Was ist Gewindeherstellung?
Das Gewindeschneiden ist eines der wichtigsten subtraktiven Verfahren zum Schneiden von Außen- und Innengewinden unterschiedlicher Größe. Bei dieser Technik wird die Drehbewegung eines Werkzeugs in feinster Weise genutzt. Das Werkzeug wird abgestuft, um die gewünschten Gewinde auf Zylindern oder Kegeln zu erzeugen. Sie können an Außenteilen wie Schrauben oder im Inneren von Muttern beginnen.
Die Gewinde werden meist für Verbindungszwecke verwendet. Sie helfen dabei, starke und kompakte Verbindungen in verschiedenen Teilen herzustellen. Dies ist vergleichbar mit dem Verschließen eines Deckels an einer Wasserflasche. Diese Verbindung ermöglicht es, die Bewegung weiterzuleiten. Sie bietet mechanische Vorteile und setzt Drehbewegungen in geradlinige Bewegungen um. Dies ist bei Gewindespindeln und Hubspindeln der Fall. Gewinde sind für die Herstellung von Teilen, die verbunden werden müssen, unerlässlich. Sie sind auch der Schlüssel zur Herstellung von Teilen, die bewegt werden müssen.
Hauptparameter für Gewinde
Hauptabmessungen der Gewindeherstellung
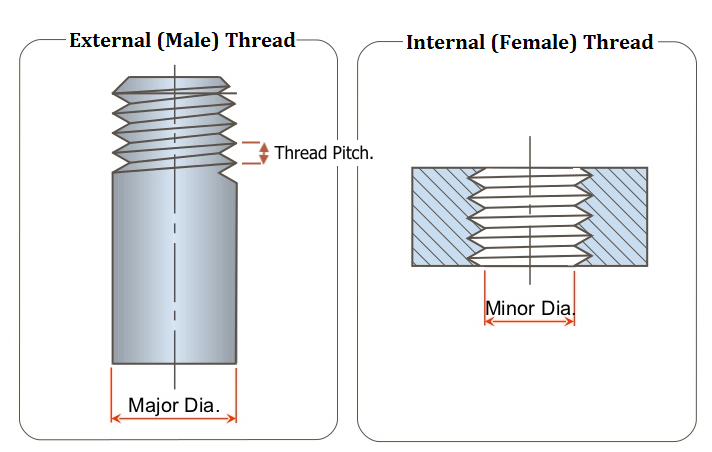
Haupt- und Nebendurchmesser: Der Hauptdurchmesser ist der größte Durchmesser eines Außengewindes. Der Kleindurchmesser ist der kleinste Durchmesser eines Innengewindes, der auch als Grunddurchmesser bezeichnet wird. Beide Größen sind entscheidend. Sie definieren die grundlegende Geometrie des Gewindes und sind für die Verbindung mit anderen Bauteilen entscheidend.
Durchmesser der Teilung: Der große Durchmesser ist der größte der drei. Der kleine Durchmesser ist der kleinste. Er wird zum Einschrauben von Gewinden verwendet. Der Steigungsdurchmesser liegt zwischen dem großen und dem kleinen Durchmesser. Er ist der Durchmesser, bei dem die Breite über die Gewinde und der Abstand zwischen den Gewinden gleich sind.
Geometrische Parameter von Gewinden
Steigung: Gewindesteigung ist der Abstand zwischen den Punkten zweier benachbarter Gewinde. Er wird in einer Richtung parallel zur Schraubenachse gemessen. Sie bestimmt den Grad der Festigkeit oder des Abstands zwischen den Gewindegängen, was wiederum bestimmt, wie die Gewinde ineinander greifen.
Schrägungswinkel: Der Schrägungswinkel ist der Winkel zwischen der Gewindespirale und der Achse des Gewindes. Bei geraden Gewinden ist es die Richtung, in der sich das Gewinde um den Zylinder oder Konus dreht.
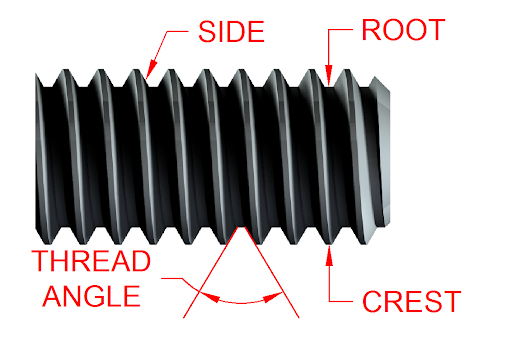
Gewindewinkel: Der Gewindewinkel, der für den Gewindetyp angegeben werden kann, ist der Winkel zwischen den beiden Gewindeflanken. Von allen Winkeln ist dieser entscheidend für die Tragfähigkeit und Leistungsfähigkeit des Gewindes.
