What is Thread Machining?
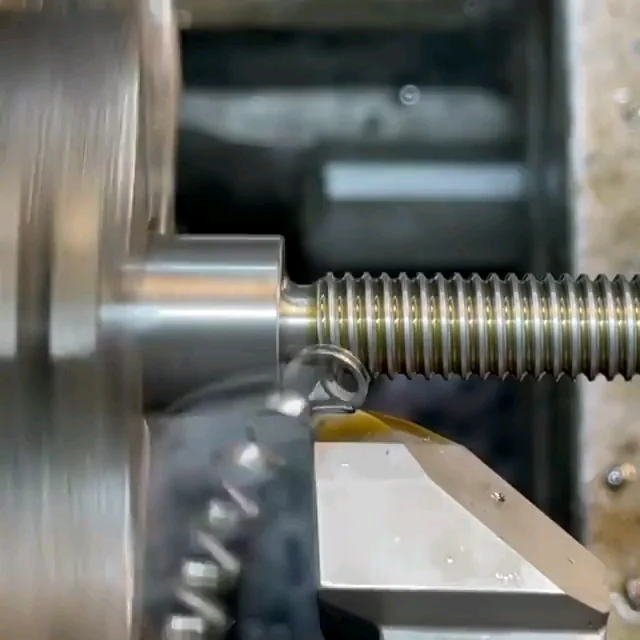
Thread machining is one of the most important subtractive processes used to cut external and internal threads of different sizes. This technique uses the rotary motion of a tool in the most delicate manner. The tool is graduated to produce the required threads on cylinders or cones. They may start on external parts such as screws or may be started internally within nuts.
The threads are mostly used for coupling purposes. They assist in making strong and compact joints in various parts. This is similar to how a cap on a water bottle closes up. This coupling enables the motion to be passed on. It provides mechanical advantages and translates rotational motion into straight-line movement. This is seen in lead screws and jack screws. Threads are vital in making parts that need to be joined. They are also key in making parts that need to be moved.
Main Parameters for Thread
Key Dimensions of Thread Machining
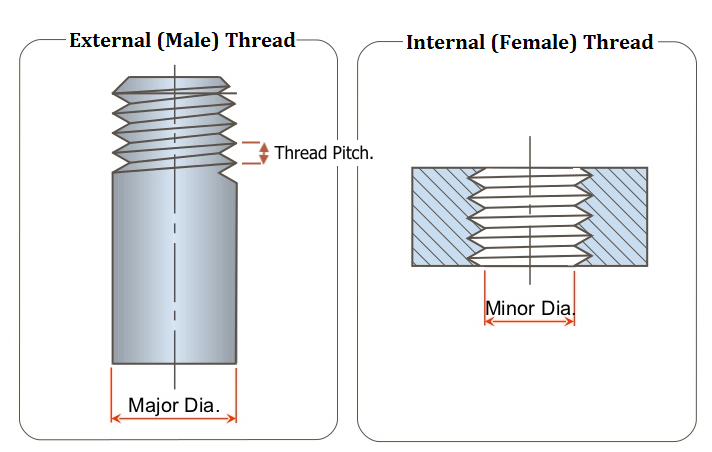
Major and Minor Diameters: The major diameter is the largest diameter on an external thread. The minor diameter is the smallest diameter of an internal thread, also known as the basic diameter. Both sizes are crucial. They defined the fundamental geometry of the thread and are vital for engaging with other components.
Pitch Diameter: The major diameter is the largest of the three. The minor diameter is the smallest. It is used to engage threads. The pitch diameter falls between the major and the minor. It is the diameter on which the width across the threads and the space between threads are the same.
Geometric Parameters of Threads
Pitch: Pitch is the distance between points on two adjacent threads. It is measured along a direction parallel to the screw’s axis. It determines the degree of how tight or how far apart the threads are, which in turn defines how threads interlock.
Helix Angle: The helix angle is the angle between the thread helix and the axis of the screw thread. For straight threads, it is the direction in which the thread rotates around the cylinder or cone.
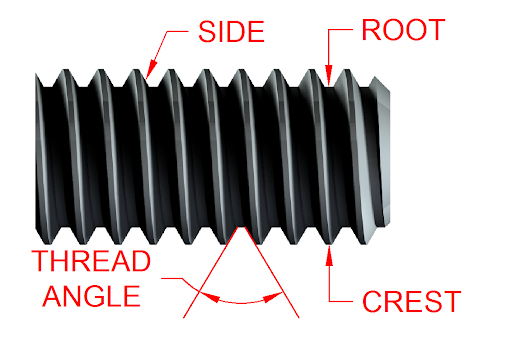
Thread Angle: The thread angle, which may be indicated for the thread type, is the angle between the two thread flanks. Of all the angles, this one is crucial for defining the load-bearing potential and performance of the thread.
Physical Characteristics of Threads
Root: The root is the beginning of the thread, which defines the structure of the thread from the bottom up. It determines the necessary strength and durability of the thread itself.
Crest: The crest is the final part of the thread and is very important in order to guarantee a proper fit of the element within the assembly. It usually gets the most attention during the finishing stage to ensure high accuracy.
Flank: The flanks are the thread’s lateral surfaces that join the crest and the root. They affect the thread profile greatly and determine the ability of the thread to fit and make a seal.
Types of Machining Threads
As per the unified thread standards, it is categorized into two major types of threads. These are under the Unified Thread Standard: There are two types of UNF and UNC which are Unified Fine and Unified Coarse. These standards were issued by the ASME. They define the thread geometries for machining. These standards help to differentiate between the finer and coarser thread pitches. These are for different mechanical parts.
Internal Threads
They are also referred to as the female threads. They are machined into concave forms. This is done using single-lip threading tools or the traditional threading caps fitted on the heads of the threads. These threads are very essential for applications where screws are required. They are produced with hand or machine taps. There are internal threads in the components. One has to be very close, like in cars and planes.
External Threads
Also known as male threads, external threads are threaded on the outer periphery of screws, bolts, and studs. External threads are mostly made by using a lathe or round die. The die is attached to a stationary die stock. It depends on the part and the extent of thread engagement needed for the application. Threads that are on the external surface of the screw are crucial in the process of fastening. They are intended to screw into internal threads to hold parts together nicely.
Thread machining employs many tools. For instance, taps are used to create internal threads, while a die creates external threads. The tool selection is determined by the type of thread and the material used in the part. This makes it possible to have correct threads and the right fit in assembly.

