O que é a maquinagem de roscas?
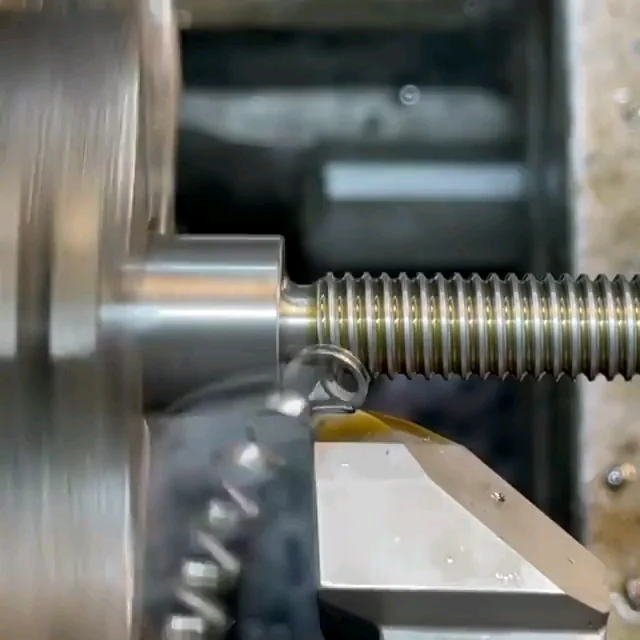
A maquinagem de roscas é um dos mais importantes processos subtractivos utilizados para cortar roscas externas e internas de diferentes tamanhos. Esta técnica utiliza o movimento rotativo de uma ferramenta da forma mais delicada. A ferramenta é graduada para produzir as roscas necessárias em cilindros ou cones. Podem começar em partes externas, como parafusos, ou podem ser iniciadas internamente em porcas.
As roscas são utilizadas principalmente para fins de acoplamento. Ajudam a criar juntas fortes e compactas em várias peças. Isto é semelhante à forma como a tampa de uma garrafa de água se fecha. Este acoplamento permite a transmissão do movimento. Proporciona vantagens mecânicas e traduz o movimento de rotação em movimento retilíneo. É o caso dos parafusos de avanço e dos parafusos de macaco. As roscas são vitais no fabrico de peças que precisam de ser unidas. São também fundamentais no fabrico de peças que precisam de ser movidas.
Parâmetros principais da rosca
Dimensões-chave da maquinagem de roscas
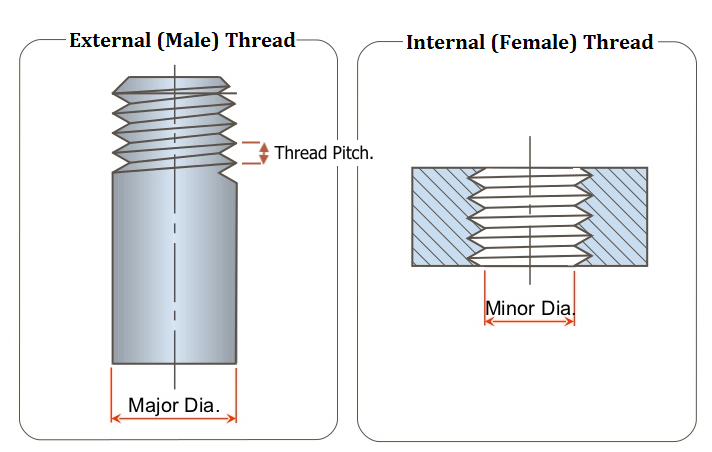
Diâmetros Maior e Menor: O diâmetro maior é o maior diâmetro de uma rosca externa. O diâmetro menor é o menor diâmetro de uma rosca interna, também conhecido como diâmetro básico. Ambos os tamanhos são cruciais. Eles definem a geometria fundamental da rosca e são vitais para o acoplamento com outros componentes.
Diâmetro do passo: O diâmetro maior é o maior dos três. O diâmetro menor é o mais pequeno. É utilizado para engatar roscas. O diâmetro do passo situa-se entre o maior e o menor. É o diâmetro em que a largura das roscas e o espaço entre as roscas são iguais.
Parâmetros geométricos dos fios
Pitch: Pitch é a distância entre pontos de duas roscas adjacentes. É medido ao longo de uma direção paralela ao eixo do parafuso. Determina o grau de aperto ou de afastamento das roscas, o que, por sua vez, define a forma como as roscas se interligam.
