Wat is schroefdraadbewerking?
Draadbewerking is een van de belangrijkste subtractieve processen voor het snijden van uitwendige en inwendige draad van verschillende afmetingen. Deze techniek gebruikt de roterende beweging van een gereedschap op de meest delicate manier. Het gereedschap wordt gegradueerd om de vereiste schroefdraad op cilinders of kegels te produceren. Ze kunnen beginnen op externe onderdelen zoals schroeven of intern in moeren.
De draden worden meestal gebruikt voor koppelingen. Ze helpen bij het maken van sterke en compacte verbindingen in verschillende onderdelen. Dit is vergelijkbaar met hoe een dop op een waterfles sluit. Door deze koppeling kan de beweging worden doorgegeven. Het biedt mechanische voordelen en vertaalt roterende beweging in rechtlijnige beweging. Dit zie je bij loodschroeven en vijzelschroeven. Schroefdraad is essentieel bij het maken van onderdelen die moeten worden samengevoegd. Ze zijn ook essentieel bij het maken van onderdelen die verplaatst moeten worden.
Belangrijkste parameters voor draad
Belangrijke dimensies van schroefdraadbewerking
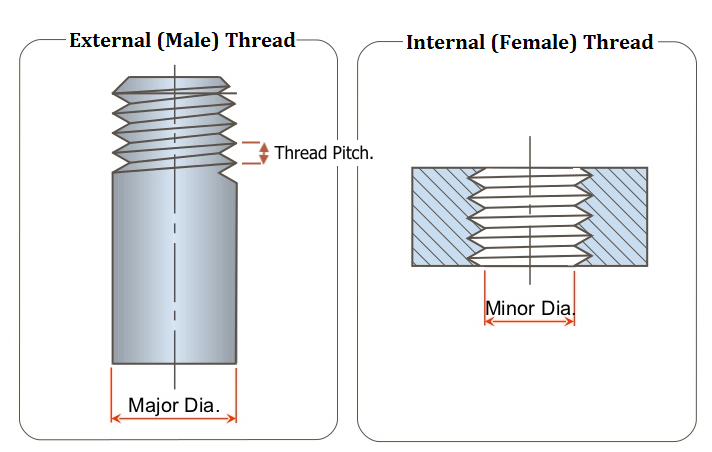
Major en Minor diameters: De grote diameter is de grootste diameter van een buitenschroefdraad. De kleine diameter is de kleinste diameter van een binnendraad, ook wel de basisdiameter genoemd. Beide maten zijn cruciaal. Ze bepalen de fundamentele geometrie van de schroefdraad en zijn van vitaal belang voor de verbinding met andere onderdelen.
Pitch Diameter: De grote diameter is de grootste van de drie. De kleine diameter is de kleinste. Deze wordt gebruikt voor schroefdraad. De steekdiameter ligt tussen de grote en kleine diameter in. Het is de diameter waarbij de breedte over de draden en de ruimte tussen de draden gelijk zijn.
Geometrische parameters van draden
steek: Pitch is de afstand tussen punten op twee aangrenzende schroefdraden. Deze wordt gemeten in een richting parallel aan de as van de schroef. Het bepaalt de mate waarin de schroefdraden vastzitten of ver uit elkaar liggen, wat weer bepaalt hoe de schroefdraden in elkaar grijpen.
Helixhoek: De helixhoek is de hoek tussen de schroefdraadhelix en de as van de schroefdraad. Voor rechte schroefdraad is het de richting waarin de schroefdraad rond de cilinder of kegel draait.
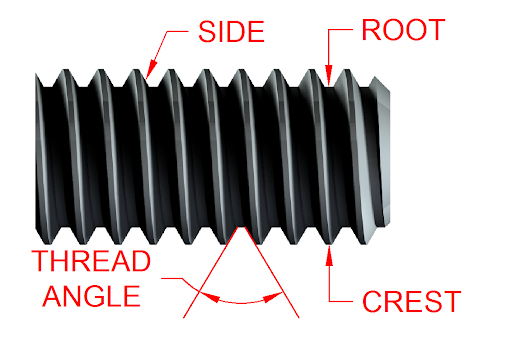
Draadhoek: De schroefdraadhoek, die kan worden aangegeven voor het schroefdraadtype, is de hoek tussen de twee schroefdraadflanken. Van alle hoeken is deze hoek cruciaal voor het bepalen van het draagpotentieel en de prestaties van de schroefdraad.
