Mis on keermetöötlus?
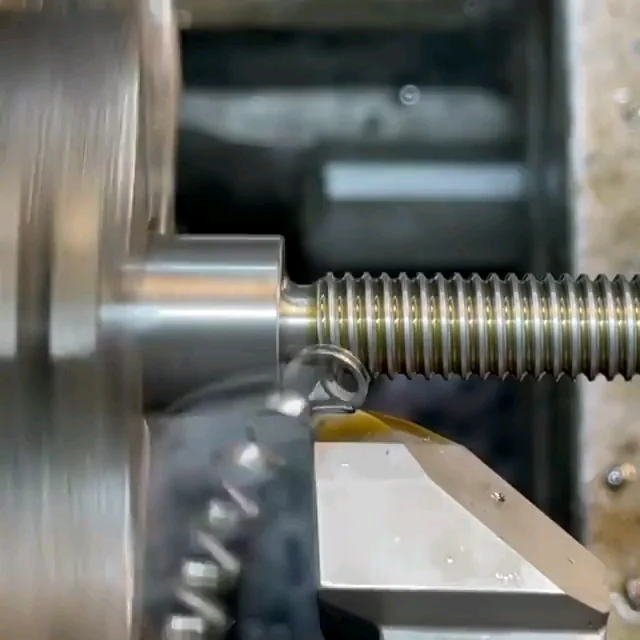
Keermetöötlus on üks tähtsamaid subtraktiivseid protsesse, mida kasutatakse eri suurusega välis- ja sisekeermete lõikamiseks. Selles tehnikas kasutatakse tööriista pöörlevat liikumist kõige delikaatsemal viisil. Tööriist on gradueeritud, et valmistada silindritele või koonustele vajalikud keermed. Need võivad alguse saada välistest osadest, näiteks kruvidest, või võivad alguse saada mutrite sisemusest.
Keermed on enamasti mõeldud ühendamiseks. Need aitavad teha tugevat ja kompaktset ühendust erinevates osades. See on sarnane sellega, kuidas veepudeli kork sulgub. See ühendus võimaldab liikumist edasi anda. See annab mehaanilisi eeliseid ja muudab pöörleva liikumise sirgjooneliseks. Seda on näha juhtkruvides ja püstikutes. Keermed on hädavajalikud ühendatavate osade valmistamisel. Samuti on need võtmetähtsusega osade valmistamisel, mida on vaja liigutada.
Peamised parameetrid lõnga jaoks
Keermetöötluse põhimõõtmed
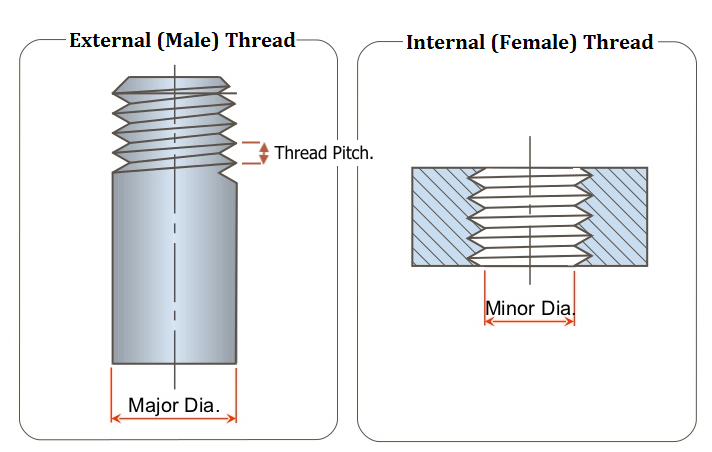
Major- ja moll-läbimõõdud: Suur läbimõõt on väliskeemi suurim läbimõõt. Väike läbimõõt on sisekeermete väikseim läbimõõt, mida nimetatakse ka põhiläbimõõduks. Mõlemad suurused on olulised. Need määratlevad keermete põhigeomeetria ja on olulised teiste komponentidega haakumiseks.
