Čo je to obrábanie závitov?
Obrábanie závitov je jedným z najdôležitejších subtraktívnych procesov, ktorý sa používa na rezanie vonkajších a vnútorných závitov rôznych veľkostí. Táto technika využíva rotačný pohyb nástroja tým najjemnejším spôsobom. Nástroj je odstupňovaný tak, aby sa na valcoch alebo kužeľoch vytvorili požadované závity. Môžu sa začať na vonkajších častiach, ako sú skrutky, alebo sa môžu začať vnútorne v maticiach.
Závity sa väčšinou používajú na spojovacie účely. Pomáhajú pri vytváraní pevných a kompaktných spojov rôznych častí. Je to podobné, ako keď sa uzatvára uzáver na fľaši s vodou. Toto spojenie umožňuje prenášať pohyb ďalej. Poskytuje mechanické výhody a premieňa rotačný pohyb na priamočiary pohyb. To sa prejavuje pri olovených skrutkách a skrutkách so zdvihákom. Závity sú nevyhnutné pri výrobe dielov, ktoré sa musia spájať. Sú tiež kľúčové pri výrobe dielov, ktoré sa musia pohybovať.
Hlavné parametre pre vlákno
Kľúčové rozmery obrábania závitov
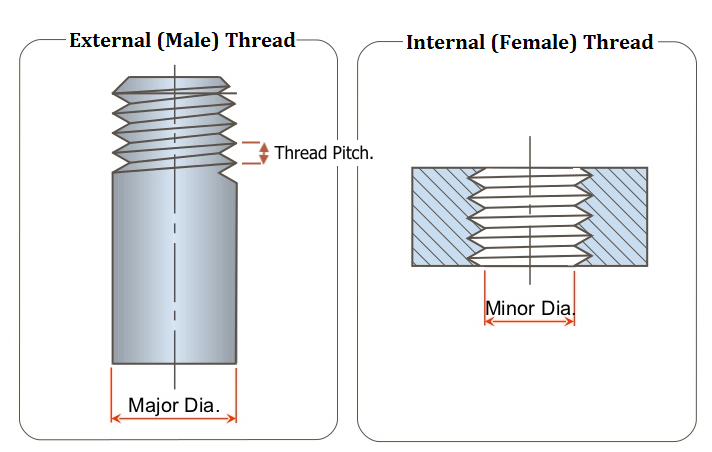
Väčšie a menšie priemery: Hlavný priemer je najväčší priemer vonkajšieho závitu. Menší priemer je najmenší priemer vnútorného závitu, známy aj ako základný priemer. Oba rozmery sú rozhodujúce. Určujú základnú geometriu závitu a sú nevyhnutné na spojenie s inými komponentmi.
Priemer rozstupu: Hlavný priemer je najväčší z troch. Menší priemer je najmenší. Používa sa na zapichovanie závitov. Rozstupový priemer spadá medzi hlavný a vedľajší priemer. Je to priemer, pri ktorom je šírka cez závity a medzera medzi závitmi rovnaká.
Geometrické parametre vlákien
Pitch: Stupeň je vzdialenosť medzi bodmi na dvoch susedných vláknach. Meria sa v smere rovnobežnom s osou skrutky. Určuje stupeň utiahnutia alebo vzdialenosti závitov od seba, čo následne definuje spôsob vzájomného prepojenia závitov.
Uhol špirály: Uhol špirály je uhol medzi špirálou závitu a osou závitu. Pri priamych závitoch je to smer, v ktorom sa závit otáča okolo valca alebo kužeľa.
Uhol závitu: Uhol závitu, ktorý môže byť uvedený pri type závitu, je uhol medzi dvoma bokmi závitu. Zo všetkých uhlov je práve tento rozhodujúci pre definovanie potenciálu nosnosti a výkonu závitu.