Fysieke kenmerken van draden
Wortel: De wortel is het begin van de draad, die de structuur van de draad van onder naar boven bepaalt. Het bepaalt de noodzakelijke sterkte en duurzaamheid van de draad zelf.
Kuif: De kam is het laatste deel van de schroefdraad en is erg belangrijk om een goede pasvorm van het element binnen de assemblage te garanderen. Het krijgt meestal de meeste aandacht tijdens de afwerkingsfase om een hoge nauwkeurigheid te garanderen.
flank: De flanken zijn de laterale oppervlakken van de schroefdraad die de kruin en de wortel verbinden. Ze hebben een grote invloed op het schroefdraadprofiel en bepalen het vermogen van de schroefdraad om te passen en af te dichten.
Typen bewerkingsdraden
Volgens de uniforme schroefdraadnormen zijn er twee hoofdtypen schroefdraad. Deze vallen onder de Unified Thread Standard: Er zijn twee soorten UNF en UNC: Unified Fine en Unified Coarse. Deze normen zijn uitgegeven door de ASME. Ze definiëren de schroefdraadgeometrieën voor machinale bewerking. Deze standaarden helpen om onderscheid te maken tussen de fijnere en grovere draadsteken. Deze zijn voor verschillende mechanische onderdelen.
Interne draden
Ze worden ook wel binnendraad genoemd. Ze worden bewerkt tot holle vormen. Dit wordt gedaan met behulp van enkel-lip schroefdraadgereedschap of de traditionele schroefdraadkapjes die op de koppen van de schroefdraad worden gemonteerd. Deze draden zijn zeer essentieel voor toepassingen waar schroeven nodig zijn. Ze worden geproduceerd met hand- of machinetappen. Er zit inwendige schroefdraad in de onderdelen. Men moet heel dichtbij komen, zoals in auto’s en vliegtuigen.
Externe draden
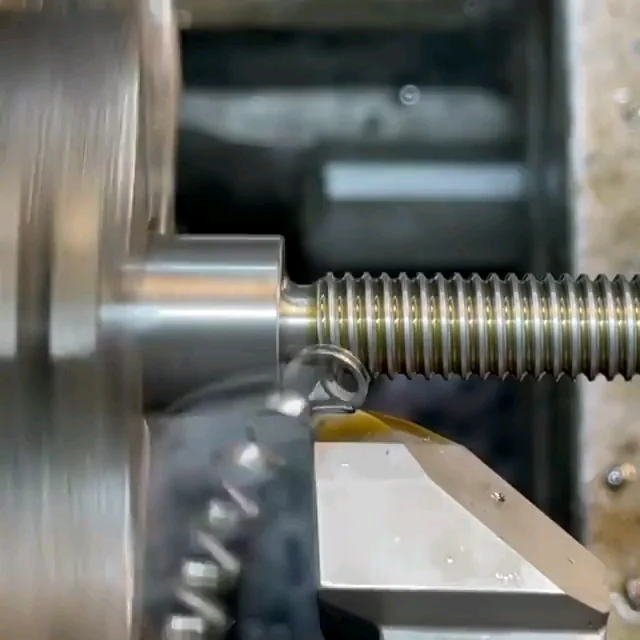
Uitwendige schroefdraad, ook wel buitendraad genoemd, bevindt zich op de buitenste rand van schroeven, bouten en tapeinden. Buitendraad wordt meestal gemaakt met behulp van een draaibank of een ronde matrijs. De matrijs wordt bevestigd aan een stationaire matrijzenhouder. Het hangt af van het onderdeel en de mate van schroefdraad die nodig is voor de toepassing. Schroefdraad op het buitenoppervlak van de schroef is cruciaal in het bevestigingsproces. Ze zijn bedoeld om in interne schroefdraad te schroeven om onderdelen mooi bij elkaar te houden.