Ângulo de hélice: O ângulo de hélice é o ângulo entre a hélice da rosca e o eixo da rosca do parafuso. Para roscas rectas, é a direção em que a rosca gira em torno do cilindro ou cone.
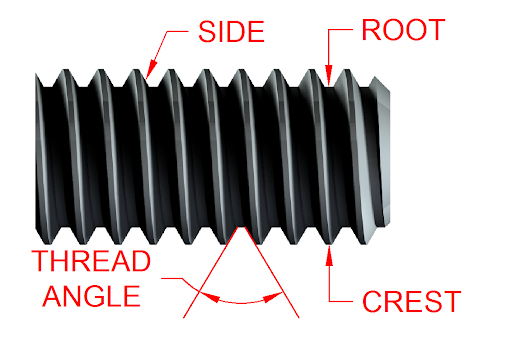
Ângulo da rosca: O ângulo da rosca, que pode ser indicado para o tipo de rosca, é o ângulo entre os dois flancos da rosca. De todos os ângulos, este é crucial para definir o potencial de carga e o desempenho da rosca.
Caraterísticas físicas dos fios
Raiz: A raiz é o início da linha, que define a estrutura da linha de baixo para cima. Determina a resistência e a durabilidade necessárias da própria linha.
Crista: A crista é a parte final da rosca e é muito importante para garantir um ajuste correto do elemento dentro do conjunto. Normalmente, recebe a maior atenção durante a fase de acabamento para garantir uma elevada precisão.
Flanco: Os flancos são as superfícies laterais da rosca que unem a crista e a raiz. Afectam grandemente o perfil da rosca e determinam a capacidade da rosca para encaixar e fazer uma vedação.
Tipos de roscas de maquinagem
De acordo com as normas de rosca unificadas, é classificada em dois tipos principais de roscas. Estes estão ao abrigo da Norma de Rosca Unificada: Existem dois tipos de UNF e UNC que são Unified Fine e Unified Coarse. Estas normas foram emitidas pela ASME. Definem as geometrias das roscas para maquinagem. Estas normas ajudam a distinguir entre os passos de rosca mais finos e mais grossos. Estes são para diferentes peças mecânicas.
Roscas internas
São também designadas por roscas fêmeas. São maquinadas em formas côncavas. Para o efeito, são utilizadas ferramentas de roscar de um só lábio ou as tradicionais tampas de roscar colocadas nas cabeças das roscas. Estas roscas são essenciais para as aplicações em que são necessários parafusos. São produzidas com machos manuais ou mecânicos. Existem roscas internas nos componentes. É preciso estar muito próximo, como nos automóveis e nos aviões.
Roscas externas
Também conhecidas como roscas macho, as roscas exteriores são roscadas na periferia exterior de parafusos, cavilhas e pernos. As roscas exteriores são feitas, na sua maioria, utilizando um torno ou um molde redondo. O molde é fixado a uma matriz estacionária. Depende da peça e do grau de engate da rosca necessário para a aplicação. As roscas que se encontram na superfície externa do parafuso são cruciais no processo de fixação. Destinam-se a enroscar nas roscas internas para manter as peças bem unidas.
A maquinagem de roscas utiliza muitas ferramentas. Por exemplo, os machos são utilizados para criar roscas internas, enquanto uma matriz cria roscas externas. A seleção da ferramenta é determinada pelo tipo de rosca e pelo material utilizado na peça. Isto permite obter roscas corretas e o ajuste certo na montagem.

Como cortar uma rosca de maquinagem?
Antes de mais, é necessário reunir o equipamento necessário. São necessárias medidas de segurança, tais como óculos de proteção, para realizar roscas internas. É também necessário um berbequim de caixa e de coluna para os machos de máquina. É necessária uma chave de torneira que se ajuste para os machos manuais. É necessário um macho interno, uma broca helicoidal e um escareador de 90 graus. Para as roscas exteriores, é necessária uma lima, uma matriz, uma chave de fendas de ponta plana, uma matriz redonda, um torno para segurar a peça de trabalho e um spray de corte.
Etapas do corte de roscas internas
- Decida o tamanho necessário do orifício onde a rosca será cortada.
- Para obter o diâmetro do furo do núcleo, o diâmetro da torneira deve ser reduzido pelo passo da rosca.
- Golpear o centro com força e, em seguida, fazer um furo piloto com a broca helicoidal.
- Formar um chanfro no furo do núcleo com um rebaixamento de 90 graus.
- Enroscar a torneira rodando-a no sentido dos ponteiros do relógio no orifício, utilizando a chave de torneira para cortar a rosca.