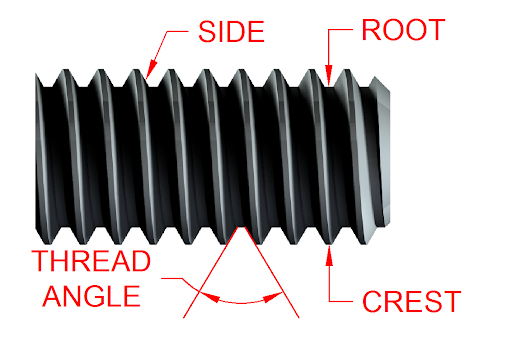
Fyzikálne vlastnosti nití
Koreň: Koreň je začiatok vlákna, ktorý definuje štruktúru vlákna zdola nahor. Určuje potrebnú pevnosť a odolnosť samotnej nite.
Crest: Hrebeň je záverečná časť závitu a je veľmi dôležitý, aby sa zaručilo správne uloženie prvku v zostave. Zvyčajne sa mu venuje najväčšia pozornosť vo fáze dokončovania, aby sa zabezpečila vysoká presnosť.
Bok: Bočné strany sú bočné plochy vlákna, ktoré spájajú hrebeň a koreň. Výrazne ovplyvňujú profil závitu a určujú schopnosť závitu priliehať a utesňovať.
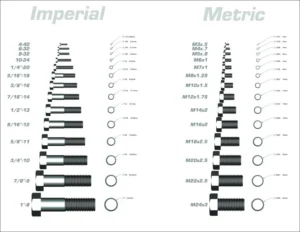
Typy obrábacích závitov
Podľa jednotných noriem pre vlákna sa rozdeľujú na dva hlavné typy vlákien. Tieto sú v rámci zjednotenej normy pre vlákna: Existujú dva typy UNF a UNC, ktoré sú Unified Fine a Unified Coarse. Tieto normy vydala ASME. Definujú geometriu závitov na obrábanie. Tieto normy pomáhajú rozlišovať medzi jemnejšími a hrubšími rozstupmi závitov. Sú určené pre rôzne mechanické časti.
Vnútorné závity
Označujú sa aj ako ženské vlákna. Sú opracované do konkávnych tvarov. Vyrába sa to pomocou jednolipových závitorezných nástrojov alebo tradičných závitorezných uzáverov nasadených na hlavy závitov. Tieto závity sú veľmi dôležité pre aplikácie, kde sa vyžadujú skrutky. Vyrábajú sa pomocou ručných alebo strojových závitníkov. V súčiastkach sa nachádzajú vnútorné závity. Jeden musí byť veľmi tesný, ako napríklad v automobiloch a lietadlách.
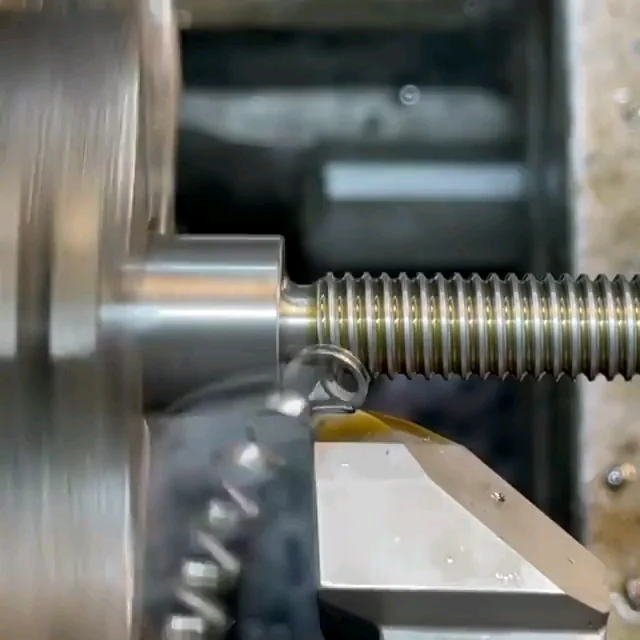
Externé vlákna
Vonkajšie závity, známe aj ako vonkajšie závity, sú závity na vonkajšom obvode skrutiek, skrutiek a svorníkov. Vonkajšie závity sa väčšinou vyrábajú pomocou sústruhu alebo kruhovej matrice. Matrica je pripevnená k nepohyblivej matrici. Závisí to od súčiastky a rozsahu záberu závitu potrebného pre danú aplikáciu. Závity, ktoré sú na vonkajšom povrchu skrutky, sú v procese upevňovania rozhodujúce. Sú určené na zaskrutkovanie do vnútorných závitov, aby diely pekne držali pohromade.
