Vad är gängbearbetning?
Gängbearbetning är en av de viktigaste subtraktiva processerna som används för att skära utvändiga och invändiga gängor av olika storlekar. Denna teknik använder ett verktygs roterande rörelse på det mest känsliga sättet. Verktyget är graderat för att producera de nödvändiga gängorna på cylindrar eller koner. De kan börja på yttre delar som skruvar eller börja invändigt i muttrar.
Gängorna används mest för kopplingsändamål. De hjälper till att göra starka och kompakta fogar i olika delar. Detta liknar hur ett lock på en vattenflaska försluts. Kopplingen gör att rörelsen kan föras vidare. Den ger mekaniska fördelar och omvandlar rotationsrörelser till raka rörelser. Det här ser man hos glidskruvar och jackskruvar. Gängor är viktiga för att tillverka delar som ska sammanfogas. De är också viktiga när man tillverkar delar som ska flyttas.
Huvudparametrar för gänga
Viktiga dimensioner för gängbearbetning
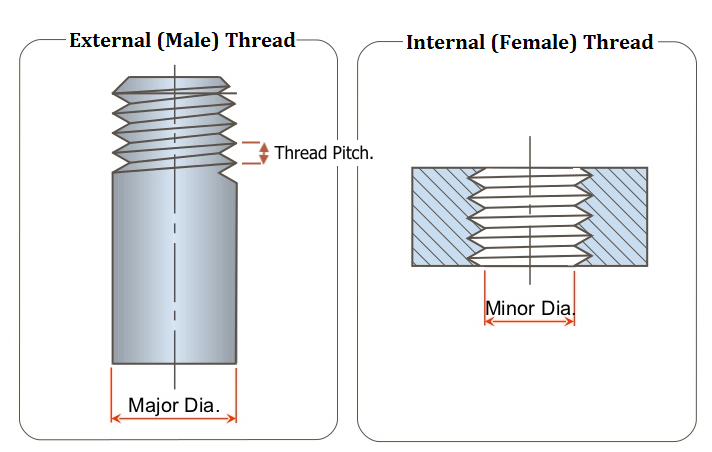
Större och mindre diameter: Huvuddiametern är den största diametern på en utvändig gänga. Den mindre diametern är den minsta diametern på en invändig gänga, även känd som grunddiametern. Båda storlekarna är avgörande. De definierar gängans grundläggande geometri och är avgörande för att kunna koppla ihop med andra komponenter.
Pitchens diameter: Den största diametern är den största av de tre. Den mindre diametern är den minsta. Den används för att fästa gängor. Stigningsdiametern ligger mellan den stora och den lilla diametern. Det är den diameter där bredden över gängorna och avståndet mellan gängorna är densamma.
Geometriska parametrar för trådar
Pitch: Stigning är avståndet mellan punkter på två intilliggande gängor. Det mäts i en riktning som är parallell med skruvens axel. Det avgör hur hårt eller hur långt ifrån varandra gängorna är, vilket i sin tur avgör hur gängorna låses i varandra.
Helixvinkel: Helixvinkeln är vinkeln mellan gängans helix och skruvgängens axel. För raka gängor är det den riktning i vilken gängan roterar runt cylindern eller konen.
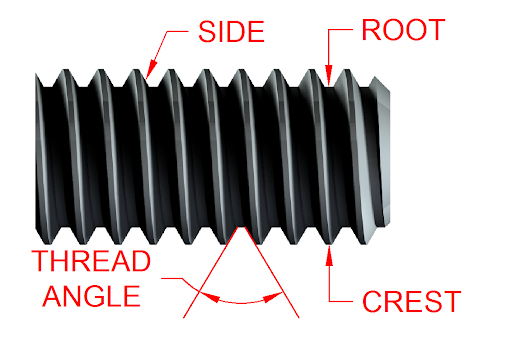
Gängvinkel: Gängvinkeln, som kan anges för gängans typ, är vinkeln mellan de två gängflankerna. Av alla vinklar är den här avgörande för att definiera gängningens lastbärande potential och prestanda.