Physikalische Merkmale von Fäden
Wurzel: Die Wurzel ist der Anfang des Fadens, der die Struktur des Fadens von unten nach oben definiert. Sie bestimmt die notwendige Festigkeit und Haltbarkeit des Fadens selbst.
Kamm: Die Kante ist der letzte Teil des Gewindes und ist sehr wichtig, um einen korrekten Sitz des Elements in der Baugruppe zu gewährleisten. Ihm wird in der Regel in der Endbearbeitungsphase die meiste Aufmerksamkeit geschenkt, um eine hohe Genauigkeit zu gewährleisten.
Flanke: Die Flanken sind die Seitenflächen des Gewindes, die den Scheitel und den Fuß verbinden. Sie haben einen großen Einfluss auf das Gewindeprofil und bestimmen die Fähigkeit des Gewindes, zu passen und abzudichten.
Arten von Bearbeitungsgewinden
Gemäß den einheitlichen Gewindenormen werden sie in zwei Haupttypen von Gewinden unterteilt. Diese fallen unter den Unified Thread Standard: Es gibt zwei Arten von UNF und UNC, nämlich Unified Fine und Unified Coarse. Diese Normen wurden von der ASME herausgegeben. Sie definieren die Gewindegeometrien für die Bearbeitung. Diese Normen helfen bei der Unterscheidung zwischen den feineren und gröberen Gewindesteigungen. Sie sind für verschiedene mechanische Teile bestimmt.
Innengewinde
Sie werden auch als Innengewinde bezeichnet. Sie werden in konkaver Form bearbeitet. Dies geschieht mit einlippigen Gewindeschneidwerkzeugen oder mit den traditionellen Gewindekappen, die auf die Gewindeköpfe aufgesetzt werden. Diese Gewinde sind sehr wichtig für Anwendungen, bei denen Schrauben benötigt werden. Sie werden mit Hand- oder Maschinengewindebohrern hergestellt. In den Bauteilen befinden sich Innengewinde. Man muss sehr genau sein, wie in Autos und Flugzeugen.
Außengewinde
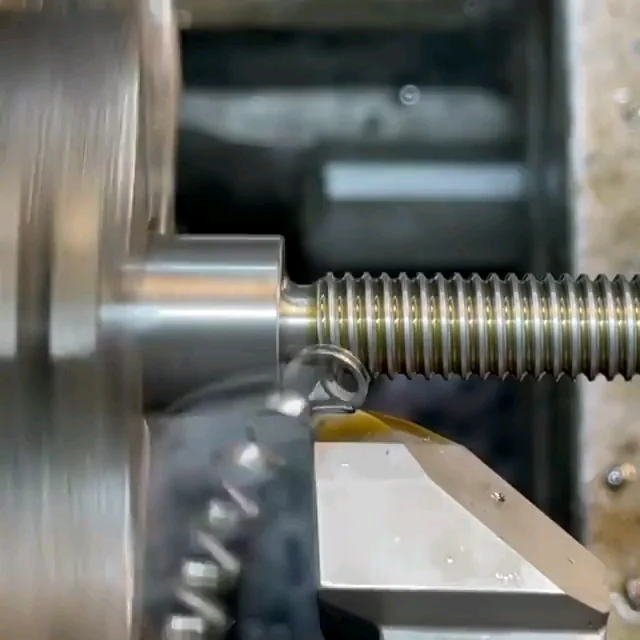
Außengewinde werden auch als Außengewinde bezeichnet und befinden sich auf dem Außenumfang von Schrauben, Bolzen und Stehbolzen. Außengewinde werden meist mit einer Drehmaschine oder einem runden Schneideisen hergestellt. Die Matrize wird an einem stationären Schneideisenhalter befestigt. Es hängt von dem Teil und dem Ausmaß des Gewindeeingriffs ab, der für die Anwendung erforderlich ist. Gewinde, die sich auf der Außenfläche der Schraube befinden, sind für den Befestigungsvorgang entscheidend. Sie sind dazu bestimmt, sich in Innengewinde einzuschrauben, um die Teile gut zusammenzuhalten.