Pri obrábaní závitov sa používa mnoho nástrojov. Napríklad závitníky sa používajú na vytváranie vnútorných závitov, zatiaľ čo matrica vytvára vonkajšie závity. Výber nástroja závisí od typu závitu a materiálu použitého v súčiastke. To umožňuje získať správne závity a správne uloženie pri montáži.

Ako rezať závit na obrábanie?
Najskôr by ste si mali zaobstarať potrebné vybavenie. Na vykonávanie vnútorných závitov sú potrebné bezpečnostné opatrenia, napríklad ochranné okuliare. Potrebujete tiež skriňový a stĺpový vrták na strojové závitníky. Na ručné závitníky potrebujete závitníkový kľúč, ktorý sa nastavuje. Potrebujete vnútorný závitník, otočný vrták a 90-stupňový záhlbník. Na vonkajšie závity si zaobstarajte pilník, matricu, skrutkovač s plochým hrotom, okrúhlu matricu, zverák na uchopenie obrobku a rezný sprej.
Kroky rezania vnútorných závitov
- Rozhodnite sa pre požadovanú veľkosť otvoru, do ktorého bude závit vyrezaný.
- Ak chcete získať priemer jadrového otvoru, priemer závitníka sa musí zmenšiť o stúpanie závitu.
- Silou udrite do stredu a potom urobte pilotný otvor pomocou skrutkovacieho vrtáka.
- V jadrovom otvore vytvorte skosenie so záhlbom 90 stupňov.
- Závitník naskrutkujte otáčaním v smere hodinových ručičiek do otvoru pomocou závitorezného kľúča, aby ste odstrihli závit.
Kroky rezania vonkajších závitov:
- Hrany okrúhlej tyče by mali byť opilované.
- Závit tyče zrazte pod uhlom 45 stupňov tak, aby bol zraz väčší ako závit.
- Umiestnite okrúhlu matricu do matrice a uistite sa, že je pevne upnutá, aby sa nepohybovala.
- Pri zavádzaní a rezaní závitu vyvíjajte na tyč silný tlak.
- Na zlepšenie povrchovej úpravy dielu použite rezné spreje.
Metódy rezania obrábacieho závitu
Metóda poklepania

Závitovanie sa najčastejšie používa pri výrobe vnútorných závitov. Ide o použitie závitníka s rovnakým priemerom, aký má predtým vyvŕtaná diera. Táto metóda je tiež rýchla a lacná. V porovnaní s vŕtaním je vhodná na otvory s nízkou presnosťou a malým priemerom. Závitníky sa pri návrhu používajú základným spôsobom, čím sa minimalizujú časové straty a zvyšuje sa produktivita. Používame flexibilné techniky závitovania s flexibilnými závitovými čeľusťami. Vyvažujú zmeny posuvu a otáčok vretena, ktoré môžu nastať v dôsledku materiálu obrobku a jeho vlastností. Tým sa zabezpečuje väčšia presnosť.
Frézovanie závitov

Frézovanie závitov možno použiť na vnútorné a vonkajšie závity. Pri tomto type obrábania sa používa fréza, ktorá musí byť vedená pozdĺž osí x, y a z v špirálovom vzore. Táto metóda umožňuje širokú škálu rozmerov závitov a je vhodná najmä na presné diely. Frézovanie závitov sa vyznačuje vysokou rýchlosťou, vysokou presnosťou a efektívnym rezaním, a preto je vhodné na veľké závity. Frézovacie nástroje môžu mať zložité rezné hrany vyrobené z tvrdých zliatin schopných plniť niekoľko funkcií, čím sa eliminuje potreba iných nástrojov. Výsledkom sú tiež závity s hladkým povrchom a bez akýchkoľvek ostrých hrán alebo otrepov. Je vhodná pre tenkostenné konštrukcie, slepé otvory a nerotačné súčiastky.
