Apa yang dimaksud dengan Pemesinan Benang?
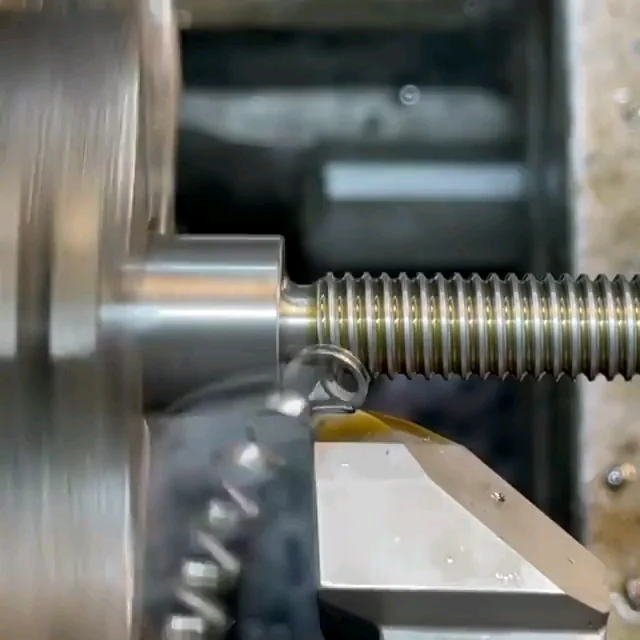
Pemesinan ulir adalah salah satu proses subtraktif terpenting yang digunakan untuk memotong ulir eksternal dan internal dengan ukuran yang berbeda. Teknik ini menggunakan gerakan putar pahat dengan cara yang paling halus. Alat ini bertingkat untuk menghasilkan ulir yang diperlukan pada silinder atau kerucut. Proses ini dapat dimulai dari bagian eksternal seperti sekrup atau dapat dimulai secara internal di dalam mur.
Benang sebagian besar digunakan untuk tujuan penyambungan. Benang-benang ini membantu membuat sambungan yang kuat dan kompak di berbagai bagian. Hal ini mirip dengan cara tutup botol air menutup. Sambungan ini memungkinkan gerakan diteruskan. Ini memberikan keuntungan mekanis dan menerjemahkan gerakan rotasi menjadi gerakan garis lurus. Hal ini terlihat pada sekrup utama dan sekrup dongkrak. Ulir sangat penting dalam membuat bagian yang perlu disambung. Ulir juga merupakan kunci dalam membuat bagian yang perlu dipindahkan.
Parameter Utama untuk Thread
Dimensi Utama Pemesinan Benang
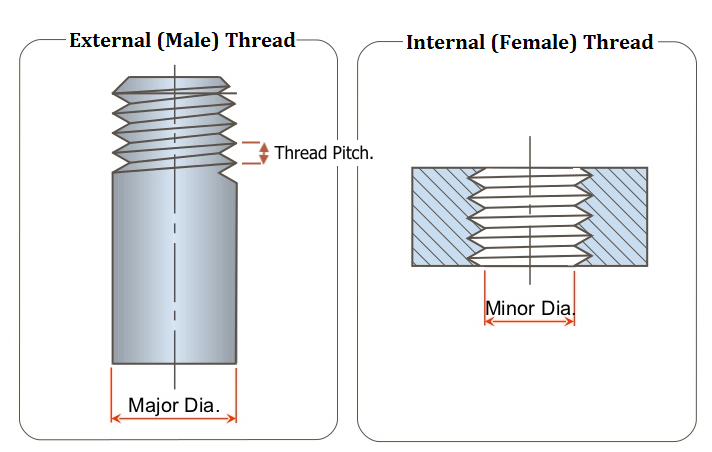
Diameter Mayor dan Minor: Diameter mayor adalah diameter terbesar pada ulir eksternal. Diameter minor adalah diameter terkecil pada ulir internal, yang juga dikenal sebagai diameter dasar. Kedua ukuran tersebut sangat penting. Keduanya menentukan geometri dasar ulir dan sangat penting untuk berinteraksi dengan komponen lain.
