectification des filets permet d’obtenir une très bonne finition de surface et une tolérance étroite. Nous utilisons des meules à ligne unique et à lignes multiples. La rectification multi-lignes est classée en deux catégories : les meules de type « cut-in » et les meules de type « longitudinal ». La méthode longitudinale comporte une meule étroite. Sa taille est inférieure à celle du filet et, en général, à son épaisseur. Plusieurs cycles sont nécessaires pour obtenir la taille souhaitée du produit.
Découpage du fil
Le découpage à l’emporte-pièce est une autre méthode populaire pour couper les filets extérieurs. Il s’agit d’un procédé économique et rapide, adapté à la production de masse, qui offre une précision modérée. Les filières de filetage se présentent sous différentes formes, notamment les filières à fond ou à fente ronde et les filières réglables. Les filières à fond sont utilisées pour démarrer les filets, tandis que les filières réglables permettent différents degrés d’ajustement.
Préparation et calcul pour l’usinage des filets
La préparation est essentielle. Avant de commencer le filetage, déterminez le diamètre mineur pour les filetages intérieurs. Déterminez le diamètre du cylindre pour les filetages extérieurs. La formule est D = N – S, où N est le diamètre nominal et S le pas de filetage. Il est essentiel de déterminer le diamètre correct pour garantir un filetage précis.
Il est également important de calculer la vitesse de rotation pour le perçage et la profondeur du trou. La vitesse de coupe, notée V, varie en fonction du matériau usiné. La formule pour calculer la vitesse de coupe est V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, où D est le diamètre et it est la vitesse de la broche en tr/min. Pour l’acier, utiliser de l’huile de coupe ; pour les alliages d’aluminium, de l’alcool à brûler ; et pour les alliages chrome-nickel, de l’huile de pétrole ou de colza. Après le perçage, éliminez les copeaux et l’excédent de matière à l’aide d’air comprimé ou d’une brosse douce.
Conseils pour l’usinage du fil

Normalisation et compatibilité
- Utiliser des tailles de filets standard : Elles sont rentables, faciles à réaliser et largement compatibles avec les fournisseurs.
- Mettre en œuvre des mesures standard : mettre en œuvre des mesures et des formes de filets standard pour faciliter la production et l’interchangeabilité et pour éviter les retards de production et la confusion.
Techniques d’usinage des filets
- Chambre et fraise : Inclure un chanfrein sur les pièces d’extrémité du filetage extérieur pour faciliter l’assemblage et disperser les concentrations de contraintes. Les filets intérieurs sont terminés par une fraise pour réduire les concentrations de contraintes.
- Surface plane et alignement : assurez-vous que l’extrémité de départ d’un fil présente une surface plane qui s’aligne sur l’axe central pour un alignement précis.
- Augmentation de l’épaisseur de la paroi : l’augmentation de l’épaisseur de la paroi des pièces tubulaires permet de résister à la pression lors du formage ou de la découpe et d’améliorer la résistance et la durabilité.
- Préférer les fils de faible hauteur : Préférer les filetages de faible hauteur si aucune exigence spécifique n’est donnée pour améliorer la robustesse et réduire la probabilité de dénudage.
- Assurer un dégagement du fil : Prévoir un dégagement du filetage pour éviter que les filets extérieurs ne coïncident avec les épaulements des filets adjacents.
Considérations relatives à la conception
- Longueurs de filets plus courtes : Les longueurs de filets plus courtes améliorent la fonctionnalité et l’engagement des pièces.
- Inclure des biseaux : inclure des biseaux à l’extrémité des filetages extérieurs pour faciliter l’assemblage, en particulier pour les pièces fréquemment assemblées et désassemblées.
- Spécifier la profondeur du filetage pour les trous borgnes : Pour les trous borgnes, il faut toujours spécifier la profondeur du filetage afin d’éviter les problèmes de fabrication et d’assurer une production précise.
Conclusion
La maîtrise des techniques d’usinage des filets permet d’obtenir des filets de haute qualité et durables, essentiels pour les assemblages mécaniques. Les fabricants peuvent accroître la fiabilité et les performances de leurs produits. Ils peuvent y parvenir en comprenant et en utilisant les méthodes décrites.
Explorez la précision de l’usinage des filets avec nous. Contactez nos experts dès aujourd’hui pour passer à la vitesse supérieure dans la fabrication de vos composants.
FAQS
Le taraudage est généralement plus rapide que le filetage. Cependant, les fraiseuses à fileter ont des arêtes supplémentaires. Elles compensent la vitesse réduite. La principale différence entre le fraisage de filets et le taraudage est la douceur de la coupe. Le fraisage de filets crée des coupes plus lisses et plus régulières, tandis que les coupes réalisées par le taraudage sont rugueuses et irrégulières.
Où placer le fil de discussion ?
Les filetages peuvent être placés pratiquement n’importe où sur une pièce, pour autant qu’ils répondent aux besoins de l’assemblage final. Si la conception comporte des obstacles, l’outil DFM le signalera et l’emplacement des filetages devra peut-être être modifié.
Quelle est l’exigence commune de la conception d’un fil:.
Les filetages d’une longueur supérieure à 0,5 fois le diamètre du trou n’ajoutent pas de résistance significative. Par conséquent, les filets doivent être conçus avec une longueur maximale de trois fois le diamètre du trou.
Quels sont les trois types de fils de base ?
Les trois principaux types de filets sont les filets parallèles (ou droits), les filets coniques et les filets à sec. Les filets parallèles ont le même diamètre sur toute leur longueur, comme les filets grossiers unifiés. Les filets coniques changent de diamètre sur leur longueur et sont souvent utilisés dans les raccords de tuyauterie. Les filetages à sec sont coniques. Ils sont conçus pour assurer l’étanchéité des joints sans produits d’étanchéité.
Quel est le fil conducteur de la machine ?
Les filetages machine sont généralement classés en deux types. UNC (Unified National Coarse) et UNF (Unified National Fine). Les filets UNC sont les plus courants sur les boulons, les écrous et les autres éléments de fixation.


