Hvad er gevindbearbejdning?
Gevindbearbejdning er en af de vigtigste subtraktive processer, der bruges til at skære udvendige og indvendige gevind i forskellige størrelser. Denne teknik bruger et værktøjs roterende bevægelse på den mest delikate måde. Værktøjet er gradueret til at producere de nødvendige gevind på cylindre eller kegler. De kan starte på udvendige dele som f.eks. skruer, eller de kan starte indvendigt i møtrikker.
Gevindet bruges mest til koblingsformål. De hjælper med at lave stærke og kompakte samlinger i forskellige dele. Det svarer til, hvordan en hætte på en vandflaske lukkes. Denne kobling gør det muligt at føre bevægelsen videre. Den giver mekaniske fordele og omsætter rotationsbevægelse til en lige bevægelse. Dette ses i blyskruer og jackskruer. Gevind er afgørende, når man fremstiller dele, der skal samles. De er også vigtige, når man fremstiller dele, der skal flyttes.
Hovedparametre for tråd
Vigtige dimensioner af gevindbearbejdning
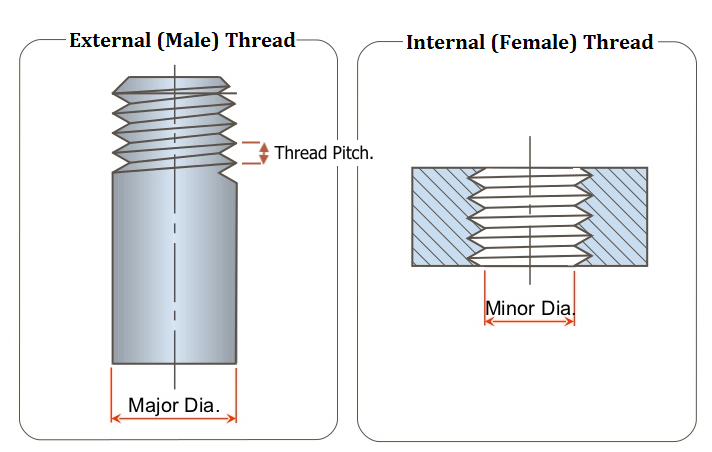
Større og mindre diameter: Den største diameter er den største diameter på et udvendigt gevind. Den mindre diameter er den mindste diameter på et indvendigt gevind, også kendt som grunddiameteren. Begge størrelser er afgørende. De definerer gevindets grundlæggende geometri og er afgørende for indgreb i andre komponenter.
Pitch-diameter: Den store diameter er den største af de tre. Den lille diameter er den mindste. Den bruges til at gribe ind i gevind. Stigningsdiameteren ligger mellem den store og den lille diameter. Det er den diameter, hvor bredden på tværs af gevindene og afstanden mellem gevindene er den samme.
Geometriske parametre for tråde
Højde: Stigning er afstanden mellem punkter på to tilstødende gevind. Den måles i en retning, der er parallel med skruens akse. Den bestemmer, hvor stramme eller hvor langt fra hinanden gevindene er, hvilket igen definerer, hvordan gevindene griber ind i hinanden.
Helixvinkel: Helixvinklen er vinklen mellem gevindspiralen og skruegevindets akse. For lige gevind er det den retning, som gevindet roterer omkring cylinderen eller keglen.
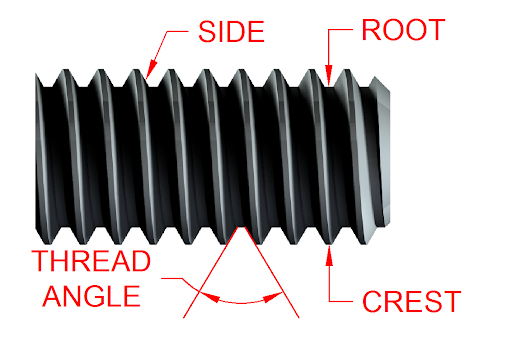
Gevindvinkel: Gevindvinklen, som kan være angivet for gevindtypen, er vinklen mellem de to gevindflanker. Af alle vinkler er denne afgørende for at definere gevindets bærende potentiale og ydeevne.
Trådenes fysiske egenskaber
Rod: Roden er trådens begyndelse, som definerer trådens struktur nedefra og op. Den bestemmer den nødvendige styrke og holdbarhed af selve tråden.
Kam: Kammen er den sidste del af gevindet og er meget vigtig for at sikre, at elementet passer ordentligt ind i samlingen. Den får normalt mest opmærksomhed i færdiggørelsesfasen for at sikre høj nøjagtighed.