Fysiska egenskaper hos trådar
Rot: Roten är början på tråden, som definierar trådens struktur från botten och uppåt. Den bestämmer den nödvändiga styrkan och hållbarheten hos själva tråden.
Kam: Kammen är den sista delen av gängan och är mycket viktig för att garantera en korrekt passform för elementet i monteringen. Den får vanligtvis mest uppmärksamhet under efterbearbetningsfasen för att säkerställa hög noggrannhet.
Flank: Flankerna är gängans sidoytor som sammanfogar kammen och roten. De påverkar gängprofilen i hög grad och avgör gängans förmåga att passa och göra en tätning.
Typer av bearbetning av gängor
Enligt den enhetliga gängstandarden kategoriseras den i två huvudtyper av gängor. Dessa är under den enhetliga gängstandarden: Det finns två typer av UNF och UNC som är Unified Fine och Unified Coarse. Dessa standarder utfärdades av ASME. De definierar gänggeometrierna för maskinbearbetning. Dessa standarder hjälper till att skilja mellan de finare och grövre gängstegen. Dessa är avsedda för olika mekaniska delar.
Invändiga gängor
De kallas också för invändiga gängor. De bearbetas till konkava former. Detta görs med hjälp av gängningsverktyg med en enda läpp eller de traditionella gängningshattarna som monteras på gängans huvud. Dessa gängor är mycket viktiga för applikationer där skruvar krävs. De tillverkas med hand- eller maskinkranar. Det finns invändiga gängor i komponenterna. Man måste vara mycket nära, som i bilar och flygplan.
Externa trådar
Utvändiga gängor är gängade på den yttre periferin av skruvar, bultar och pinnbultar. Utvändiga gängor tillverkas oftast med hjälp av en svarv eller en rund matris. Verktyget är fäst vid en stationär verktygsskiva. Det beror på detaljen och hur mycket gängning som behövs för tillämpningen. Gängor som sitter på skruvens utsida är avgörande i fästprocessen. De är avsedda att skruvas in i invändiga gängor för att hålla ihop delar på ett snyggt sätt.
Vid gängbearbetning används många verktyg. Exempelvis används gängtappar för att skapa invändiga gängor, medan en matris skapar utvändiga gängor. Valet av verktyg avgörs av typen av gänga och det material som används i detaljen. Detta gör det möjligt att få korrekta gängor och rätt passform vid montering.

Hur skär man en bearbetningsgänga?
Först och främst bör du samla in nödvändig utrustning. Säkerhetsåtgärder, t.ex. skyddsglasögon, krävs för att utföra invändiga gängor. Du behöver också en låd- och pelarborr för maskinkranar. Du behöver en gängtappsnyckel som kan justeras för handgängade gängtappar. Du behöver en invändig gängtapp, en spiralborr och en 90-graders försänkare. För utvändiga gängor behöver du en fil, ett skärstål, en skruvmejsel med platt spets, en rund matris, ett skruvstäd för att hålla fast arbetsstycket och skärspray.
Steg för skärning av invändiga gängor
- Bestäm den önskade storleken på hålet som tråden ska skäras i.
- För att få kärnhålets diameter måste gängdiametern minskas med gängsteget.
- Slå mot centrum med kraft och gör sedan ett pilothål med hjälp av spiralborren.
- Forma en avfasning i kärnhålet med en försänkning på 90 grader.
- Gänga kranen genom att vrida den medurs in i hålet och använd krannyckeln för att skära av gängan.
Steg för skärning av utvändiga gängor:
- Rundstavens kanter ska vara filade.
- Gänga stången och fasa av den i 45 graders vinkel så att avfasningen är större än gängan.
- Placera rundmatrisen i ett matrislager och se till att den är ordentligt fastspänd så att den inte rör sig.
- Utöva ett kraftigt tryck på stången vid gängning och kapning av gängan.
- Använd skärsprayer för att förbättra detaljens ytfinish.