Bei der Gewindeherstellung kommen viele Werkzeuge zum Einsatz. So werden beispielsweise Gewindebohrer zur Herstellung von Innengewinden verwendet, während ein Schneideisen Außengewinde erzeugt. Die Wahl des Werkzeugs richtet sich nach der Art des Gewindes und dem im Teil verwendeten Material. Auf diese Weise lassen sich korrekte Gewinde und die richtige Passform in der Montage erzielen.

Wie schneidet man ein Bearbeitungsgewinde?
Zuallererst sollten Sie sich die notwendige Ausrüstung besorgen. Für die Ausführung von Innengewinden sind Sicherheitsmaßnahmen wie eine Schutzbrille erforderlich. Außerdem benötigen Sie eine Kasten- und Säulenbohrmaschine für Maschinengewindebohrer. Für Handgewindebohrer brauchen Sie einen verstellbaren Windeisen. Sie benötigen einen Innengewindebohrer, einen Spiralbohrer und einen 90-Grad-Senker. Für Außengewinde benötigen Sie eine Feile, ein Schneideisen, einen Schlitzschraubendreher, eine runde Schneideisen, einen Schraubstock zum Einspannen des Werkstücks und Schneidspray.
Schritte zum Schneiden von Innengewinden
- Entscheiden Sie, wie groß das Loch sein soll, in das das Gewinde geschnitten wird.
- Um den Kernlochdurchmesser zu erhalten, muss der Gewindebohrerdurchmesser um die Gewindesteigung reduziert werden.
- Schlagen Sie mit Kraft auf die Mitte und bohren Sie dann mit dem Spiralbohrer ein Vorloch.
- Formen Sie eine Fase in das Kernloch mit einer Senkung von 90 Grad.
- Drehen Sie den Gewindeschneider im Uhrzeigersinn in das Loch und verwenden Sie dabei den Windeisenschlüssel, um das Gewinde zu schneiden.
Schritte zum Schneiden von Außengewinden:
- Die Kanten des Rundstabs sollten gefeilt werden.
- Gewinden Sie die Stange und fasen Sie sie in einem Winkel von 45 Grad an, so dass die Fase größer ist als das Gewinde.
- Legen Sie die Rundmatrize in einen Matrizenhalter und achten Sie darauf, dass sie fest eingespannt ist, damit sie sich nicht verschiebt.
- Üben Sie beim Einfädeln und Schneiden des Gewindes starken Druck auf die Stange aus.
- Verwenden Sie die Schneidsprays, um die Oberfläche des Werkstücks zu verbessern.
Methoden zum Schneiden eines Bearbeitungsgewindes
Klopfmethode

Das Gewindeschneiden wird am häufigsten bei der Herstellung von Innengewinden verwendet. Dabei wird ein Gewindebohrer verwendet, der denselben Durchmesser hat wie das zuvor gebohrte Loch. Auch diese Methode ist schnell und kostengünstig. Sie eignet sich gut für Löcher mit geringer Genauigkeit und kleinem Durchmesser im Vergleich zum Bohren. Gewindebohrer werden bei der Konstruktion in einfacher Weise eingesetzt, wodurch der Zeitverlust minimiert und die Produktivität erhöht wird. Wir verwenden flexible Gewindeschneidtechniken mit flexiblen Gewindeschneidbacken. Sie gleichen die Vorschub- und Spindeldrehzahlschwankungen aus, die aufgrund des Werkstückmaterials und seiner Eigenschaften auftreten können. Dies gewährleistet eine höhere Präzision.
Gewindefräsen

Das Gewindefräsen kann bei Innen- und Außengewinden eingesetzt werden. Bei dieser Art der Bearbeitung wird ein Fräser verwendet, der entlang der x-, y- und z-Achse spiralförmig geführt werden muss. Diese Methode ermöglicht eine große Vielfalt an Gewindegrößen und eignet sich besonders für Präzisionsteile. Das Gewindefräsen zeichnet sich durch hohe Geschwindigkeit, hohe Genauigkeit und effizientes Schneiden aus und ist daher für große Gewinde geeignet. Die Fräswerkzeuge können komplexe Schneiden aus Hartlegierungen haben, die mehrere Funktionen erfüllen können, so dass keine weiteren Werkzeuge erforderlich sind. Das Ergebnis sind Gewinde mit glatter Oberfläche und ohne scharfe Kanten oder Grate. Es eignet sich für dünnwandige Strukturen, Sacklöcher und nicht rotierende Bauteile.
