Co je to obrábění závitů?
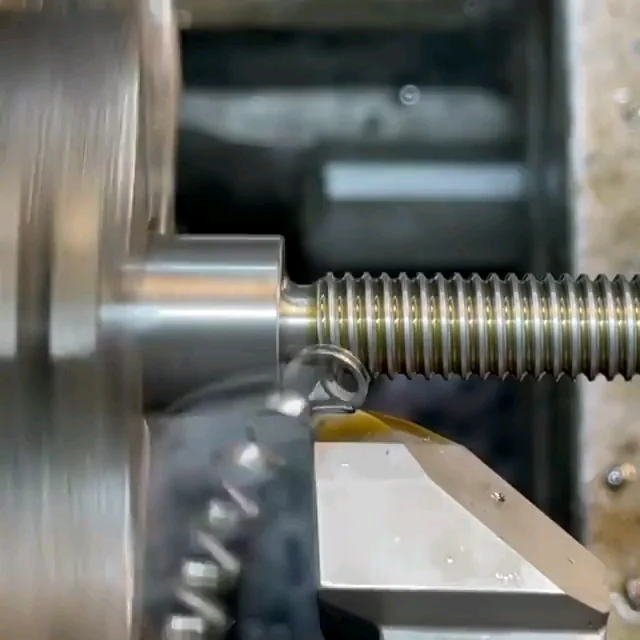
Obrábění závitů je jedním z nejdůležitějších subtraktivních procesů používaných k řezání vnějších a vnitřních závitů různých velikostí. Tato technika využívá rotační pohyb nástroje tím nejjemnějším způsobem. Nástroj je odstupňován tak, aby vytvářel požadované závity na válcích nebo kuželech. Mohou začínat na vnějších součástech, jako jsou šrouby, nebo mohou začínat uvnitř matic.
Závity se většinou používají pro spojovací účely. Pomáhají při vytváření pevných a kompaktních spojů různých dílů. Je to podobné, jako když se uzavírá víčko na láhvi s vodou. Toto spojení umožňuje předávání pohybu. Poskytuje mechanické výhody a převádí rotační pohyb na přímočarý pohyb. To se projevuje u olověných šroubů a zvedacích šroubů. Závity jsou důležité při výrobě dílů, které je třeba spojit. Jsou také klíčové při výrobě dílů, které se musí pohybovat.
Hlavní parametry pro vlákno
Klíčové rozměry obrábění závitů
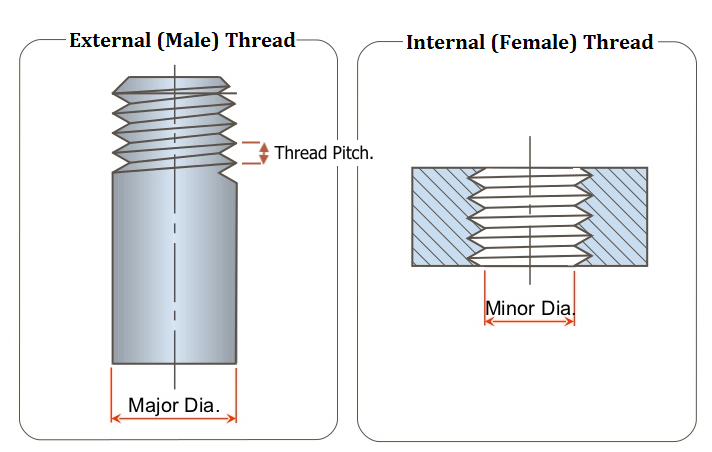
Větší a menší průměry: Hlavní průměr je největší průměr vnějšího závitu. Menší průměr je nejmenší průměr vnitřního závitu, známý také jako základní průměr. Oba rozměry jsou rozhodující. Definují základní geometrii závitu a jsou zásadní pro spojení s dalšími součástmi.
Průměr rozteče: Hlavní průměr je největší ze tří. Menší průměr je nejmenší. Používá se k zařezávání závitů. Stoupací průměr spadá mezi hlavní a vedlejší průměr. Je to průměr, na kterém je šířka přes závity a mezera mezi závity stejná.
Geometrické parametry vláken
Pitch: Stoupání je vzdálenost mezi body na dvou sousedních vláknech. Měří se ve směru rovnoběžném s osou šroubu. Určuje, do jaké míry jsou závity těsné nebo jak daleko od sebe, což následně určuje, jak se závity vzájemně blokují.