Metoder för att skära en bearbetningsgänga
Tappningsmetod

Gängtappning används oftast vid tillverkning av invändiga gängor. Det innebär att man använder en gängtapp som har samma diameter som det hål som har borrats i förväg. Denna metod är också snabb och billig. Den lämpar sig väl för hål med låg noggrannhet och liten diameter jämfört med borrningsprocessen. Gängtappning används på ett grundläggande sätt i konstruktionen, vilket minimerar tidsslöseri och ökar produktiviteten. Vi använder flexibla gängtappningstekniker med flexibla gängbackar. De balanserar variationerna i matning och spindelhastighet som kan uppstå på grund av arbetsstyckets material och dess egenskaper. Detta ger större precision.
Gängfräsning

Gängfräsning kan användas på invändiga och utvändiga gängor. Vid denna typ av bearbetning används en fräs som måste styras längs x-, y- och z-axlarna i ett spiralmönster. Denna metod möjliggör en stor variation av gängstorlekar och är särskilt lämplig för precisionsdetaljer. Gängfräsning kännetecknas av hög hastighet, hög noggrannhet och effektiv skärning och är därför lämplig för stora gängor. Fräsverktygen kan ha komplexa skäreggar av hårda legeringar som kan utföra flera funktioner, vilket eliminerar behovet av andra verktyg. Det resulterar också i gängor med en slät yta som är fri från vassa kanter eller grader. Den är lämplig för tunnväggiga strukturer, blindhål och icke roterande komponenter.
CNC-gängning på svarvar
CNC-svarvar är lämpliga för gängning. de rekommenderas för användning. De är exakta när det gäller att producera många gängtyper och stigningar. Dessa tekniker inkluderar enpunktsgängning och styv gängtappning. De använder verktyg som har vissa egenskaper eller parametrar. Dessa profiler motsvarar utformningen av gängan på arbetsstycket. Vid styv gängtappning, å andra sidan, dras gängtappen åt med en fjäderchuck. Verktygsmaskinen har också möjlighet att styra spindelmatningen och hastigheten för standardiseringsändamål. Denna metod är mycket effektiv när det gäller att öka produktiviteten och samtidigt minska tillverkningskostnaderna.
Slipning av gängor
Denna metod lämpar sig för härdade arbetsstycken som kräver hög precision i slutprodukten. Vid slipning används slipskivor. Den kan fixeras på ett sätt som gör att den kan anpassas till olika gängstorlekar. Detta är idealiskt för att skapa skruvar, mätare och andra känsliga gängade komponenter som kräver höga noggrannhetsnivåer. Gängslipning kan ge en mycket bra ytfinish och snäva toleranser. Vi använder slipskivor för enlinjeslipning och flerlinjeslipning. Multi-line slipning klassificeras i cut-in typ och longitudinell typ. Den longitudinella metoden har en smal slipskiva. Den är mindre i storlek än gängan och vanligtvis mindre än gängans tjocklek. Det tar flera cykler att komma till önskad storlek på produkten.
Stansning av gängor
Stansning är en annan populär metod för skärning av utvändiga gängor. Det är en ekonomisk och snabb process som lämpar sig för massproduktion och ger måttlig noggrannhet. Gängskär finns i olika former, inklusive botten- eller runddelade och justerbara skär. Bottenbrickor används för startgängor, medan justerbara brickor möjliggör olika grader av passform.
Förberedelser och beräkningar för gängbearbetning
Förberedelserna är viktiga. Innan du börjar gänga ska du ta reda på den mindre diametern för invändiga gängor. Hitta cylinderdiametern för utvändiga gängor. Formeln är D = N – S, där N är den nominella diametern och S är gängsteget. Att bestämma rätt diameter är avgörande för att säkerställa korrekt gängning.
Det är också viktigt att beräkna rotationshastigheten för borrning och håldjupet. Skärhastigheten, som betecknas V, varierar beroende på det bearbetade materialet. Formeln för att beräkna skärhastigheten är V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, där D är diametern och det är spindelvarvtalet i varv/min. Använd skärolja för stål, sprit för aluminiumlegeringar och petroleum- eller rapsolja för krom-nickellegeringar. Efter borrning, avlägsna spånor och överflödigt material med tryckluft eller en mjuk borste.