CNC-Gewindeschneiden auf Drehbänken
CNC-Drehmaschinen sind für das Gewindeschneiden geeignet. Sie werden für den Einsatz empfohlen. Sie sind in der Lage, viele Gewindearten und -steigungen genau herzustellen. Zu diesen Techniken gehören das Gewindeschneiden an einer Stelle und das starre Gewindeschneiden. Sie verwenden Werkzeuge, die bestimmte Merkmale oder Parameter aufweisen. Diese Profile entsprechen der Form des Gewindes auf dem Werkstück. Beim starren Gewindeschneiden hingegen wird der Gewindebohrer mit einem Federspannfutter angezogen. Die Werkzeugmaschine ist außerdem in der Lage, den Spindelvorschub und die Spindeldrehzahl zu steuern, um eine Standardisierung zu erreichen. Diese Methode ist sehr effektiv, um die Produktivität zu erhöhen und gleichzeitig die Herstellungskosten zu senken.
Gewindeschleifen
Diese Methode eignet sich für gehärtete Werkstücke, die eine hohe Präzision des Endprodukts erfordern. Beim Schleifen werden Schleifscheiben verwendet. Sie können so angebracht werden, dass sie verschiedene Gewindegrößen aufnehmen können. Dies ist ideal für die Herstellung von Schrauben, Lehren und anderen empfindlichen Gewindeteilen, die ein hohes Maß an Genauigkeit erfordern. Das Gewindeschleifen kann eine sehr gute Oberflächengüte und enge Toleranzen liefern. Wir verwenden einbahnige und mehrbahnige Schleifscheiben. Beim Mehrlinienschleifen unterscheidet man zwischen dem Einstech- und dem Längsschleifverfahren. Beim Längsschnittverfahren wird eine schmale Schleifscheibe verwendet. Sie ist kleiner als das Gewinde und typischerweise kleiner als die Dicke des Gewindes. Es werden mehrere Zyklen benötigt, um die gewünschte Größe des Produkts zu erreichen.
Gewinde stanzen
Das Stanzen ist eine weitere beliebte Methode zum Schneiden von Außengewinden. Es ist ein wirtschaftliches und schnelles Verfahren, das sich für die Massenproduktion eignet und eine mittlere Genauigkeit bietet. Gewindeschneidbacken gibt es in verschiedenen Formen, darunter untere oder runde geteilte und verstellbare Schneideisen. Untere Schneideisen werden für Anfangsgewinde verwendet, während einstellbare Schneideisen verschiedene Passungsgrade ermöglichen.
Vorbereiten und Berechnen der Gewindebearbeitung
Vorbereitung ist der Schlüssel. Bevor Sie mit dem Gewindeschneiden beginnen, ermitteln Sie den kleinen Durchmesser für Innengewinde. Ermitteln Sie den Zylinderdurchmesser für Außengewinde. Die Formel lautet D = N – S, wobei N für den Nenndurchmesser und S für die Gewindesteigung steht. Die Bestimmung des korrekten Durchmessers ist für ein genaues Gewindeschneiden unerlässlich.
Es ist auch wichtig, die Drehgeschwindigkeit für das Bohren und die Bohrtiefe zu berechnen. Die Schnittgeschwindigkeit, bezeichnet als V, variiert je nach dem bearbeiteten Material. Die Formel zur Berechnung der Schnittgeschwindigkeit lautet V=π×D×n1000V = \frac{{\pi \mal D \mal n}}{1000}V=1000π×D×n, wobei D der Durchmesser und it die Spindeldrehzahl in U/min ist. Für Stahl verwenden Sie Schneidöl, für Aluminiumlegierungen Spiritus und für Chrom-Nickel-Legierungen Petroleum oder Rapsöl. Nach dem Bohren entfernen Sie Späne und überschüssiges Material mit Druckluft oder einer weichen Bürste.
Tipps für die Bearbeitung von Gewinden

Standardisierung und Kompatibilität
- Verwendung von Standardgewindegrößen:Sie sind kostengünstig, einfach herzustellen und mit vielen Lieferanten kompatibel.
- Standardmaße einführen: Implementieren Sie Standardgewindemaße und -formen für eine einfache Produktion und Austauschbarkeit und um Produktionsverzögerungen und Verwirrung zu vermeiden.
Techniken der Gewindebearbeitung
- Anfasen und Versenken: Fügen Sie eine Anfasung an Außengewindeendteilen ein, um die Montage zu erleichtern und Spannungskonzentrationen zu verteilen. Schließen Sie Innengewinde mit einer Senkung ab, um Spannungskonzentrationen zu verringern.