Kõrgusläbimõõt: Suur läbimõõt on kolmest suurim. Väike läbimõõt on väikseim. Seda kasutatakse keermete sisselülitamiseks. Pikiläbimõõt jääb suure ja väikese läbimõõdu vahele. See on läbimõõt, mille puhul on niitide laius ja niitidevaheline ruum sama.
Keermete geomeetrilised parameetrid
Pitch: Pitch on kahe kõrvuti asetseva niidi punktide vaheline kaugus. Seda mõõdetakse piki kruvi teljega paralleelset suunda. See määrab, kui tihedalt või kaugelt on keermed üksteisest eemal, mis omakorda määrab, kuidas keermed omavahel haakuvad.
Helixi nurk: Spiraalnurk on keerme spiraali ja kruvikeerme telje vaheline nurk. Sirgete keermete puhul on see suund, milles keermes pöörleb ümber silindri või koonuse.
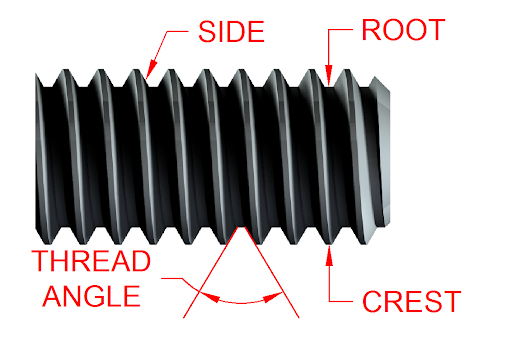
Faelte nurk: Keerme nurk, mis võib olla märgitud keermetüübile, on kahe keermepinna vaheline nurk. Kõigist nurkadest on see otsustava tähtsusega niidi kandevõime ja jõudluse määratlemisel.
Niitide füüsikalised omadused
Juur: Juur on niidi algus, mis määrab niidi struktuuri alt ülespoole. See määrab niidi enda vajaliku tugevuse ja vastupidavuse.
Crest: Harja on niidi viimane osa ja see on väga oluline, et tagada elemendi nõuetekohane sobivus koostu sees. Sellele pööratakse tavaliselt kõige rohkem tähelepanu viimistlusetapis, et tagada suur täpsus.
Flank: Küljed on niidi külgmised pinnad, mis ühendavad harja ja juure. Need mõjutavad suuresti niidi profiili ja määravad niidi sobivuse ja tihendamise võime.
Töödeldavate keermete tüübid
Ühtsete niidistandardite kohaselt liigitatakse see kahte põhitüüpi niiditüüpi. Need on ühtse niidistandardi all: UNF ja UNC on kahte tüüpi, mis on Unified Fine ja Unified Coarse. Need standardid on välja antud ASME poolt. Need määratlevad keermete geomeetriaid mehaaniliseks töötlemiseks. Need standardid aitavad eristada peenemaid ja jämedamaid keermestusastmeid. Need on mõeldud erinevate mehaaniliste osade jaoks.
Sisekeermed
Neid nimetatakse ka naissoost niidideks. Need on töödeldud kumerateks vormideks. Selleks kasutatakse ühe lipsuga keermestamisvahendeid või traditsioonilisi keermestamisotsakuid, mis on keermete peadele paigaldatud. Need keermed on väga olulised rakendustes, kus on vaja kruvisid. Neid valmistatakse käsitsi või masinaga. Osades on sisekeermed. Üks peab olema väga tihe, nagu autodes ja lennukites.
Välised niidid
Välisekeermed on ka väliskeermed, mis on keermestatud kruvide, poltide ja poltide välisperifeerias. Väliskiudu valmistatakse enamasti treipingi või ümmarguse stantsi abil. Silmus on kinnitatud stantsitud stantsijäljendi külge. See sõltub detailist ja keermestamise ulatusest, mida on vaja rakenduseks. Keermed, mis asuvad kruvi välispinnal, on kinnitamisel otsustava tähtsusega. Need on mõeldud sisekeermete sisse keeramiseks, et osad kenasti koos hoida.