Flanke: Flankerne er trådens sideflader, der forbinder kammen og roden. De påvirker i høj grad gevindprofilen og bestemmer gevindets evne til at passe og lave en tætning.
Typer af bearbejdning af gevind
I henhold til de fælles standarder for gevind kategoriseres det i to hovedtyper af gevind. Disse er under Unified Thread Standard: Der er to typer UNF og UNC, som er Unified Fine og Unified Coarse. Disse standarder blev udstedt af ASME. De definerer gevindgeometrierne til bearbejdning. Disse standarder hjælper med at skelne mellem de finere og grovere gevindhøjder. De er beregnet til forskellige mekaniske dele.
Indvendige gevind
De kaldes også for indvendige gevind. De bearbejdes til konkave former. Det sker ved hjælp af gevindskæreværktøjer med en enkelt læbe eller de traditionelle gevindhætter, der monteres på gevindets hoved. Disse gevind er meget vigtige til anvendelser, hvor der er brug for skruer. De fremstilles med hånd- eller maskingevind. Der er indvendige gevind i komponenterne. Man skal være meget tæt på, som i biler og fly.
Eksterne tråde
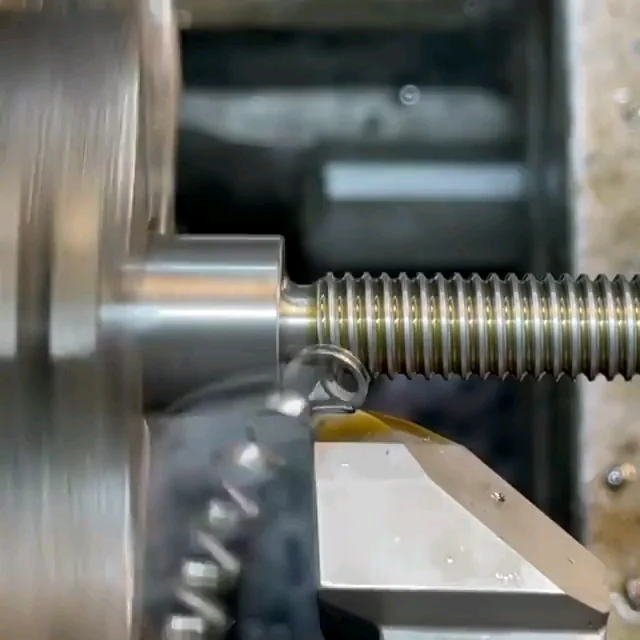
Udvendige gevind, også kendt som udvendige gevind, er gevind på den ydre periferi af skruer, bolte og stifter. Udvendige gevind laves for det meste ved hjælp af en drejebænk eller et rundt værktøj. Skæret er fastgjort til et stationært skær. Det afhænger af emnet og omfanget af gevindindgreb, der er nødvendigt for anvendelsen. Gevind på skruens udvendige overflade er afgørende i fastgørelsesprocessen. De er beregnet til at skrue sig ind i indvendige gevind for at holde dele pænt sammen.
Gevindbearbejdning kræver mange værktøjer. For eksempel bruges gevindskærere til at skabe indvendige gevind, mens en matrice skaber udvendige gevind. Valget af værktøj bestemmes af gevindtypen og det materiale, der bruges i emnet. Det gør det muligt at få korrekte gevind og den rigtige pasform i samlingen.

Hvordan skærer man et bearbejdningsgevind?
Først og fremmest skal du samle det nødvendige udstyr. Sikkerhedsforanstaltninger, som f.eks. sikkerhedsbriller, er nødvendige for at udføre indvendige gevind. Du skal også bruge en kasse- og søjleboremaskine til maskingevind. Du skal bruge en gevindnøgle, der kan justeres til håndgevind. Du skal bruge et indvendigt gevind, et spiralbor og en 90-graders forsænker. Til udvendige gevind skal du bruge en fil, et skær, en skruetrækker med flad spids, et rundjern, en skruestik til at holde emnet og en skærespray.
Trin til skæring af indvendige gevind
- Bestem den ønskede størrelse på det hul, som tråden skal skæres i.
- For at få kernehullets diameter skal gevinddiameteren reduceres med gevindstigningen.
- Slå på midten med kraft, og lav derefter et pilothul med spiralboret.
- Lav en affasning i kernehullet med en forsænkning på 90 grader.