Bij schroefdraadbewerking worden veel gereedschappen gebruikt. Tappen worden bijvoorbeeld gebruikt om binnenschroefdraad te maken, terwijl een matrijs buitenschroefdraad maakt. De keuze van het gereedschap wordt bepaald door het type schroefdraad en het materiaal van het onderdeel. Dit maakt het mogelijk om correcte schroefdraad en de juiste passing te krijgen bij assemblage.

Hoe snij je een schroefdraad voor machinale bewerking?
Eerst en vooral moet je de nodige uitrusting verzamelen. Voor het uitvoeren van inwendig schroefdraad zijn veiligheidsmaatregelen nodig, zoals een veiligheidsbril. Je hebt ook een doos- en kolomboormachine nodig voor machinetappen. Je hebt een tapmoersleutel nodig die verstelbaar is voor handtappen. Je hebt een binnentap, een spiraalboor en een 90-graden verzinkboor nodig. Verzamel een vijl, matrijzenhouder, platte schroevendraaier, ronde matrijs, bankschroef om het werkstuk vast te houden en snijspray voor buitenschroefdraad.
Stappen voor het snijden van binnendraad
- Bepaal de vereiste grootte van het gat waarin de draad wordt gesneden.
- Om de kerngatdiameter te krijgen, moet de tapdiameter worden verminderd met de schroefdraadsteek.
- Sla met kracht in het midden en maak dan een voorboorgat met de klopboormachine.
- Maak een afschuining in het kerngat met een verzinkboor van 90 graden.
- Draai de kraan met de wijzers van de klok mee in het gat en gebruik de kraansleutel om de schroefdraad af te snijden.
Stappen voor het snijden van buitenschroefdraad:
- De randen van de ronde staaf moeten worden gevijld.
- Schroefdraad op de stang aanbrengen en afschuinen in een hoek van 45 graden, zodat de afschuining groter is dan de schroefdraad.
- Plaats de ronde matrijs in een matrijzenhouder en zorg ervoor dat hij goed vastgeklemd zit zodat hij niet kan bewegen.
- Oefen zware druk uit op de stang bij het inrijgen en afsnijden van de schroefdraad.
- Gebruik de snijsprays om de oppervlakteafwerking van het onderdeel te verbeteren.
Methoden om een schroefdraad voor machinale bewerking te snijden
Tapmethode

Tappen wordt meestal gebruikt bij de productie van inwendige schroefdraad. Hierbij wordt een tap gebruikt met dezelfde diameter als het gat dat van tevoren is geboord. Deze methode is ook snel en goedkoop. Het is zeer geschikt voor gaten met een lage nauwkeurigheid en een kleine diameter in vergelijking met het boorproces. Tappen wordt op een basismanier toegepast in het ontwerp, waardoor tijdverlies wordt geminimaliseerd en de productiviteit wordt verhoogd. We gebruiken flexibele taptechnieken met flexibele tapbekken. Deze compenseren de variaties in voeding en spindelsnelheid die kunnen optreden als gevolg van het materiaal en de eigenschappen van het werkstuk. Dit zorgt voor een grotere precisie.
Draad frezen

Schroefdraadfrezen kan worden gebruikt voor inwendige en uitwendige schroefdraad. Bij dit type bewerking wordt een frees gebruikt die in een spiraalvormig patroon langs de x-, y- en z-as wordt geleid. Deze methode maakt een grote verscheidenheid aan schroefdraadmaten mogelijk en is bijzonder geschikt voor precisieonderdelen. Draadfrezen wordt gekenmerkt door hoge snelheid, hoge nauwkeurigheid en efficiënt snijden en is daarom geschikt voor grote draden. Het freesgereedschap kan complexe snijkanten hebben van harde legeringen die meerdere functies kunnen uitvoeren, waardoor er geen ander gereedschap nodig is. Het resulteert ook in schroefdraad met een glad oppervlak zonder scherpe randen of bramen. Het is geschikt voor dunwandige structuren, blinde gaten en niet-roterende onderdelen.
