Czym jest obróbka gwintów?
Obróbka gwintów jest jednym z najważniejszych procesów subtraktywnych stosowanych do wycinania gwintów zewnętrznych i wewnętrznych o różnych rozmiarach. Technika ta wykorzystuje ruch obrotowy narzędzia w najbardziej delikatny sposób. Narzędzie jest wyskalowane w celu wytworzenia wymaganych gwintów na cylindrach lub stożkach. Mogą one rozpoczynać się na częściach zewnętrznych, takich jak śruby lub mogą być uruchamiane wewnętrznie w nakrętkach.
Gwinty są najczęściej używane do łączenia. Pomagają one w tworzeniu mocnych i zwartych połączeń w różnych częściach. Jest to podobne do zamykania nakrętki na butelce z wodą. Takie połączenie umożliwia przenoszenie ruchu. Zapewnia korzyści mechaniczne i przekłada ruch obrotowy na ruch prostoliniowy. Jest to widoczne w śrubach pociągowych i śrubach dociskowych. Gwinty są niezbędne w produkcji części, które muszą być łączone. Są one również kluczowe w tworzeniu części, które muszą być przemieszczane.
Główne parametry wątku
Kluczowe wymiary obróbki gwintów
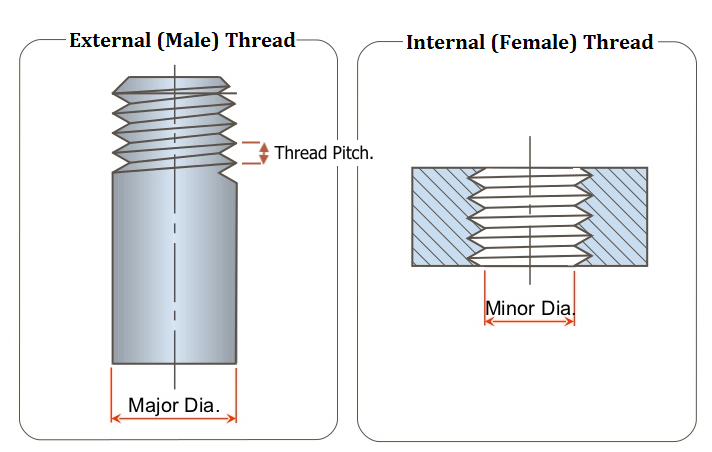
Średnica główna i mniejsza: Średnica główna to największa średnica gwintu zewnętrznego. Średnica mniejsza to najmniejsza średnica gwintu wewnętrznego, znana również jako średnica podstawowa. Oba rozmiary mają kluczowe znaczenie. Definiują one podstawową geometrię gwintu i są niezbędne do połączenia z innymi komponentami.
Średnica boiska: Duża średnica jest największą z trzech. Średnica mniejsza jest najmniejsza. Służy do łączenia gwintów. Średnica podziałowa znajduje się pomiędzy średnicą główną i mniejszą. Jest to średnica, na której szerokość gwintu i odstęp między gwintami są takie same.
Parametry geometryczne gwintów
Skok: Skok to odległość między punktami na dwóch sąsiednich gwintach. Jest on mierzony wzdłuż kierunku równoległego do osi śruby. Określa stopień naprężenia lub rozstawu gwintów, co z kolei definiuje sposób, w jaki gwinty się zazębiają.
Kąt linii śrubowej: Kąt linii śrubowej to kąt między linią śrubową gwintu a osią gwintu. W przypadku gwintów prostych jest to kierunek, w którym gwint obraca się wokół cylindra lub stożka.
Kąt gwintu: Kąt gwintu, który może być wskazany dla typu gwintu, jest kątem pomiędzy dwoma bokami gwintu. Spośród wszystkich kątów, ten ma kluczowe znaczenie dla określenia potencjału nośnego i wydajności gwintu.