- Sæt gevindet i ved at dreje det med uret ind i hullet og bruge gevindnøglen til at skære gevindet over.
Trin til skæring af udvendige gevind:
- Kanterne på rundstokken skal files.
- Gevind stangen, og affas den i en vinkel på 45 grader, så affasningen er større end gevindet.
- Placer den runde matrice i en matriceholder, og sørg for, at den er spændt godt fast, så den ikke bevæger sig.
- Udøv et kraftigt tryk på stangen, når du gevindskærer.
- Brug skæresprayen til at forbedre emnets overfladefinish.
Metoder til at skære et bearbejdningsgevind
Tapping-metode

Tapping bruges oftest til fremstilling af indvendige gevind. Det indebærer, at man bruger en gevindskærer med samme diameter som det hul, der er blevet boret i forvejen. Denne metode er også hurtig og billig. Den er velegnet til huller med lav nøjagtighed og lille diameter sammenlignet med boreprocessen. Vandhaner anvendes på en grundlæggende måde i designet, hvilket minimerer tidsspild og øger produktiviteten. Vi anvender fleksible gevindskæringsteknikker med fleksible gevindskæringskæber. De afbalancerer de variationer i tilspænding og spindelhastighed, der kan opstå på grund af emnets materiale og dets egenskaber. Det sikrer større præcision.
Gevindfræsning

Gevindfræsning kan bruges på indvendige og udvendige gevind. Denne type bearbejdning bruger en fræser, der skal styres langs x-, y- og z-akserne i et spiralmønster. Denne metode muliggør en lang række forskellige gevindstørrelser og er især velegnet til præcisionsdele. Gevindfræsning er kendetegnet ved høj hastighed, stor nøjagtighed og effektiv skæring, og derfor er den velegnet til store gevind. Fræseværktøjerne kan have komplekse skærekanter lavet af hårde legeringer, der kan udføre flere funktioner, hvilket eliminerer behovet for andre værktøjer. Det resulterer også i gevind med en glat overflade og uden skarpe kanter eller grater. Det er velegnet til tyndvæggede strukturer, blinde huller og ikke-roterende komponenter.
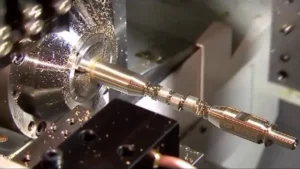
CNC-gevindskæring på drejebænke
CNC-drejebænke er velegnede til gevindskæring. De anbefales til brug. De er nøjagtige til at producere mange gevindtyper og stigninger. Disse teknikker omfatter enkeltpunktsgevindskæring og stiv gevindskæring. De bruger værktøjer, der har bestemte egenskaber eller parametre. Disse profiler svarer til udformningen af gevindet på arbejdsemnet. Stiv gevindskæring indebærer på den anden side, at gevindet spændes med en fjederpatron. Værktøjsmaskinen har også mulighed for at styre spindeltilførslen og -hastigheden til standardiseringsformål. Denne metode er meget effektiv til at øge produktiviteten og samtidig reducere produktionsomkostningerne.
Slibning af tråd
Denne metode er velegnet til hærdede emner, der kræver høj præcision i det endelige produkt. Slibning bruger skiver. Den kan fastgøres på en måde, der gør det muligt at tilpasse den til forskellige gevindstørrelser. Det er ideelt til fremstilling af skruer, målere og andre delikate komponenter med gevind, som kræver stor nøjagtighed. Gevindslibning kan give en meget god overfladefinish og tæt tolerance. Vi anvender single-line og multi-line slibeskiver. Multi-line slibning klassificeres i cut-in type og langsgående type. Den langsgående metode har en smal slibeskive. Den er mindre i størrelse end gevindet og typisk mindre end gevindets tykkelse. Det tager flere cyklusser at nå frem til den ønskede størrelse på produktet.
Udstansning af gevind
Udstansning er en anden populær metode til at skære udvendige gevind. Det er en økonomisk og hurtig proces, der er velegnet til masseproduktion, og som giver moderat nøjagtighed. Gevindskærere findes i forskellige former, herunder bund- eller runddelte og justerbare skærere. Bundbakker bruges til at starte gevind, mens justerbare bakker giver forskellige grader af tilpasning.
Forberedelse og beregning til gevindbearbejdning
Forberedelse er nøglen. Før du begynder at gevindskære, skal du finde den mindre diameter til indvendige gevind. Find cylinderdiameteren til udvendige gevind. Formlen er D = N – S, hvor N er den nominelle diameter, og S er gevindstigningen. Det er vigtigt at bestemme den korrekte diameter for at sikre nøjagtig gevindskæring.