Úhel šroubovice: Úhel šroubovice je úhel mezi šroubovicí závitu a osou závitu. U přímých závitů je to směr, ve kterém se závit otáčí kolem válce nebo kužele.
Úhel závitu: Úhel závitu, který může být uveden u typu závitu, je úhel mezi dvěma boky závitu. Ze všech úhlů je tento úhel rozhodující pro určení nosného potenciálu a výkonu závitu.
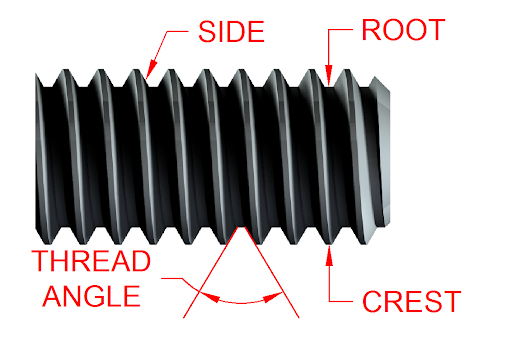
Fyzikální vlastnosti nití
Kořen: Kořen je začátek vlákna, který definuje strukturu vlákna zdola nahoru. Určuje potřebnou pevnost a trvanlivost samotné nitě.
Crest: Hřeben je závěrečnou částí závitu a je velmi důležitý pro zajištění správného uložení prvku v sestavě. Obvykle se mu věnuje největší pozornost ve fázi dokončování, aby byla zajištěna vysoká přesnost.
Bok: Boční strany jsou boční plochy vlákna, které spojují hřeben a kořen. Výrazně ovlivňují profil závitu a určují schopnost závitu přiléhat a těsnit.
Typy obráběcích závitů
Podle jednotných standardů pro vlákna se dělí na dva hlavní typy vláken. Ty spadají pod sjednocený standard vláken: Jsou to dva typy UNF a UNC: Unified Fine a Unified Coarse. Tyto normy vydala ASME. Definují geometrii závitů pro obrábění. Tyto normy pomáhají rozlišovat mezi jemnějšími a hrubšími stoupáními závitů. Jsou určeny pro různé mechanické součásti.
Vnitřní závity
Označují se také jako ženské závity. Obrábějí se do konkávních tvarů. K tomu se používají jednolisté závitovací nástroje nebo tradiční závitové krytky nasazené na hlavách závitů. Tyto závity jsou velmi důležité pro aplikace, kde jsou vyžadovány šrouby. Vyrábějí se pomocí ručních nebo strojních závitníků. V součástech jsou vnitřní závity. Jeden musí být velmi těsný, jako například v automobilech a letadlech.
Vnější závity
Vnější závity, známé také jako vnější závity, jsou závity na vnějším obvodu šroubů, svorníků a svorníků. Vnější závity se většinou vyrábějí pomocí soustruhu nebo kruhové matrice. Zápustka je připevněna k nepohyblivému matrici. Záleží na dílu a na rozsahu záběru závitu, který je pro danou aplikaci potřebný. Závity, které jsou na vnějším povrchu šroubu, jsou v procesu upevňování rozhodující. Jsou určeny k zašroubování do vnitřních závitů, aby díly pěkně držely pohromadě.
Při obrábění závitů se používá mnoho nástrojů. Například závitníky se používají k vytváření vnitřních závitů, zatímco matrice vytváří vnější závity. Výběr nástroje se řídí typem závitu a materiálem použitým v dílu. Díky tomu je možné získat správné závity a správné uložení při montáži.

Jak řezat obráběcí závit?
Nejprve byste měli shromáždit potřebné vybavení. Pro provádění vnitřních závitů jsou nutné bezpečnostní prostředky, například ochranné brýle. Potřebujete také skříňovou a sloupovou vrtačku pro strojní závitníky. Pro ruční závitníky potřebujete nastavitelný závitový klíč. Potřebujete vnitřní závitník, spirálový vrták a záhlubník 90 stupňů. Pro vnější závity si shromážděte pilník, matrici, plochý šroubovák, kulatou matrici, svěrák k uchycení obrobku a řezný sprej.
Kroky řezání vnitřních závitů
- Rozhodněte se pro požadovanou velikost otvoru, do kterého bude závit vyříznut.
- Průměr jádrové díry se získá zmenšením průměru závitníku o stoupání závitu.
- Udeřte silou do středu a poté udělejte pilotní otvor pomocí otočného vrtáku.
- V otvoru pro jádro vytvořte zkosení se zahloubením 90 stupňů.