Diameter Lapangan: Diameter mayor adalah yang terbesar di antara ketiganya. Diameter minor adalah yang terkecil. Ini digunakan untuk memasang benang. Diameter pitch berada di antara mayor dan minor. Ini adalah diameter di mana lebar di seluruh ulir dan jarak antar ulir sama.
Parameter Geometris Benang
Pitch: Pitch adalah jarak antara titik-titik pada dua ulir yang berdekatan. Ini diukur sepanjang arah yang sejajar dengan sumbu ulir. Hal ini menentukan tingkat seberapa rapat atau seberapa jauh jarak ulir, yang pada gilirannya menentukan bagaimana ulir saling mengunci.
Sudut Heliks: Sudut heliks adalah sudut antara heliks ulir dan sumbu ulir sekrup. Untuk ulir lurus, ini adalah arah di mana ulir berputar di sekitar silinder atau kerucut.
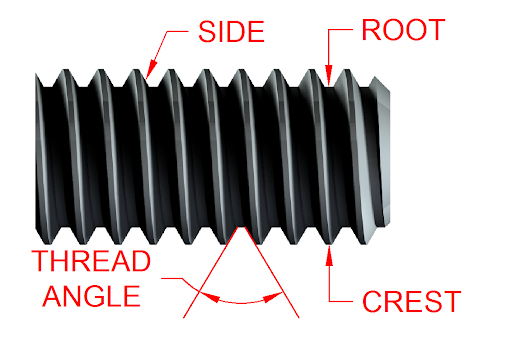
Sudut Benang: Sudut ulir, yang mungkin ditunjukkan untuk jenis ulir, adalah sudut antara dua sisi ulir. Dari semua sudut, sudut ini sangat penting untuk menentukan potensi penahan beban dan kinerja ulir.
Karakteristik Fisik Benang
Akar: Akar adalah bagian awal benang, yang menentukan struktur benang dari bawah ke atas. Hal ini menentukan kekuatan dan daya tahan yang diperlukan dari benang itu sendiri.
Lambang: Crest adalah bagian akhir dari benang dan sangat penting untuk menjamin kesesuaian elemen dalam rakitan. Biasanya bagian ini mendapat perhatian paling besar selama tahap penyelesaian untuk memastikan akurasi yang tinggi.
Pinggiran: Sisi-sisi adalah permukaan lateral benang yang menghubungkan puncak dan akar. Bagian ini sangat memengaruhi profil benang dan menentukan kemampuan benang untuk masuk dan membuat segel.
Jenis-Jenis Benang Pemesinan
Sesuai dengan standar benang terpadu, benang ini dikategorikan ke dalam dua jenis benang utama. Keduanya berada di bawah Standar Benang Terpadu: Ada dua jenis UNF dan UNC, yaitu Unified Fine dan Unified Coarse. Standar ini dikeluarkan oleh ASME. Standar ini mendefinisikan geometri ulir untuk pemesinan. Standar-standar ini membantu membedakan antara pitch ulir yang lebih halus dan kasar. Standar ini untuk bagian mekanis yang berbeda.
Utas Internal
Benang ini juga disebut sebagai benang betina. Benang ini dikerjakan menjadi bentuk cekung. Hal ini dilakukan dengan menggunakan alat penguliran satu bibir atau tutup penguliran tradisional yang dipasang pada kepala ulir. Ulir ini sangat penting untuk aplikasi yang membutuhkan sekrup. Mereka diproduksi dengan keran tangan atau mesin. Ada ulir internal di dalam komponen. Jaraknya harus sangat dekat, seperti pada mobil dan pesawat.
Benang Eksternal
Juga dikenal sebagai ulir jantan, ulir eksternal adalah ulir pada pinggiran luar sekrup, baut, dan kancing. Ulir eksternal sebagian besar dibuat dengan menggunakan mesin bubut atau cetakan bulat. Cetakan dipasang pada stok cetakan yang tidak bergerak. Hal ini tergantung pada bagian dan tingkat keterlibatan ulir yang diperlukan untuk aplikasinya. Ulir yang berada di permukaan luar sekrup sangat penting dalam proses pengikatan. Mereka dimaksudkan untuk mengencangkan ulir internal untuk menyatukan bagian-bagian dengan baik.