Etapas do corte de roscas externas:
- As arestas da barra redonda devem ser limadas.
- Rosquear a haste e chanfrá-la num ângulo de 45 graus, de modo a que o chanfro seja maior do que a rosca.
- Colocar o molde redondo num suporte de molde e certificar-se de que está bem preso para que não se mova.
- Exercer uma forte pressão sobre a haste durante o enfiamento e o corte da rosca.
- Utilizar os sprays de corte para melhorar o acabamento da superfície da peça.
Métodos para cortar uma rosca de maquinagem
Método de batida

A roscagem é utilizada mais frequentemente na produção de roscas internas. Implica a utilização de um macho com o mesmo diâmetro que o furo previamente efectuado. Este método é também rápido e económico. É adequado para furos com baixa precisão e pequeno diâmetro em comparação com o processo de perfuração. Os machos são utilizados de forma básica no projeto, minimizando assim o desperdício de tempo e aumentando a produtividade. Utilizamos técnicas de roscagem flexíveis com maxilas de roscagem flexíveis. Estas equilibram as variações de velocidade de alimentação e do fuso que podem ocorrer devido ao material da peça e às suas propriedades. Isto garante uma maior precisão.
Fresagem de roscas

A fresagem de roscas pode ser utilizada em roscas internas e externas. Este tipo de maquinação utiliza uma fresa que tem de ser guiada ao longo dos eixos x, y e z num padrão em espiral. Este método permite uma grande variedade de tamanhos de rosca e é particularmente adequado para peças de precisão. A fresagem de roscas é caracterizada por alta velocidade, alta precisão e corte eficiente e, portanto, é adequada para grandes roscas. As ferramentas de fresagem podem ter arestas de corte complexas feitas de ligas duras capazes de desempenhar várias funções, eliminando assim a necessidade de outras ferramentas. Além disso, obtêm-se roscas com uma superfície lisa e sem arestas vivas ou rebarbas. É adequado para estruturas de paredes finas, furos cegos e componentes não rotativos.
Rosqueamento CNC em tornos
Os tornos CNC são adequados para a produção de roscas. Produzem com precisão muitos tipos e passos de rosca. Estas técnicas incluem a roscagem de ponto único e a roscagem rígida. Utilizam ferramentas que possuem determinadas caraterísticas ou parâmetros. Estes perfis correspondem ao desenho da rosca na peça. A roscagem rígida, por outro lado, consiste em apertar o macho com um mandril de mola. A máquina-ferramenta também tem a capacidade de controlar o avanço e a velocidade do fuso para efeitos de normalização. Este método é muito eficaz para aumentar a produtividade e, ao mesmo tempo, diminuir as despesas de fabrico.
Retificação de roscas
Este método é adequado para peças de trabalho endurecidas que requerem uma elevada precisão no seu produto final. A retificação utiliza discos. Pode ser fixada de forma a poder acomodar diferentes tamanhos de rosca. Isto é ideal para criar parafusos, medidores e outros componentes roscados delicados que requerem elevados níveis de precisão. A retificação de roscas pode proporcionar um acabamento de superfície muito bom e uma tolerância apertada. Aplicamos mós de retificação de linha única e de linha múltipla. A retificação multilinha é classificada em tipo de corte e tipo longitudinal. O método longitudinal tem uma mó de retificação estreita. O seu tamanho é mais pequeno do que a rosca e, normalmente, inferior à espessura da rosca. São necessários vários ciclos para atingir o tamanho desejado do produto.
Corte de rosca
O corte por matriz é outro método popular para cortar roscas externas. Trata-se de um processo económico e rápido, adequado à produção em massa, que proporciona uma precisão moderada. As matrizes de roscar existem em várias formas, incluindo matrizes de fundo ou redondas e matrizes ajustáveis. As matrizes de fundo são utilizadas para iniciar roscas, enquanto as matrizes ajustáveis permitem diferentes graus de ajuste.
Preparação e cálculo para maquinagem de roscas
A preparação é fundamental. Antes de começar a roscar, determine o diâmetro menor para as roscas internas. Encontre o diâmetro do cilindro para as roscas externas. A fórmula é D = N – S, em que N é o diâmetro nominal e S é o passo da rosca. Determinar o diâmetro correto é essencial para garantir um enfiamento preciso.