- Flache Oberfläche und Ausrichtung: Stellen Sie sicher, dass das Anfangsende eines Gewindes eine flache Oberfläche hat, die mit der zentralen Achse für eine genaue Ausrichtung fluchtet.
- Erhöhung der Wandstärke: Erhöhen Sie die Wandstärke von Rohrteilen, um dem Druck beim Formen oder Schneiden standzuhalten und die Festigkeit und Haltbarkeit zu verbessern.
- Gewinde mit geringerer Höhe bevorzugen: Bevorzugen Sie Gewinde mit geringerer Höhe, wenn keine spezifischen Anforderungen an das Gewinde gestellt werden, um die Robustheit zu verbessern und die Wahrscheinlichkeit von Ablösungen zu verringern.
- Gewindeentlastung vorsehen: Sorgen Sie für eine Gewindeentlastung, um zu verhindern, dass Außengewinde mit benachbarten Gewindeschultern zusammenstoßen.
Überlegungen zur Gestaltung
- Kürzere Gewindelängen: Kürzere Gewindelängen verbessern die Funktionalität und den Teileeingriff.
- Kanten einfügen: Fügen Sie Kanten an den Enden der Außengewinde ein, um die Montage zu erleichtern, insbesondere bei häufig montierten und demontierten Teilen.
- Bestimmen Sie die Gewindetiefe für Sacklöcher: Geben Sie bei Sacklöchern immer die Gewindetiefe an, um Fertigungsprobleme zu vermeiden und eine genaue Produktion zu gewährleisten.
Schlussfolgerung
Die Beherrschung von Gewindebearbeitungsverfahren gewährleistet qualitativ hochwertige, dauerhafte Gewinde, die für mechanische Baugruppen entscheidend sind. Hersteller können die Zuverlässigkeit und Leistung ihrer Produkte erhöhen. Sie können dies erreichen, indem sie die beschriebenen Methoden verstehen und anwenden.
Entdecken Sie mit uns die Präzision der Gewindebearbeitung. Wenden Sie sich noch heute an unsere Experten, um Ihre Komponentenfertigung auf die nächste Stufe zu heben.
FAQS
Was ist der Geschwindigkeitsunterschied zwischen Gewindefräsen und Gewindebohren?
Gewindeschneiden ist im Allgemeinen schneller als Gewindefräsen. Allerdings haben Gewindefräsmaschinen zusätzliche Kanten. Diese machen die geringere Geschwindigkeit wieder wett. Der Hauptunterschied zwischen dem Gewindefräsen und dem Gewindebohren besteht in der Glätte des Schnitts. Beim Gewindefräsen entstehen glattere und gleichmäßigere Schnitte, während die Schnitte beim Gewindeschneiden rau und zackig sind.
Wo soll der Faden platziert werden?
Gewinde können fast überall auf einem Teil platziert werden, solange sie den Anforderungen der endgültigen Baugruppe entsprechen. Wenn es Hindernisse in der Konstruktion gibt, wird das DFM-Tool dies kennzeichnen, und die Platzierung der Gewinde muss möglicherweise geändert werden.
Was ist die allgemeine Anforderung an das Gewindedesign:
Gewinde, die länger als das 0,5-fache des Lochdurchmessers sind, tragen nicht wesentlich zur Festigkeit bei. Daher sollten Gewinde mit einer maximalen Länge von bis zum Dreifachen des Lochdurchmessers konstruiert werden.
Welche sind die drei Grundtypen von Fäden?
Die drei Grundtypen von Gewinden sind parallele (oder gerade) Gewinde, kegelige Gewinde und trocken abdichtende Gewinde. Parallele Gewinde haben über ihre gesamte Länge den gleichen Durchmesser, wie z. B. Unified Coarse-Gewinde. Kegelige Gewinde ändern ihren Durchmesser über die Länge und werden häufig in Rohrverschraubungen verwendet. Trockendichtgewinde sind kegelig. Sie sind so konstruiert, dass sie Verbindungen ohne Dichtungsmasse dicht abschließen.
Was sind die üblichen Maschinengewinde?
Maschinengewinde werden in der Regel in zwei Typen eingeteilt. UNC (Unified National Coarse) und UNF (Unified National Fine). UNC-Gewinde sind bei Bolzen, Muttern und anderen Befestigungselementen am häufigsten anzutreffen.