- Závitník zavrtejte do otvoru otáčením ve směru hodinových ručiček pomocí závitořezného klíče, aby se závit zkrátil.
Kroky řezání vnějších závitů:
- Hrany kulaté tyče by měly být opilovány.
- Tyč navlékněte a zkoste pod úhlem 45 stupňů tak, aby zkosení bylo větší než závit.
- Umístěte kulatou matrici do matrice a ujistěte se, že je pevně upnuta, aby se nepohybovala.
- Při závitování a řezání závitu vyvíjejte na tyč silný tlak.
- Použijte řezné spreje ke zlepšení kvality povrchu dílu.
Metody řezání obráběcího závitu
Metoda poklepávání

Závitování se nejčastěji používá při výrobě vnitřních závitů. Používá se závitník o stejném průměru, jako je průměr vyvrtaného otvoru. Tato metoda je také rychlá a levná. Je vhodná pro otvory s malou přesností a malým průměrem ve srovnání s vrtáním. Závitníky se používají v základním provedení, čímž se minimalizují časové ztráty a zvyšuje produktivita. Používáme flexibilní techniky závitování s pružnými závitníkovými čelistmi. Vyrovnávají změny posuvu a otáček vřetena, které mohou nastat v důsledku materiálu obrobku a jeho vlastností. Tím je zajištěna větší přesnost.
Frézování závitů

Frézování závitů lze použít na vnitřní i vnější závity. Při tomto typu obrábění se používá fréza, která musí být vedena podél os x, y a z ve spirálovém vzoru. Tato metoda umožňuje širokou škálu velikostí závitů a je vhodná zejména pro přesné díly. Frézování závitů se vyznačuje vysokou rychlostí, vysokou přesností a efektivním řezáním, a proto je vhodné pro velké závity. Frézovací nástroje mohou mít složité řezné hrany z tvrdých slitin schopných plnit několik funkcí, čímž odpadá potřeba dalších nástrojů. Výsledkem jsou také závity s hladkým povrchem bez ostrých hran a otřepů. Je vhodná pro tenkostěnné konstrukce, slepé otvory a nerotační součásti.
CNC závitování na soustruzích
CNC soustruhy jsou vhodné pro řezání závitů. doporučují se pro použití. Jsou přesné při výrobě mnoha typů závitů a stoupání. Mezi tyto techniky patří jednobodové závitování a tuhé závitování. Používají nástroje, které mají určité vlastnosti nebo parametry. Tyto profily odpovídají provedení závitu na obrobku. Tuhé závitování naproti tomu zahrnuje utahování závitníku pomocí pružinového sklíčidla. Obráběcí stroj má také možnost řídit posuv a otáčky vřetena pro účely standardizace. Tato metoda je velmi účinná při zvyšování produktivity a zároveň snižuje výrobní náklady.
Broušení závitů
Tato metoda je vhodná pro kalené obrobky, které vyžadují vysokou přesnost konečného výrobku. Při broušení se používají brusné kotouče. Lze je upevnit způsobem, který umožňuje přizpůsobit se různým velikostem závitů. To je ideální pro vytváření šroubů, měřidel a dalších jemných závitových součástí, které vyžadují vysokou přesnost. Broušení závitů může zajistit velmi dobrou kvalitu povrchu a těsnou toleranci. Používáme jednořadé a víceřadé brusné kotouče. Víceřádkové broušení se dělí na typ řezání a typ podélného broušení. Podélný způsob má úzký brusný kotouč. Je menší než závit a obvykle menší než tloušťka závitu. Trvá několik cyklů, než se dosáhne požadované velikosti výrobku.
Vysekávání závitů
Další oblíbenou metodou řezání vnějších závitů je vysekávání. Jedná se o ekonomický a rychlý proces vhodný pro hromadnou výrobu, který poskytuje střední přesnost. Závitníky se dodávají v různých formách, včetně spodních nebo kulatých dělených a nastavitelných závitníků. Spodní raznice se používají pro počáteční závity, zatímco nastavitelné raznice umožňují různé stupně uložení.
Příprava a výpočet pro obrábění závitů
Klíčová je příprava. Před zahájením závitování zjistěte menší průměr vnitřního závitu. U vnějších závitů zjistěte průměr válce. Vzorec je D = N – S, kde N je jmenovitý průměr a S je stoupání závitu. Určení správného průměru je nezbytné pro zajištění přesného závitování.