CNC draadsnijden op draaibanken
CNC-draaibanken zijn geschikt voor draadsnijden. ze worden aanbevolen voor gebruik. Ze zijn nauwkeurig in het produceren van vele soorten en hoogtes schroefdraad. Deze technieken omvatten eenpuntsdraadtappen en stijf schroefdraadtappen. Ze gebruiken gereedschap met bepaalde kenmerken of parameters. Deze profielen komen overeen met het ontwerp van de schroefdraad op het werkstuk. Bij stijf schroefdraad tappen daarentegen wordt de tap vastgedraaid met een veerhouder. De bewerkingsmachine heeft ook de mogelijkheid om de spindeltoevoer en -snelheid te regelen voor standaardisatiedoeleinden. Deze methode is zeer effectief om de productiviteit te verhogen en tegelijkertijd de productiekosten te verlagen.
Draad slijpen
Deze methode is geschikt voor geharde werkstukken die een hoge precisie vereisen in hun eindproduct. Bij het slijpen worden schijven gebruikt. Deze kunnen zo worden bevestigd dat ze geschikt zijn voor verschillende draadmaten. Dit is ideaal voor het maken van schroeven, meters en andere delicate onderdelen met schroefdraad die een hoge mate van nauwkeurigheid vereisen. Draadslijpen kan zorgen voor een zeer goede oppervlakteafwerking en nauwe tolerantie. We passen enkellijns en meerlijns slijpschijven toe. Meerlijnig slijpen wordt geclassificeerd in ingeslepen type en longitudinaal type. De longitudinale methode heeft een smalle slijpschijf. Deze is kleiner dan de schroefdraad en meestal kleiner dan de dikte van de schroefdraad. Het duurt meerdere cycli om de gewenste grootte van het product te bereiken.
Draad stansen
Stansen is een andere populaire methode om buitenschroefdraad te snijden. Het is een economisch en snel proces dat geschikt is voor massaproductie en een gemiddelde nauwkeurigheid biedt. Draadsnijmatrijzen zijn er in verschillende vormen, waaronder onder- of rondsplijtmatrijzen en verstelbare matrijzen. Onderstempels worden gebruikt om schroefdraad te starten, terwijl verstelbare stempels verschillende mate van passing mogelijk maken.
Voorbereiden en berekenen voor schroefdraadbewerking
Voorbereiding is de sleutel. Voor je begint met schroefdraad, moet je de binnendiameter voor binnendraad bepalen. Bepaal de cilinderdiameter voor buitenschroefdraad. De formule is D = N – S, waarbij N de nominale diameter en S de schroefdraadsteek is. Het bepalen van de juiste diameter is essentieel voor nauwkeurig schroefdraad aanbrengen.
Het is ook belangrijk om de rotatiesnelheid voor het boren en de boordiepte te berekenen. De snijsnelheid, aangeduid als V, varieert afhankelijk van het bewerkte materiaal. De formule voor het berekenen van de snijsnelheid is V=π×D×n1000V = \frac{{\pi \times D \times n}{1000}}V=1000π×D×n, waarbij D de diameter is en it het spiltoerental in RPM. Gebruik voor staal snijolie, voor aluminiumlegeringen spiritus en voor chroomnikkellegeringen petroleum of koolzaadolie. Verwijder na het boren spanen en overtollig materiaal met perslucht of een zachte borstel.
Tips voor het bewerken van schroefdraad

Standaardisatie en compatibiliteit
- Gebruik standaard draadmaten:Ze zijn kostenefficiënt, gemakkelijk te maken en op grote schaal compatibel met leveranciers.
- Implement Standard Measurements: Implement standard thread measurements and shapes for easy production and interchangeability and to avoid production delays and confusion.