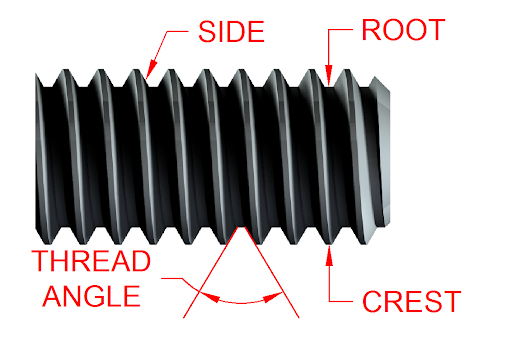
Fizyczne właściwości nici
Korzeń: Korzeń jest początkiem nici, który definiuje strukturę nici od dołu do góry. Określa on niezbędną wytrzymałość i trwałość samej nici.
Grzebień: Grzebień jest końcową częścią gwintu i jest bardzo ważny dla zagwarantowania właściwego dopasowania elementu w zespole. Zwykle poświęca się mu najwięcej uwagi na etapie wykańczania, aby zapewnić wysoką dokładność.
Bok: Boki to boczne powierzchnie gwintu, które łączą grzbiet z korzeniem. Mają one duży wpływ na profil gwintu i określają zdolność gwintu do dopasowania i uszczelnienia.
Rodzaje gwintów obróbkowych
Zgodnie z ujednoliconymi standardami gwintów, są one podzielone na dwa główne typy. Są one objęte ujednoliconym standardem gwintów: Istnieją dwa rodzaje UNF i UNC, czyli Unified Fine i Unified Coarse. Normy te zostały wydane przez ASME. Definiują one geometrie gwintów do obróbki skrawaniem. Normy te pomagają rozróżnić drobniejsze i grubsze skoki gwintu. Są one przeznaczone dla różnych części mechanicznych.
Gwinty wewnętrzne
Są one również określane jako gwinty wewnętrzne. Są one obrabiane w formie wklęsłej. Odbywa się to za pomocą narzędzi do gwintowania jednowargowego lub tradycyjnych nasadek gwintowanych mocowanych na łbach gwintów. Gwinty te są bardzo istotne w zastosowaniach, w których wymagane są śruby. Są one wykonywane za pomocą gwintowników ręcznych lub maszynowych. W komponentach znajdują się gwinty wewnętrzne. Trzeba być bardzo blisko, jak w samochodach i samolotach.
Gwinty zewnętrzne
Znane również jako gwinty męskie, gwinty zewnętrzne są gwintowane na zewnętrznym obwodzie wkrętów, śrub i kołków. Gwinty zewnętrzne są najczęściej wykonywane przy użyciu tokarki lub okrągłej matrycy. Matryca jest przymocowana do stacjonarnej matrycy. Zależy to od części i zakresu gwintowania wymaganego dla danego zastosowania. Gwinty znajdujące się na zewnętrznej powierzchni śruby mają kluczowe znaczenie w procesie mocowania. Są one przeznaczone do wkręcania w gwinty wewnętrzne, aby dobrze trzymać części razem.
Obróbka gwintów wykorzystuje wiele narzędzi. Na przykład gwintowniki są używane do tworzenia gwintów wewnętrznych, podczas gdy matryca tworzy gwinty zewnętrzne. Wybór narzędzia zależy od rodzaju gwintu i materiału użytego w części. Umożliwia to uzyskanie prawidłowych gwintów i właściwego dopasowania w montażu.

Jak wyciąć gwint do obróbki skrawaniem?
Przede wszystkim należy zgromadzić niezbędny sprzęt. Do wykonywania gwintów wewnętrznych wymagane są środki bezpieczeństwa, takie jak okulary ochronne. Potrzebna jest również wiertarka skrzynkowa i kolumnowa do gwintowników maszynowych. Potrzebny jest klucz do gwintowników z regulacją do gwintowników ręcznych. Potrzebny jest gwintownik wewnętrzny, wiertło kręte i pogłębiacz 90 stopni. Pilnik, matryca, śrubokręt z płaską końcówką, okrągła matryca, imadło do mocowania przedmiotu obrabianego i spray do gwintów zewnętrznych.
Etapy cięcia gwintów wewnętrznych
- Określ wymagany rozmiar otworu, w którym zostanie wycięty gwint.
- Aby uzyskać średnicę otworu rdzenia, średnicę gwintownika należy pomniejszyć o skok gwintu.