Pemesinan ulir menggunakan banyak alat bantu. Sebagai contoh, tap digunakan untuk membuat ulir internal, sementara die membuat ulir eksternal. Pemilihan alat ditentukan oleh jenis ulir dan bahan yang digunakan pada komponen. Hal ini memungkinkan untuk mendapatkan ulir yang benar dan kesesuaian yang tepat dalam perakitan.

Bagaimana Cara Memotong Benang Pemesinan?
Pertama-tama, Anda harus mengumpulkan perlengkapan yang diperlukan. Langkah-langkah keamanan, seperti kacamata pengaman, diperlukan untuk melakukan ulir internal. Anda juga memerlukan bor kotak dan kolom untuk keran mesin. Anda membutuhkan kunci keran yang dapat menyesuaikan keran tangan. Anda memerlukan tap internal, bor pelintir, dan countersink 90 derajat. Kumpulkan kikir, stok cetakan, obeng pipih, cetakan bulat, catok untuk mencengkeram benda kerja, dan semprotan pemotong untuk ulir eksternal.
Langkah-langkah Memotong Ulir Internal
- Tentukan ukuran lubang yang diperlukan untuk memotong benang.
- Untuk mendapatkan diameter lubang inti, diameter keran harus dikurangi dengan pitch ulir.
- Pukul bagian tengah dengan kuat, lalu buat lubang percontohan dengan menggunakan bor putar.
- Bentuk talang di lubang inti dengan countersink 90 derajat.
- Masukkan ulir keran dengan memutarnya searah jarum jam ke dalam lubang menggunakan kunci pas keran untuk memotong ulir.
Langkah-langkah Memotong Benang Eksternal:
- Tepi batang bundar harus dikikir.
- Masukkan benang dan talang pada sudut 45 derajat sehingga talang lebih besar daripada benang.
- Tempatkan cetakan bundar dalam stok cetakan dan pastikan cetakan dijepit dengan kencang agar tidak bergerak.
- Berikan tekanan yang berat pada batang saat memasang dan memotong benang.
- Gunakan semprotan pemotongan untuk menyempurnakan hasil akhir permukaan komponen.
Metode untuk Memotong Benang Pemesinan
Metode Penyadapan

Penyadapan paling sering digunakan dalam produksi ulir internal. Metode ini memerlukan penggunaan keran yang berdiameter sama dengan lubang yang sudah dibor sebelumnya. Metode ini juga cepat dan murah. Ini sangat cocok untuk lubang dengan akurasi rendah dan diameter kecil dibandingkan dengan proses pengeboran. Keran digunakan dengan cara dasar dalam desain, sehingga meminimalkan pemborosan waktu dan meningkatkan produktivitas. Kami menggunakan teknik penyadapan yang fleksibel dengan rahang penyadapan yang fleksibel. Rahang ini menyeimbangkan variasi kecepatan pemakanan dan kecepatan spindel yang mungkin terjadi akibat material benda kerja dan sifat-sifatnya. Hal ini memastikan presisi yang lebih baik.
Penggilingan Benang

Pemesinan ulir dapat digunakan pada ulir internal dan eksternal. Jenis pemesinan ini menggunakan pemotong frais yang harus dipandu di sepanjang sumbu x, y, dan z dalam pola spiral. Metode ini memungkinkan berbagai macam ukuran ulir dan sangat cocok untuk komponen presisi. Penggilingan ulir dicirikan oleh kecepatan tinggi, akurasi tinggi, dan pemotongan yang efisien, sehingga cocok untuk ulir yang besar. Alat-alat milling mungkin memiliki mata potong yang kompleks yang terbuat dari paduan keras yang mampu melakukan beberapa fungsi, sehingga meniadakan kebutuhan akan alat lainnya. Hal ini juga menghasilkan ulir dengan permukaan yang halus dan bebas dari ujung yang tajam atau gerinda. Sangat cocok untuk struktur berdinding tipis, lubang buta, dan komponen non-rotary.