Keermetöötluses kasutatakse palju tööriistu. Näiteks kasutatakse sisekeermete valmistamiseks kraanikausi, samas kui väliskeermete valmistamiseks kasutatakse stantsi. Tööriista valik sõltub keermestamise tüübist ja detailis kasutatavast materjalist. See võimaldab saada õiged keermed ja õiget sobivust kokkupanekul.

Kuidas lõigata töötlemisniit?
Kõigepealt peaksite koguma vajalikud vahendid. Sisekeermete tegemiseks on vaja turvameetmeid, näiteks kaitseprille. Samuti on vaja kasti- ja kolonnipuuri masinate keermestamiseks. Käsitsi keermestamiseks vajate reguleeritavat kraanivõtit. Te vajate sisekraani, keerdpuuri ja 90-kraadist süvistit. Võta kokku viil, matriits, lameotsakruvikeeraja, ümmargune matriits, vitsad töödeldava detaili haaramiseks ja lõikepihusti väliskeermete jaoks.
Sisekeermete lõikamise sammud
- Otsustage, kui suur on vajalik auk, millesse lõng lõigatakse.
- Põhiaugu läbimõõdu saamiseks tuleb kraani läbimõõtu vähendada keermete sammu võrra.
- Lööge jõuga keskele ja tehke seejärel keerdpuuriga prooviauk.
- Vormige südamikukujulisse auku 90-kraadise süvendi abil kaldserva.
- Keerake kraan, keerates seda päripäeva auku, kasutades keermete lõikamiseks kraanivõtit.
Välisekeermete lõikamise sammud:
- Ümmarguse varda servad tuleb viilida.
- Keermestage varras ja viilutage see 45-kraadise nurga all nii, et viil on suurem kui keermestus.
- Asetage ümmargune matriits matriitsilauale ja veenduge, et see on kindlalt kinnitatud, nii et see ei liigu.
- Keermestamisel ja niidi lõikamisel avaldage tugevat survet vardale.
- Kasutage lõikepritsid, et parandada detaili pinna viimistlust.
Töötlemisniidi lõikamise meetodid
Koputamismeetod

Keermestamist kasutatakse kõige sagedamini sisekeermete valmistamisel. See tähendab, et kasutatakse kraani, mille läbimõõt on sama kui eelnevalt puuritud ava. See meetod on samuti kiire ja odav. See sobib hästi puurimisega võrreldes väikese täpsusega ja väikese läbimõõduga aukude puhul. Konstruktsioonis kasutatakse põhiliselt kraani, mis vähendab ajakulu ja suurendab tootlikkust. Me kasutame paindlikke koputamistehnikaid paindlike koputamislõikepaeladega. Need tasakaalustavad etteande ja spindli kiiruse kõikumisi, mis võivad tekkida tooriku materjali ja selle omaduste tõttu. See tagab suurema täpsuse.
Keermete freesimine

Keermeviskeid saab kasutada sise- ja väliskeermete puhul. Seda tüüpi mehaanilisel töötlemisel kasutatakse freesi, mida tuleb juhtida mööda x-, y- ja z-telge spiraalselt. See meetod võimaldab mitmesuguseid keermesuurusi ja sobib eriti hästi täppisdetailide jaoks. Keermeviskefreesimist iseloomustab suur kiirus, suur täpsus ja tõhus lõikamine ning seega sobib see suurte keermete töötlemiseks. Freesimise tööriistad võivad olla keerukate lõiketeradega, mis on valmistatud kõvadest sulamitest, mis suudavad täita mitmeid funktsioone, mistõttu ei ole vaja teisi tööriistu. Selle tulemuseks on ka sileda pinnaga keermed, millel ei ole teravaid servi ega särge. See sobib õhukese seinaga konstruktsioonide, pimedate aukude ja mittepöörlevate komponentide jaoks.