- Uderz w środek z dużą siłą, a następnie wykonaj otwór pilotażowy za pomocą wiertła krętego.
- Uformuj fazę w otworze rdzenia z pogłębieniem pod kątem 90 stopni.
- Wkręć gwintownik, obracając go zgodnie z ruchem wskazówek zegara w otwór, używając klucza do gwintowników, aby naciąć gwint.
Etapy cięcia gwintów zewnętrznych:
- Krawędzie okrągłego pręta powinny być opiłowane.
- Nagwintuj pręt i sfazuj go pod kątem 45 stopni, tak aby faza była większa niż gwint.
- Umieść okrągłą matrycę w magazynie matryc i upewnij się, że jest dobrze zaciśnięta, aby się nie poruszała.
- Podczas gwintowania i obcinania gwintu należy wywierać silny nacisk na pręt.
- Zastosuj spraye do cięcia, aby poprawić wykończenie powierzchni części.
Metody nacinania gwintów obróbkowych
Metoda stukania

Gwintowanie jest najczęściej stosowane w produkcji gwintów wewnętrznych. Polega ono na użyciu gwintownika o tej samej średnicy, co wywiercony wcześniej otwór. Metoda ta jest również szybka i tania. Dobrze nadaje się do otworów o niskiej dokładności i małej średnicy w porównaniu z procesem wiercenia. Gwintowniki są stosowane w sposób podstawowy w projekcie, minimalizując w ten sposób straty czasu i zwiększając produktywność. Stosujemy elastyczne techniki gwintowania z elastycznymi szczękami gwintującymi. Równoważą one zmiany posuwu i prędkości wrzeciona, które mogą wystąpić ze względu na materiał przedmiotu obrabianego i jego właściwości. Zapewnia to większą precyzję.
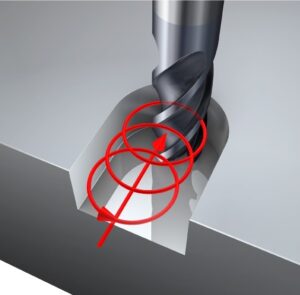
Frezowanie gwintów

Frezowanie gwintów może być stosowane na gwintach wewnętrznych i zewnętrznych. Ten rodzaj obróbki wykorzystuje frez, który musi być prowadzony wzdłuż osi x, y i z w układzie spiralnym. Metoda ta pozwala na uzyskanie szerokiej gamy rozmiarów gwintów i jest szczególnie odpowiednia dla części precyzyjnych. Frezowanie gwintów charakteryzuje się dużą prędkością, wysoką dokładnością i wydajnym cięciem, dzięki czemu nadaje się do dużych gwintów. Narzędzia frezujące mogą mieć złożone krawędzie tnące wykonane z twardych stopów zdolnych do wykonywania kilku funkcji, eliminując w ten sposób potrzebę stosowania innych narzędzi. Pozwala to również uzyskać gwinty o gładkiej powierzchni, pozbawione ostrych krawędzi i zadziorów. Nadaje się do konstrukcji cienkościennych, otworów nieprzelotowych i elementów nieobrotowych.