CNC závitovanie na sústruhoch
CNC sústruhy sú vhodné na rezanie závitov. odporúčame ich používať. Sú presné pri výrobe mnohých typov závitov a rozstupov. Medzi tieto techniky patrí jednobodové závitovanie a tuhé závitovanie. Používajú nástroje, ktoré majú určité vlastnosti alebo parametre. Tieto profily zodpovedajú konštrukcii závitu na obrobku. Na druhej strane tuhé závitovanie zahŕňa uťahovanie závitníka pomocou pružinového skľučovadla. Obrábací stroj má tiež možnosť regulovať posuv vretena a otáčky na účely štandardizácie. Táto metóda je veľmi účinná pri zvyšovaní produktivity a zároveň pri znižovaní výrobných nákladov.
Brúsenie vlákien
Táto metóda je vhodná pre kalené obrobky, ktoré vyžadujú vysokú presnosť konečného výrobku. Pri brúsení sa používajú kotúče. Možno ho upevniť spôsobom, ktorý umožňuje prispôsobiť sa rôznym veľkostiam závitov. To je ideálne na vytváranie skrutiek, meradiel a iných jemných závitových súčiastok, ktoré si vyžadujú vysokú úroveň presnosti. Brúsenie závitov môže zabezpečiť veľmi dobrú povrchovú úpravu a úzku toleranciu. Používame jednoriadkové a viacriadkové brúsne kotúče. Viacriadkové brúsenie sa delí na typ s rezom a pozdĺžny typ. Pozdĺžny spôsob má úzky brúsny kotúč. Jeho veľkosť je menšia ako veľkosť závitu a zvyčajne menšia ako hrúbka závitu. Na dosiahnutie požadovanej veľkosti výrobku je potrebných niekoľko cyklov.
Rezanie závitov
Ďalšou obľúbenou metódou rezania vonkajších závitov je vysekávanie. Je to ekonomický a rýchly proces vhodný na hromadnú výrobu, ktorý poskytuje strednú presnosť. Závitorezy sa dodávajú v rôznych formách vrátane spodných alebo okrúhlych delených a nastaviteľných závitorezov. Spodné raznice sa používajú na začiatočné závity, zatiaľ čo nastaviteľné raznice umožňujú rôzne stupne priľnutia.
Príprava a výpočet na obrábanie závitov
Príprava je kľúčová. Pred začatím závitovania zistite menší priemer vnútorného závitu. Pri vonkajších závitoch zistite priemer valca. Vzorec je D = N – S, kde N je menovitý priemer a S je stúpanie závitu. Určenie správneho priemeru je nevyhnutné na zabezpečenie presného závitovania.
Dôležité je tiež vypočítať rýchlosť otáčania pri vŕtaní a hĺbku otvoru. Rezná rýchlosť, označovaná ako V, sa mení v závislosti od obrábaného materiálu. Vzorec na výpočet reznej rýchlosti je V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, kde D je priemer a je to rýchlosť vretena v otáčkach za minútu. Pre oceľ použite rezný olej; pre hliníkové zliatiny použite lieh a pre zliatiny chrómu a niklu použite ropný olej alebo olej z repky. Po vŕtaní odstráňte triesky a prebytočný materiál pomocou stlačeného vzduchu alebo mäkkej kefy.
Tipy na obrábanie závitov

Štandardizácia a kompatibilita
- Používajte štandardné veľkosti závitov:Sú nákladovo efektívne, ľahko sa vyrábajú a sú široko kompatibilné s dodávateľmi.
- Zavedenie štandardných meraní: Zavedenie štandardných meraní a tvarov závitov na uľahčenie výroby a zameniteľnosti a na zabránenie oneskoreniam a zmätkom vo výrobe.