CNC keermestamine treipingil
Keermestamiseks sobivad CNC-tööpingid. neid soovitatakse kasutada. Nad on täpsed paljude niiditüüpide ja sammude valmistamisel. Nende tehnikate hulka kuuluvad ühepunkti keermestamine ja jäik keermestamine. Nad kasutavad tööriistu, millel on teatud omadused või parameetrid. Need profiilid vastavad tooriku keermestuse konstruktsioonile. Jäik keermestamine seevastu hõlmab keermestamise pingutamist vedruvõlliga. Tööpingil on ka võimalus reguleerida spindli etteandmist ja kiirust standardiseerimise eesmärgil. See meetod on väga tõhus tootlikkuse suurendamisel ja samal ajal tootmiskulude vähendamisel.
Niidi lihvimine
See meetod sobib karastatud toorikutele, mille lõpptoode nõuab suurt täpsust. Lihvimisel kasutatakse rattaid. Seda saab fikseerida nii, et see võimaldab erinevaid keermete suurusi. See sobib ideaalselt kruvide, mõõturite ja muude õrnade keermestatud detailide valmistamiseks, mis nõuavad suurt täpsust. Keerme lihvimisega saab saavutada väga hea pinnaviimistluse ja tiheda tolerantsi. Me kasutame ühe- ja mitmeliinilisi lihvimiskettaid. Mitmejooneline lihvimine liigitatakse sisselõike tüüpi ja pikilõike tüüpi. Pikisuunalise meetodi puhul on kitsas lihvketas. See on väiksema suurusega kui niit ja tavaliselt väiksem kui niidi paksus. See võtab mitu tsüklit, et saavutada soovitud suurus.
Niidi lõikamine
Teine populaarne meetod väliskeermete lõikamiseks on stantsimine. See on ökonoomne ja kiire protsess, mis sobib masstootmiseks ja tagab mõõduka täpsuse. Keermestamismutterid on eri kujul, sealhulgas põhja või ümmarguse lõhestusega ja reguleeritavad matriitsid. Alumine stants kasutatakse keermete alustamiseks, samas kui reguleeritavad stantsid võimaldavad erinevaid sobitusastmeid.
Keermetöötluse ettevalmistamine ja arvutamine
Ettevalmistus on võtmetähtsusega. Enne keermestamise alustamist leidke sisekeermete väike läbimõõt. Leidke silindri läbimõõt väliskeermete jaoks. Valem on D = N – S, kus N on nimiläbimõõt ja S on keermete samm. Õige läbimõõdu määramine on täpse keermestamise tagamiseks hädavajalik.
Samuti on oluline arvutada puurimise pöörlemiskiirus ja augu sügavus. Lõikamiskiirus, mida tähistatakse kui V, varieerub sõltuvalt töödeldavast materjalist. Lõikekiiruse arvutamise valem on V=π×D×n1000V = \frac{\pi \ korda D \ korda n}}{1000}V=1000π×D×n, kus D on läbimõõt ja see on spindli pöörlemiskiirus pöörlemissagedus minutites. Terase puhul kasutage lõikamisõli, alumiiniumisulamite puhul piiritust ja kroom-nikkelisulamite puhul nafta- või rüpsiõli. Pärast puurimist eemaldage laastud ja üleliigne materjal suruõhu või pehme harja abil.
Näpunäiteid niidi töötlemiseks

Standardimine ja ühilduvus
- Kasutage standardseid keermesuurusi:Seda on kuluefektiivne, seda on lihtne valmistada ja see ühildub laialdaselt tarnijatega.
- Seadmete standardmõõtmiste rakendamine: Rakendage standardseid keermete mõõtmeid ja kujundeid, et lihtsustada tootmist ja vahetatavust ning vältida tootmisviivitusi ja segadust.