Penguliran CNC pada Mesin Bubut
Mesin bubut CNC cocok untuk penguliran. mesin ini direkomendasikan untuk digunakan. Mesin ini akurat dalam menghasilkan banyak jenis dan pitch ulir. Teknik-teknik ini termasuk penguliran satu titik dan penyadapan yang kaku. Mesin ini menggunakan alat yang memiliki karakteristik atau parameter tertentu. Profil-profil ini sesuai dengan desain ulir pada benda kerja. Sebaliknya, penyadapan kaku melibatkan pengencangan keran dengan pencekam pegas. Alat mesin ini juga memiliki kemampuan untuk mengontrol pemakanan dan kecepatan spindel untuk tujuan standarisasi. Metode ini sangat efektif dalam meningkatkan produktivitas dan, pada saat yang sama, mengurangi biaya produksi.
Penggerindaan Benang
Metode ini cocok untuk benda kerja yang dikeraskan yang membutuhkan presisi tinggi pada produk akhirnya. Penggerindaan menggunakan roda. Roda ini dapat dipasang sedemikian rupa sehingga dapat mengakomodasi ukuran ulir yang berbeda. Ini sangat ideal untuk membuat sekrup, pengukur, dan komponen berulir halus lainnya yang membutuhkan tingkat akurasi yang tinggi. Penggerindaan ulir dapat memberikan hasil akhir permukaan yang sangat bagus dan toleransi yang ketat. Kami menggunakan roda gerinda satu jalur dan multi jalur. Penggerindaan multi-baris diklasifikasikan ke dalam tipe cut-in dan tipe longitudinal. Metode longitudinal memiliki roda gerinda yang sempit. Ukurannya lebih kecil dari ulir dan biasanya kurang dari ketebalan ulir. Dibutuhkan beberapa siklus untuk mendapatkan ukuran produk yang diinginkan.
Pemotongan Benang
Die-cutting adalah metode populer lainnya untuk memotong ulir eksternal. Ini adalah proses yang ekonomis dan cepat yang cocok untuk produksi massal, memberikan akurasi yang moderat. Cetakan penguliran tersedia dalam berbagai bentuk, termasuk cetakan bawah atau bulat dan cetakan yang dapat disesuaikan. Cetakan bawah digunakan untuk memulai ulir, sementara cetakan yang dapat disesuaikan memungkinkan tingkat kesesuaian yang berbeda.
Mempersiapkan dan Menghitung Pemesinan Benang
Persiapan adalah kuncinya. Sebelum mulai memasang ulir, temukan diameter kecil untuk ulir internal. Temukan diameter silinder untuk ulir eksternal. Rumusnya adalah D = N – S, di mana N adalah diameter nominal dan S adalah pitch ulir. Menentukan diameter yang tepat sangat penting untuk memastikan penguliran yang akurat.
Penting juga untuk menghitung kecepatan putar untuk pengeboran dan kedalaman lubang. Kecepatan potong, dilambangkan sebagai V, bervariasi, tergantung pada bahan yang dikerjakan. Rumus untuk menghitung kecepatan potong adalah V = π × D × n 1000V = \frac{{\pi \kali D \kali n}}{1000}V = 1000π × D × n, di mana D adalah diameter, dan n adalah kecepatan spindel dalam RPM. Untuk baja, gunakan cutting oil; untuk paduan aluminium, gunakan spiritus; dan untuk paduan kromium-nikel, gunakan minyak bumi atau minyak colza. Setelah pengeboran, bersihkan serpihan dan material yang berlebih dengan menggunakan udara bertekanan atau sikat lembut.
Kiat untuk Pemesinan Benang

Standardisasi dan Kompatibilitas
- Gunakan ukuran benang standar: Ukuran benang standar hemat biaya, mudah dibuat, dan kompatibel secara luas dengan pemasok.
- Implementasikan Pengukuran Standar: Menerapkan pengukuran dan bentuk benang standar untuk memudahkan produksi dan pertukaran, serta untuk menghindari penundaan dan kebingungan produksi.