Det er også vigtigt at beregne rotationshastigheden for boring og huldybden. Skærehastigheden, der betegnes som V, varierer afhængigt af det bearbejdede materiale. Formlen til beregning af skærehastigheden er V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, hvor D er diameteren, og det er spindelhastigheden i RPM. Brug skæreolie til stål, sprit til aluminiumslegeringer og petroleum eller rapsolie til krom-nikkel-legeringer. Efter boringen fjernes spåner og overskydende materiale med trykluft eller en blød børste.
Tips til bearbejdning af gevind

Standardisering og kompatibilitet
- Brug standard gevindstørrelser:De er omkostningseffektive, nemme at lave og meget kompatible med leverandører.
- Implementer standardmål: Implementer standardmål og -former for gevind, så det er nemt at producere og udskifte og for at undgå produktionsforsinkelser og forvirring.
Teknikker til bearbejdning af gevind
- Fasning og forsænkning: Inkluder en fasning på udvendige gevindender for at lette monteringen og sprede spændingskoncentrationer. Afslut indvendige gevind med en forsænkning for at reducere spændingskoncentrationer.
- Flad overflade og justering: Sørg for, at trådens startende har en flad overflade, der flugter med midteraksen, så du får en nøjagtig justering.
- Øg vægtykkelsen: Øg vægtykkelsen på rørformede dele for at modstå tryk under formning eller skæring og forbedre styrke og holdbarhed.
- Foretrækker gevind med lavere højde: Foretræk gevind med lavere højde, hvis der ikke er angivet specifikke krav til gevind, for at forbedre robustheden og reducere sandsynligheden for afskalning.
- Giv gevindaflastning: Sørg for gevindaflastning for at forhindre, at udvendige gevind falder sammen med tilstødende gevindskuldre.
Overvejelser om design
- Kortere gevindlængder: Kortere gevindlængder forbedrer funktionalitet og emneindgreb.
- Inkluder smig: Inkluder smig i enderne af udvendige gevind for at lette monteringen, især for dele, der ofte samles og skilles ad.
- Angiv gevinddybde for blindhuller: Ved blinde huller skal du altid angive gevinddybden for at forhindre produktionsproblemer og sikre nøjagtig produktion.
Konklusion
Beherskelse af gevindbearbejdningsteknikker sikrer holdbare gevind af høj kvalitet, som er afgørende for mekaniske samlinger. Producenter kan øge produkternes pålidelighed og ydeevne. Det kan de gøre ved at forstå og bruge de beskrevne metoder.
Udforsk præcision i gevindbearbejdning med os. Kontakt vores eksperter i dag for at løfte din komponentproduktion til det næste niveau.
OFTE STILLEDE SPØRGSMÅL
Hvad er forskellen i hastighed mellem gevindfræsning og gevindskæring?.
Tapping er generelt hurtigere end gevindfræsning. Men gevindfræsere har ekstra kanter. De kompenserer for den reducerede hastighed. Den største forskel mellem gevindfræsning og gevindskæring er snittets glathed. Gevindfræsning skaber glattere og mere jævne snit, mens snit lavet ved gevindskæring er ru og takkede.
Hvor skal tråden placeres?.
Gevind kan placeres næsten hvor som helst på en del, så længe de opfylder kravene til den endelige samling. Hvis der er forhindringer i designet, vil DFM-værktøjet markere det, og det kan være nødvendigt at ændre placeringen af gevindene.
Hvad er det almindelige krav til tråddesign:.
Gevind, der er længere end 0,5 gange hullets diameter, tilfører ikke væsentlig styrke. Derfor bør gevind designes med en maksimal længde på op til tre gange hullets diameter.
Hvad er de tre grundlæggende typer af tråde?
De tre grundlæggende typer af gevind er parallelle (eller lige) gevind, koniske gevind og dry-seal gevind. Parallelle gevind har samme diameter i hele deres længde, som for eksempel Unified Coarse-gevind. Koniske gevind ændrer diameter i længden og bruges ofte i rørfittings. Tørforseglingsgevind er koniske. De er designet til at forsegle samlinger tæt uden tætningsmasse.
Hvad er de fælles maskintråde? .
Maskingevind klassificeres normalt i to typer. UNC (Unified National Coarse) og UNF (Unified National Fine). UNC-gevind er det mest almindelige på bolte, møtrikker og andre fastgørelseselementer.