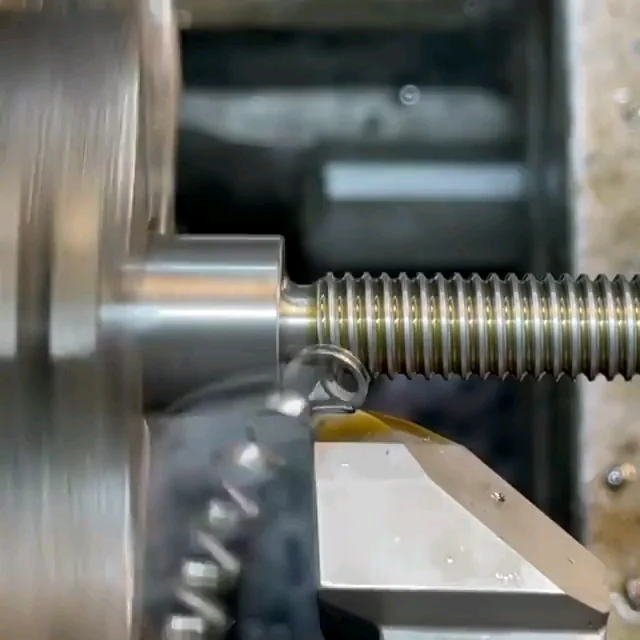
Gwintowanie CNC na tokarkach
Tokarki CNC nadają się do gwintowania. są zalecane do użytku. Są one dokładne w produkcji wielu rodzajów gwintów i skoków. Techniki te obejmują gwintowanie jednopunktowe i gwintowanie sztywne. Wykorzystują one narzędzia o określonych cechach lub parametrach. Profile te odpowiadają projektowi gwintu na obrabianym przedmiocie. Z kolei gwintowanie sztywne polega na dokręcaniu gwintownika za pomocą uchwytu sprężynowego. Obrabiarka ma również możliwość kontrolowania posuwu wrzeciona i prędkości w celu standaryzacji. Metoda ta jest bardzo skuteczna w zwiększaniu produktywności i jednocześnie zmniejszaniu kosztów produkcji.
Szlifowanie gwintów
Metoda ta jest odpowiednia dla hartowanych elementów, które wymagają wysokiej precyzji w produkcie końcowym. Szlifowanie wykorzystuje ściernice. Można je zamocować w sposób umożliwiający dostosowanie do różnych rozmiarów gwintów. Jest to idealne rozwiązanie do tworzenia śrub, sprawdzianów i innych delikatnych elementów gwintowanych, które wymagają wysokiego poziomu dokładności. Szlifowanie gwintów może zapewnić bardzo dobre wykończenie powierzchni i ścisłą tolerancję. Stosujemy ściernice jedno- i wieloliniowe. Szlifowanie wieloliniowe dzieli się na wcinające i wzdłużne. Metoda wzdłużna ma wąską ściernicę. Jest ona mniejsza niż gwint i zazwyczaj mniejsza niż grubość gwintu. Osiągnięcie pożądanego rozmiaru produktu wymaga kilku cykli.
Wykrawanie gwintów
Wykrawanie to kolejna popularna metoda nacinania gwintów zewnętrznych. Jest to ekonomiczny i szybki proces odpowiedni do masowej produkcji, zapewniający umiarkowaną dokładność. Matryce do gwintowania występują w różnych formach, w tym matryce dolne lub okrągłe dzielone i regulowane. Narzynki dolne są używane do gwintów początkowych, podczas gdy narzynki nastawne umożliwiają różne stopnie dopasowania.
Przygotowanie i obliczenia do obróbki gwintów
Przygotowanie jest kluczowe. Przed rozpoczęciem gwintowania należy znaleźć średnicę pomocniczą dla gwintów wewnętrznych. Znajdź średnicę cylindra dla gwintów zewnętrznych. Wzór to D = N – S, gdzie N to średnica nominalna, a S to skok gwintu. Określenie prawidłowej średnicy jest niezbędne do zapewnienia dokładnego gwintowania.
Ważne jest również obliczenie prędkości obrotowej wiercenia i głębokości otworu. Prędkość skrawania, oznaczana jako V, zmienia się w zależności od obrabianego materiału. Wzór na obliczanie prędkości skrawania to V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, gdzie D to średnica, a n to prędkość obrotowa wrzeciona w RPM. W przypadku stali należy użyć oleju do cięcia; w przypadku stopów aluminium należy użyć spirytusu; a w przypadku stopów chromowo-niklowych należy użyć ropy naftowej lub oleju rzepakowego. Po zakończeniu wiercenia należy usunąć wióry i nadmiar materiału za pomocą sprężonego powietrza lub miękkiej szczotki.
Wskazówki dotyczące obróbki gwintów

Standaryzacja i kompatybilność
- Używaj standardowych rozmiarów gwintów: Są one opłacalne, łatwe do wykonania i szeroko kompatybilne z dostawcami.
- Wdrożenie standardowych pomiarów: Wdrożenie standardowych wymiarów i kształtów gwintów w celu ułatwienia produkcji i wymiany oraz uniknięcia opóźnień w produkcji i nieporozumień.