Teknik Pemesinan Benang
- Chamfer dan Countersink: Sertakan talang pada bagian ujung ulir eksternal untuk memudahkan perakitan dan menyebarkan konsentrasi tegangan. Akhiri ulir internal dengan countersink untuk mengurangi konsentrasi tegangan.
- Permukaan Rata dan Penjajaran: Pastikan ujung awal ulir memiliki permukaan rata yang sejajar dengan sumbu tengah untuk penjajaran yang akurat.
- Tingkatkan Ketebalan Dinding: Meningkatkan ketebalan dinding bagian tubular untuk menahan tekanan selama pembentukan atau pemotongan dan meningkatkan kekuatan dan daya tahan.
- Memilih Benang dengan Ketinggian Lebih Rendah: Lebih memilih benang dengan ketinggian yang lebih rendah jika tidak ada persyaratan benang khusus yang diberikan untuk meningkatkan ketahanan dan mengurangi kemungkinan pengupasan.
- Memberikan Kelonggaran Benang: Berikan bantuan benang untuk mencegah benang eksternal bertepatan dengan bahu benang yang berdekatan.
Pertimbangan Desain
- Panjang Benang yang Lebih Pendek: Panjang benang yang lebih pendek meningkatkan fungsionalitas dan keterlibatan bagian.
- Include Bevel: Sertakan bevel pada ujung ulir eksternal untuk memudahkan perakitan, khususnya untuk komponen yang sering dirakit dan dibongkar.
- Tentukan Kedalaman Ulir untuk Lubang Buta: Untuk lubang buta, selalu tentukan kedalaman ulir untuk mencegah masalah produksi dan memastikan produksi yang akurat.
Kesimpulan
Menguasai teknik pemesinan ulir memastikan ulir berkualitas tinggi dan tahan lama yang sangat penting untuk rakitan mekanis. Produsen dapat meningkatkan keandalan dan performa produk. Mereka dapat melakukan hal ini dengan memahami dan menggunakan metode yang telah diuraikan.
Jelajahi presisi dalam pemesinan ulir bersama kami. Hubungi para ahli kami hari ini untuk meningkatkan manufaktur komponen Anda ke tingkat berikutnya.
PERTANYAAN YANG SERING DIAJUKAN
Apa perbedaan kecepatan antara penggilingan benang dan penyadapan?
Pengetaman umumnya lebih cepat daripada penggilingan benang. Namun, mesin frais ulir memiliki tepi ekstra. Hal ini menebus kecepatan yang berkurang. Perbedaan utama antara penggilingan benang dan penyadapan adalah kehalusan potongannya. Penggilingan benang menghasilkan potongan yang lebih halus dan lebih rata, sementara potongan yang dibuat dengan mengetuk kasar dan bergerigi.
Di mana benang harus ditempatkan?
Ulir dapat ditempatkan hampir di mana saja pada suatu bagian selama memenuhi kebutuhan perakitan akhir. Jika ada halangan dalam desain, alat DFM akan menandainya, dan penempatan ulir mungkin perlu diubah.
Apa saja persyaratan umum desain benang:
Ulir yang lebih panjang dari 0,5 kali diameter lubang tidak menambah kekuatan yang signifikan. Oleh karena itu, ulir harus didesain dengan panjang maksimum hingga tiga kali diameter lubang.
Apa saja tiga jenis benang dasar?
Tiga jenis benang dasar adalah benang paralel (atau lurus), benang runcing, dan benang segel kering. Ulir paralel memiliki diameter yang sama di sepanjang panjangnya, seperti ulir Unified Coarse. Ulir tirus mengubah diameter di sepanjang panjangnya dan sering digunakan pada alat kelengkapan pipa. Benang segel kering meruncing. Mereka dirancang untuk menyegel sambungan dengan erat tanpa senyawa penyegel.
Apa saja benang mesin yang umum digunakan?
Benang mesin biasanya diklasifikasikan ke dalam dua jenis. UNC (Unified National Coarse) dan UNF (Unified National Fine). Ulir UNC adalah yang paling umum digunakan pada baut, mur, dan pengencang lainnya.