Důležité je také vypočítat rychlost otáčení pro vrtání a hloubku otvoru. Řezná rychlost, označovaná jako V, se mění v závislosti na obráběném materiálu. Vzorec pro výpočet řezné rychlosti je V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, kde D je průměr a je to rychlost vřetena v otáčkách za minutu. Pro ocel použijte řezný olej, pro hliníkové slitiny líh a pro chrom-niklové slitiny petrolej nebo řepkový olej. Po vrtání odstraňte třísky a přebytečný materiál pomocí stlačeného vzduchu nebo měkkého kartáče.
Tipy pro obrábění závitů

Standardizace a kompatibilita
- Používejte standardní velikosti závitů:Jsou nákladově efektivní, snadno se vyrábějí a jsou široce kompatibilní s dodavateli.
- Zavedení standardních rozměrů: Zavedení standardních rozměrů a tvarů závitů pro snadnou výrobu a zaměnitelnost a pro zamezení zpoždění a zmatků ve výrobě.
Techniky obrábění závitů
- Fazeta a záhlubník: Pro usnadnění montáže a rozptýlení koncentrace napětí se na koncové díly s vnějším závitem dodává fazeta. Vnitřní závity zakončete záhlubníkem, abyste snížili koncentraci napětí.
- Plochý povrch a zarovnání: Pro přesné zarovnání zajistěte, aby měl počáteční konec nitě plochý povrch, který je v souladu se středovou osou.
- Zvětšení tloušťky stěny: Zvětšení tloušťky stěny trubkových dílů, aby odolaly tlaku při tváření nebo řezání a zvýšily pevnost a odolnost.
- Přednostní závity s nižší výškou: V případě, že nejsou dány žádné specifické požadavky na závity, upřednostněte závity s nižší výškou, abyste zvýšili robustnost a snížili pravděpodobnost odizolování.
- Zajistěte úlevu od nití: Zajištění odlehčení závitu, aby se vnější závity neshodovaly s rameny sousedních závitů.
Úvahy o návrhu
- Krátké délky závitů: Kratší délky závitů zlepšují funkčnost a záběr dílů.
- Zapojte úkosy: Na konce vnějších závitů zapojte úkosy, které usnadní montáž, zejména u často montovaných a demontovaných dílů.
- Zadejte hloubku závitu pro slepé otvory: U slepých otvorů vždy zadejte hloubku závitu, abyste předešli výrobním problémům a zajistili přesnou výrobu.
Závěr
Zvládnutí technik obrábění závitů zajišťuje vysoce kvalitní a trvanlivé závity, které jsou pro mechanické sestavy klíčové. Výrobci mohou zvýšit spolehlivost a výkonnost svých výrobků. Mohou toho dosáhnout pochopením a používáním uvedených metod.
Prozkoumejte s námi přesnost při obrábění závitů. Obraťte se na naše odborníky ještě dnes a pozvedněte svou výrobu součástek na vyšší úroveň.
ČASTO KLADENÉ DOTAZY
Jaký je rozdíl v rychlosti frézování závitů a závitování?
Závitování je obecně rychlejší než frézování závitů. Frézky na závity však mají další hrany. Ty kompenzují sníženou rychlost. Hlavním rozdílem mezi frézováním závitů a závitováním je hladkost řezu. Frézování závitů vytváří hladší a rovnoměrnější řezy, zatímco řezy prováděné závitováním jsou hrubé a zubaté.
Kde by mělo být vlákno umístěno?
Závity lze umístit téměř kdekoli na dílu, pokud vyhovují potřebám konečné sestavy. Pokud se v návrhu vyskytnou překážky, nástroj DFM je označí a umístění závitů může být nutné změnit.
Jaký je běžný požadavek na návrh vlákna:
Závity delší než 0,5násobek průměru otvoru nepřidávají na pevnosti. Proto by se závity měly navrhovat s maximální délkou do trojnásobku průměru otvoru.
Jaké jsou tři základní typy vláken?
Tři základní typy závitů jsou paralelní (neboli přímé) závity, kuželové závity a závity se suchým těsněním. Rovnoběžné závity mají po celé délce stejný průměr, jako např. závity Unified Coarse. Kuželové závity mění průměr po celé délce a často se používají v potrubních tvarovkách. Závity se suchým těsněním jsou kuželové. Jsou určeny k těsnému utěsnění spojů bez použití těsnicích hmot.
Jaké jsou společné strojové nitě?
Strojní nitě se obvykle dělí na dva typy. UNC (Unified National Coarse) a UNF (Unified National Fine). Závity UNC jsou nejběžnější na šroubech, maticích a dalších spojovacích prvcích.