Schroefdraadbewerkingstechnieken
- Afschuinen en verzinken: Breng een afschuining aan op buitenschroefdraad om montage te vergemakkelijken en spanningsconcentraties te verspreiden. Eindig binnenschroefdraad met een verzinkboor om spanningsconcentraties te verminderen.
- Vlak oppervlak en uitlijning: Zorg ervoor dat het beginuiteinde van een draad een vlak oppervlak heeft dat uitgelijnd is met de centrale as voor nauwkeurige uitlijning.
- Verhoog de wanddikte: Verhoog de wanddikte van buisvormige onderdelen om de druk tijdens het vormen of snijden te weerstaan en de sterkte en duurzaamheid te verbeteren.
- Voorkeur voor laagdraad: Geef de voorkeur aan lager schroefdraad als er geen specifieke schroefdraadvereisten zijn gegeven om de robuustheid te verbeteren en de kans op strippen te verkleinen.
- Voor draadontlasting: Voorzie schroefdraadontlasting om te voorkomen dat buitenschroefdraad samenvalt met aangrenzende schroefdraadschouders.
Ontwerpoverwegingen
: Kortere draadlengtes verbeteren de functionaliteit en de betrokkenheid van onderdelen. - Insluiten van afschuiningen: Voeg afschuiningen toe aan de uiteinden van uitwendige schroefdraden om de assemblage te vergemakkelijken, vooral voor onderdelen die vaak gemonteerd en gedemonteerd worden.
- Specificeer de draaddiepte voor blinde gaten: Geef voor blinde gaten altijd de schroefdraaddiepte op om fabricageproblemen te voorkomen en een nauwkeurige productie te garanderen.
Conclusie
Het beheersen van schroefdraadbewerkingstechnieken zorgt voor duurzame schroefdraad van hoge kwaliteit die cruciaal is voor mechanische assemblages. Fabrikanten kunnen de betrouwbaarheid en prestaties van hun producten verhogen. Dit kunnen ze doen door de beschreven methodes te begrijpen en te gebruiken.
Ontdek met ons de precisie van schroefdraadbewerking. Neem vandaag nog contact op met onze experts om de productie van uw onderdelen naar een hoger niveau te tillen.
FAQS
Wat is het verschil in snelheid tussen schroefdraad frezen en tappen?
Tappen gaat over het algemeen sneller dan schroefdraadfrezen. Draadfreesmachines hebben echter extra randen. Deze compenseren de lagere snelheid. Het grootste verschil tussen draadfrezen en draadtappen is de gladheid van de snede. Draadfrezen zorgt voor gladdere en gelijkmatigere sneden, terwijl de sneden bij tappen ruw en gekarteld zijn.
Waar moet de draad worden geplaatst?
Draden kunnen bijna overal op een onderdeel worden geplaatst, zolang ze voldoen aan de behoeften van de uiteindelijke assemblage. Als er obstakels in het ontwerp zitten, markeert de DFM-tool dit en moet de plaatsing van schroefdraad mogelijk worden aangepast.
Wat is de algemene vereiste voor draadontwerp?
Draden die langer zijn dan 0,5 keer de diameter van het gat voegen geen significante sterkte toe. Daarom moet schroefdraad worden ontworpen met een maximale lengte van drie keer de gatdiameter.
Wat zijn de drie basistypen draden?
De drie basistypen schroefdraad zijn parallelle (of rechte) draad, conische draad en “dry-seal” draad. Parallelle schroefdraad heeft dezelfde diameter over de hele lengte, zoals Unified Coarse schroefdraad. Conische schroefdraad verandert de diameter over de hele lengte en wordt vaak gebruikt in pijpfittingen. Droge buitendraad is conisch. Ze zijn ontworpen om verbindingen goed af te dichten zonder afdichtingsmaterialen.
Wat zijn de gemeenschappelijke machinedraden?
Machinedraad wordt meestal ingedeeld in twee soorten. UNC (Unified National Coarse) en UNF (Unified National Fine). UNC schroefdraad komt het meest voor op bouten, moeren en andere bevestigingsmiddelen.