Tips för maskinbearbetning av gänga

Standardisering och kompatibilitet
- Använd standardgängor:De är kostnadseffektiva, enkla att tillverka och i stor utsträckning kompatibla med leverantörer.
- Implementera standardmått: Implementera standardmått och -former för gängor för enkel produktion och utbytbarhet och för att undvika produktionsförseningar och förvirring.
Tekniker för gängbearbetning
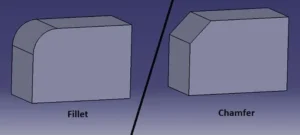
- Avfasning och försänkning: Inkludera en avfasning på utvändiga gängändar för att underlätta montering och sprida spänningskoncentrationer. Avsluta invändiga gängor med en försänkning för att minska spänningskoncentrationer.
- Plan yta och inriktning: Se till att trådstarten har en plan yta som är inriktad mot den centrala axeln för korrekt inriktning.
- Öka väggtjockleken: Öka väggtjockleken på rördelar för att motstå tryck under formning eller skärning och förbättra styrka och hållbarhet.
- Företräda gängor med lägre höjd: Föredra gängor med lägre höjd om det inte finns några specifika krav på gängorna för att förbättra robustheten och minska sannolikheten för avskalning.
- Gör trådavlastning: Se till att gängorna avlastas för att förhindra att yttergängorna sammanfaller med intilliggande gängskuldror.
Överväganden om design
- Kortare gänglängder: Kortare gänglängder förbättrar funktionaliteten och detaljernas ingrepp.
- Inkludera avfasningar: Inkludera avfasningar i ändarna på utvändiga gängor för att underlätta monteringen, särskilt för delar som ofta monteras och demonteras.
- Ange gängdjup för blindhål: För blindhål ska du alltid ange gängdjupet för att förhindra tillverkningsproblem och säkerställa korrekt produktion.
Slutsats
Att behärska gängbearbetningstekniker säkerställer högkvalitativa, hållbara gängor som är avgörande för mekaniska enheter. Tillverkare kan öka produkternas tillförlitlighet och prestanda. Det kan de göra genom att förstå och använda de beskrivna metoderna.
Utforska precision i gängbearbetning med oss. Kontakta våra experter idag för att lyfta din komponenttillverkning till nästa nivå.
VANLIGA FRÅGOR
Vad är skillnaden i hastighet mellan gängfräsning och gängtappning?
Gängtappning går i allmänhet snabbare än gängfräsning. Gängfräsmaskiner har dock extra kanter. De kompenserar för den lägre hastigheten. Den största skillnaden mellan gängfräsning och gängtappning är skärets jämnhet. Gängfräsning ger jämnare och jämnare snitt, medan snitt som görs genom gängtappning är grova och ojämna.
Var ska tråden placeras?
Gängor kan placeras nästan var som helst på en detalj så länge de uppfyller kraven för den slutliga monteringen. Om det finns hinder i konstruktionen kommer DFM-verktyget att flagga för det, och placeringen av gängorna kan behöva ändras.
Vilka är de vanligaste kraven på tråddesign:
Gängor som är längre än 0,5 gånger hålets diameter tillför inte någon betydande styrka. Därför bör gängor utformas med en maximal längd på upp till tre gånger håldiametern.
Vilka är de tre grundläggande typerna av trådar?
De tre grundläggande typerna av gängor är parallella (eller raka) gängor, avsmalnande gängor och torrförseglingsgängor. Parallella gängor har samma diameter längs hela sin längd, t.ex. Unified Coarse-gängor. Koniska gängor ändrar diameter längs sin längd och används ofta i rörkopplingar. Gängor med torr tätning är avsmalnande. De är utformade för att täta fogar utan tätningsmassa.
Vilka är de vanliga maskintrådarna?
Maskingängor klassificeras vanligtvis i två typer. UNC (Unified National Coarse) och UNF (Unified National Fine). UNC-gängor är de vanligaste på bultar, muttrar och andra fästelement.