Também é importante calcular a velocidade de rotação para a perfuração e a profundidade do furo. A velocidade de corte, designada por V, varia consoante o material maquinado. A fórmula para calcular a velocidade de corte é V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, em que D é o diâmetro e é a velocidade do fuso em RPM. Para o aço, utilizar óleo de corte; para as ligas de alumínio, utilizar álcool; e para as ligas de crómio-níquel, utilizar petróleo ou óleo de colza. Após a perfuração, remover as aparas e o material em excesso utilizando ar comprimido ou uma escova macia.
Dicas para maquinação de roscas

Normalização e compatibilidade
- Utilizar tamanhos de rosca normalizados:São económicos, fáceis de fabricar e amplamente compatíveis com os fornecedores.
- Implementar medidas normalizadas: Implementar medidas e formas de rosca normalizadas para facilitar a produção e a permutabilidade e para evitar atrasos na produção e confusão.
Técnicas de maquinagem de roscas
- Chanfro e escareador: Inclua um chanfro nas peças de extremidade da rosca externa para facilitar a montagem e dispersar as concentrações de tensão. Terminar as roscas internas com um escareador para reduzir as concentrações de tensão.
- Superfície plana e alinhamento: Certifique-se de que a extremidade inicial de uma linha tem uma superfície plana que se alinha com o eixo central para um alinhamento exato.
- Aumentar a espessura da parede: Aumentar a espessura da parede das peças tubulares para suportar a pressão durante a conformação ou o corte e aumentar a resistência e a durabilidade.
- Preferir roscas de menor altura: Prefira roscas de menor altura se não forem fornecidos requisitos específicos de rosca para melhorar a robustez e reduzir a probabilidade de descasque.
- Alívio da rosca: Fornecer alívio de rosca para evitar que as roscas externas coincidam com os ombros de rosca adjacentes.
Considerações sobre a conceção
- Comprimentos de rosca mais curtos: Os comprimentos de rosca mais curtos melhoram a funcionalidade e o encaixe da peça.
- Incluir chanfros: Incluir chanfros nas extremidades das roscas externas para facilitar a montagem, especialmente para peças montadas e desmontadas com frequência.
- Especifique a Profundidade da Rosca para Furos Cegos: Para furos cegos, especifique sempre a profundidade da rosca para evitar problemas de fabrico e garantir uma produção precisa.
Conclusão
O domínio das técnicas de maquinação de roscas garante roscas de alta qualidade e duradouras, cruciais para montagens mecânicas. Os fabricantes podem aumentar a fiabilidade e o desempenho dos produtos. Podem fazê-lo compreendendo e utilizando os métodos descritos.
Explore a precisão na maquinação de roscas connosco. Contacte os nossos especialistas hoje mesmo para elevar o seu fabrico de componentes ao próximo nível.
FAQS
Qual é a diferença de velocidade entre a fresagem de roscas e a abertura de roscas?
A abertura de roscas é geralmente mais rápida do que a fresagem de roscas. No entanto, as máquinas de fresar roscas têm arestas adicionais. Estas compensam a velocidade reduzida. A principal diferença entre a fresagem de roscas e a abertura de roscas é a suavidade do corte. A fresagem de roscas cria cortes mais suaves e uniformes, enquanto os cortes efectuados por roscagem são ásperos e irregulares.
Onde é que o fio deve ser colocado?
As roscas podem ser colocadas praticamente em qualquer lugar numa peça, desde que satisfaçam as necessidades da montagem final. Se existirem obstruções no desenho, a ferramenta DFM assinalá-las-á e a colocação das roscas poderá ter de ser alterada.
Qual é o requisito comum do design de linhas:
As roscas com um comprimento superior a 0,5 vezes o diâmetro do furo não acrescentam uma resistência significativa. Por conseguinte, as roscas devem ser concebidas com um comprimento máximo de até três vezes o diâmetro do furo.
Quais são os três tipos básicos de fios?
Os três tipos básicos de roscas são as roscas paralelas (ou rectas), as roscas cónicas e as roscas de vedação a seco. As roscas paralelas têm o mesmo diâmetro ao longo do seu comprimento, como as roscas Unified Coarse. As roscas cónicas mudam de diâmetro ao longo do seu comprimento e são frequentemente utilizadas em acessórios para tubos. As roscas de vedação a seco são cónicas. São concebidas para vedar bem as juntas sem compostos de vedação.
Quais são as linhas de máquina comuns?
As roscas de máquina são normalmente classificadas em dois tipos. UNC (Unified National Coarse) e UNF (Unified National Fine). As roscas UNC são as mais comuns em parafusos, porcas e outros elementos de fixação.