Techniki obróbki gwintów
- Fazowanie i pogłębianie: Dodaj fazę na zewnętrznych częściach końcowych gwintu, aby ułatwić montaż i rozproszyć koncentracje naprężeń. Zakończ gwinty wewnętrzne pogłębieniem, aby zmniejszyć koncentrację naprężeń.
- Płaska powierzchnia i wyrównanie: Upewnij się, że początkowy koniec nici ma płaską powierzchnię, która wyrównuje się z osią centralną w celu dokładnego wyrównania.
- Zwiększ grubość ścianek: Zwiększ grubość ścianek części rurowych, aby wytrzymać nacisk podczas formowania lub cięcia oraz zwiększyć wytrzymałość i trwałość.
- Preferuj gwinty o niższej wysokości: Preferuj gwinty o niższej wysokości, jeśli nie podano konkretnych wymagań dotyczących gwintów, aby poprawić wytrzymałość i zmniejszyć prawdopodobieństwo zerwania.
- Zapewnienie odciążenia gwintu: Zapewnij odciążenie gwintu, aby gwinty zewnętrzne nie pokrywały się z sąsiednimi ramionami gwintu.
Rozważania projektowe
- Krótsze długości gwintów: Krótsze długości gwintów poprawiają funkcjonalność i mocowanie części.
- Uwzględnij skosy: Uwzględnij skosy na końcach gwintów zewnętrznych, aby ułatwić montaż, szczególnie w przypadku często montowanych i demontowanych części.
- Określ głębokość gwintu dla otworów nieprzelotowych: W przypadku otworów nieprzelotowych należy zawsze określić głębokość gwintu, aby zapobiec problemom produkcyjnym i zapewnić dokładną produkcję.
Wnioski
Opanowanie technik obróbki gwintów zapewnia wysokiej jakości, trwałe gwinty o kluczowym znaczeniu dla zespołów mechanicznych. Producenci mogą zwiększyć niezawodność i wydajność produktów. Mogą to zrobić, rozumiejąc i stosując opisane metody.
Odkryj z nami precyzję obróbki gwintów. Skontaktuj się z naszymi ekspertami już dziś, aby przenieść produkcję komponentów na wyższy poziom.
FAQ
Jaka jest różnica w prędkości między frezowaniem gwintów a gwintowaniem?
Gwintowanie jest generalnie szybsze niż frezowanie gwintów. Frezarki do gwintów mają jednak dodatkowe krawędzie. Rekompensują one mniejszą prędkość. Główną różnicą między frezowaniem gwintów a gwintowaniem jest gładkość cięcia. Frezowanie gwintów tworzy gładsze i bardziej równe cięcia, podczas gdy cięcia wykonane przez gwintowanie są szorstkie i postrzępione.
Gdzie należy umieścić wątek? .
Gwinty można umieszczać niemal w dowolnym miejscu na części, o ile spełniają one potrzeby końcowego montażu. Jeśli w projekcie występują przeszkody, narzędzie DFM oznaczy je, a umieszczenie gwintów może wymagać zmiany.
Jaki jest wspólny wymóg projektowania nici:
Gwinty dłuższe niż 0,5 średnicy otworu nie zwiększają znacząco wytrzymałości. Dlatego też gwinty powinny być projektowane z maksymalną długością do trzykrotności średnicy otworu.
Jakie są trzy podstawowe typy wątków?
Trzy podstawowe typy gwintów to gwinty równoległe (lub proste), gwinty stożkowe i gwinty suche. Gwinty równoległe mają taką samą średnicę na całej długości, np. gwinty Unified Coarse. Gwinty stożkowe zmieniają średnicę na całej długości i są często stosowane w złączkach rurowych. Gwinty suche są stożkowe. Są one przeznaczone do szczelnego uszczelniania połączeń bez użycia środków uszczelniających.
Jakie są wspólne wątki maszynowe? .
Gwinty maszynowe są zwykle podzielone na dwa typy. UNC (Unified National Coarse) i UNF (Unified National Fine). Gwinty UNC są najczęściej stosowane w śrubach, nakrętkach i innych elementach złącznych.