Keermetöötlustehnikad
- Faas ja süvendi: lisage väliskeermestatud otsadetailidele faas, et hõlbustada kokkupanekut ja hajutada pingekontsentratsioone. Sisemiste keermete otstes kasutage süvistust, et vähendada pingekontsentratsioone.
- Libedad pinnad ja joondamine: Veenduge, et lõnga alguspunktil on tasane pind, mis on täpse joondamise tagamiseks kooskõlas keskteljega.
- Seinapaksuse suurendamine: Suurendage torukujulisi osi, et need peaksid vastu survele vormimise või lõikamise ajal ning suurendaksid tugevust ja vastupidavust.
- Preferents madalama kõrgusega niidid: Eelistage väiksema kõrgusega keermete kasutamist, kui puuduvad konkreetsed nõuded keermele, et parandada vastupidavust ja vähendada eemaldumise tõenäosust.
- Provide Thread Relief: Tagage lõnga reljeef, et vältida väliskeermete kokkulangemist kõrvalolevate lõnga õlgadega.
Disainiga seotud kaalutlused
- Lühemad keermepikkused: lühemad keermepikkused parandavad funktsionaalsust ja detailide haakumist.
- Esita kandid: lisage kandid väliskeermete otstesse, et hõlbustada kokkupanekut, eriti sageli kokkupandavate ja lahtivõetavate osade puhul.
- Määrake pimedate aukude keermesügavus: Pimedate aukude puhul tuleb alati määrata keermesügavus, et vältida tootmisprobleeme ja tagada täpne tootmine.
Kokkuvõte
Keermetöötlustehnikate valdamine tagab kvaliteetsed ja vastupidavad keermed, mis on mehaaniliste koostude jaoks üliolulised. Tootjad saavad suurendada toodete usaldusväärsust ja jõudlust. Nad saavad seda teha, kui nad mõistavad ja kasutavad kirjeldatud meetodeid.
Avastage koos meiega niiditöötluse täpsust. Võtke juba täna ühendust meie ekspertidega, et tõsta oma komponentide valmistamine järgmisele tasemele.
KKK
Mis on kiirusvahe keermestamise ja keermestamise vahel?
Keermestamine on üldiselt kiirem kui keermestamine. Kuid keermepinkidel on lisaküljed. Need kompenseerivad väiksema kiiruse. Peamine erinevus keermeviskefreesimise ja keermestamise vahel on lõikuse sujuvus. Keermeviskefreesimine tekitab sujuvamaid ja ühtlasemaid lõikeid, samas kui keermestamisega tehtavad lõiked on krobelised ja sakilised.
Kohale peaks niit paigutama?
Keermed võivad paikneda peaaegu kõikjal detailil, kui need vastavad lõppkoostu vajadustele. Kui konstruktsioonis on takistusi, märgistab DFM tööriist seda ja keermete paigutust võib olla vaja muuta.
Millised on niidi disaini ühised nõuded:
Keermed, mis on pikemad kui 0,5 korda augu läbimõõdust, ei anna märkimisväärset tugevust. Seetõttu tuleks keermed projekteerida nii, et nende maksimaalne pikkus oleks kuni kolmekordne augu läbimõõt.
Millised on kolm põhilist niiditüüpi?
Kolm põhilist keermetüüpi on paralleelsed (või sirged) keermed, koonilised keermed ja kuiva tihendi keermed. Paralleelsete keermete läbimõõt on kogu pikkuses sama, näiteks Unified Coarse keermete puhul. Koonuskeermete läbimõõt muutub piki nende pikkust ja neid kasutatakse sageli toruliitmikes. Kuivatihendiga keermed on koonilised. Need on ette nähtud tihendamiseks ilma tihendusmaterjalideta.
Millised on ühised masinate niidid?
Tööstusniidid liigitatakse tavaliselt kahte tüüpi. UNC (Unified National Coarse) ja UNF (Unified National Fine). UNC-keermed on kõige levinumad poltidel, mutritel ja muudel kinnitusdetailidel.