Techniky obrábania závitov
- Fazeta a záhlbník: Zahrňte fazetu na koncoch vonkajších závitov, aby ste uľahčili montáž a rozptýlili koncentrácie napätia. Vnútorné závity ukončite záhlbníkom, aby ste znížili koncentráciu napätia.
- Plochý povrch a zarovnanie: Na presné zarovnanie sa uistite, že začiatočný koniec nite má plochý povrch, ktorý je zarovnaný so stredovou osou.
- Zvýšenie hrúbky steny: Zvýšte hrúbku steny rúrkových dielov, aby odolali tlaku počas tvárnenia alebo rezania a zvýšili pevnosť a odolnosť.
- Využívajte radšej niť s nižšou výškou: Uprednostnite závity s nižšou výškou, ak nie sú dané žiadne špecifické požiadavky na závity, aby sa zlepšila robustnosť a znížila pravdepodobnosť oddeľovania.
- Zabezpečte úľavu od nití: Zabezpečte odľahčenie závitu, aby sa zabránilo tomu, že sa vonkajšie závity budú zhodovať so susednými ramenami závitu.
Úvahy o dizajne
- Krátke dĺžky závitov: Kratšie dĺžky závitov zlepšujú funkčnosť a upevnenie dielov.
- Zapojte skosenie: Na konci vonkajších závitov zapojte skosenie, aby ste uľahčili montáž, najmä v prípade často montovaných a demontovaných dielov.
- Určite hĺbku závitu pre slepé diery: Pri slepých otvoroch vždy určujte hĺbku závitu, aby ste predišli výrobným problémom a zaistili presnú výrobu.
Záver
Zvládnutie techník obrábania závitov zabezpečuje vysokokvalitné a odolné závity, ktoré sú dôležité pre mechanické zostavy. Výrobcovia môžu zvýšiť spoľahlivosť a výkonnosť výrobkov. Môžu to dosiahnuť pochopením a používaním uvedených metód.
Preskúmajte s nami presnosť pri obrábaní závitov. Kontaktujte našich odborníkov ešte dnes a pozdvihnite svoju výrobu komponentov na vyššiu úroveň.
FAQS
Aký je rozdiel v rýchlosti medzi frézovaním závitov a rezaním závitov?
Rezanie závitov je vo všeobecnosti rýchlejšie ako frézovanie závitov. Frézy na závity však majú ďalšie hrany. Vynahradzujú zníženú rýchlosť. Hlavným rozdielom medzi frézovaním závitov a závitovaním je hladkosť rezu. Frézovaním závitov sa vytvárajú hladšie a rovnomernejšie rezy, zatiaľ čo rezy vykonávané závitovaním sú hrubé a zubaté.
Kde by malo byť vlákno umiestnené?
Závity môžu byť umiestnené takmer kdekoľvek na súčiastke, pokiaľ spĺňajú potreby konečnej zostavy. Ak sú v návrhu prekážky, nástroj DFM ich označí a umiestnenie závitov môže byť potrebné zmeniť.
Aká je spoločná požiadavka na návrh vlákna:
Závity dlhšie ako 0,5-násobok priemeru otvoru nepridávajú významnú pevnosť. Preto by sa závity mali navrhovať s maximálnou dĺžkou do trojnásobku priemeru otvoru.
Aké sú tri základné typy vlákien?
Tri základné typy závitov sú paralelné (alebo priame) závity, kužeľové závity a závity so suchým tesnením. Rovnobežné závity majú po celej dĺžke rovnaký priemer, ako napríklad Unified Coarse threads. Kuželové závity menia priemer po celej dĺžke a často sa používajú v potrubných tvarovkách. Závity so suchým tesnením sú kužeľovité. Sú určené na tesné utesnenie spojov bez použitia tesniacich zmesí.
Aké sú spoločné strojové vlákna?
Strojové nite sa zvyčajne delia na dva typy. UNC (Unified National Coarse) a UNF (Unified National Fine). Závity UNC sú najbežnejšie na skrutkách, maticiach a iných spojovacích prvkoch.