How to Cut a Machining Thread?
First of all, you should collect the necessary equipment. Safety measures, such as safety goggles, are required to perform internal threads. You also need a box and column drill for machine taps. You need a tap wrench that adjusts for hand taps. You need an internal tap, a twist drill, and a 90-degree countersink. Gather a file, die stock, flat-tip screwdriver, round die, vise to grip the workpiece, and cutting spray for external threads.
Steps of Cutting Internal Threads
- Decide on the required size of the hole the thread will be cut into.
- To get the core hole diameter, the tap diameter is to be reduced by the thread pitch.
- Strike at the center with force and then make a pilot hole using the twist drill.
- Form a chamfer in the core hole with a countersink of 90 degrees.
- Thread the tap by rotating it clockwise into the hole using the tap wrench to cut the thread.
Steps of Cutting External Threads:
- The edges of the round rod should be filed.
- Thread the rod and chamfer it at an angle of 45 degrees such that the chamfer is bigger than the thread.
- Place the round die in a die stock and make sure that it is clamped securely so that it does not move around.
- Exert heavy pressure on the rod when threading and cutting the thread.
- Employ the cutting sprays to enhance the part’s surface finish.
Methods to Cut a Machining Thread
Tapping Method

Tapping is used most often in the production of internal threads. It entails the use of a tap that is of the same diameter as the hole that has been drilled beforehand. This method is also fast and cheap. It is well suited for holes with low accuracy and small diameter compared to the drilling process. Taps are employed in a basic manner in the design, thus minimizing time wastage and enhancing productivity. We employ flexible tapping techniques with flexible tapping jaws. They balance the feed and spindle speed variations that may occur due to the workpiece material and its properties. This ensures greater precision.
Thread Milling

Thread milling can be used on internal and external threads. This type of machining uses a milling cutter that has to be guided along the x, y, and z axes in a spiral pattern. This method enables a wide variety of thread sizes and is particularly suited to precision parts. Thread milling is characterized by high speed, high accuracy, and efficient cutting, and thus, it is suitable for large threads. The milling tools may have complex cutting edges made of hard alloys capable of performing several functions, thus eliminating the need for other tools. It also results in threads with a smooth surface and free from any sharp edges or burrs. It is suitable for thin-walled structures, blind holes, and non-rotary components.
CNC Threading on Lathes
CNC lathes are suitable for threading. they are recommended for use. They are accurate at producing many thread types and pitches. These techniques include single-point threading and rigid tapping. They use tools that have certain characteristics or parameters. These profiles correspond to the design of the thread on the workpiece. Rigid tapping, on the other hand, involves tightening the tap with a spring chuck. The machine tool also has the ability to control the spindle feed and speed for standardization purposes. This method is very effective in increasing productivity and, at the same time, decreasing manufacturing expenses.
Thread Grinding
This method suits hardened workpieces that require high precision in their final product. Grinding uses wheels. It can be fixed in a way that allows it to accommodate different thread sizes. This is ideal for creating screws, gauges, and other delicate threaded components that require high levels of accuracy. Thread grinding can provide a very good surface finish and close tolerance. We apply single-line and multi-line grinding wheels. Multi-line grinding is classified into cut-in type and longitudinal type. The longitudinal method has a narrow grinding wheel. It is smaller in size than the thread and typically less than the thickness of the thread. It takes several cycles to get to the desired size of the product.
Thread Die-Cutting
Die-cutting is another popular method for cutting external threads. It is an economical and quick process suitable for mass production, providing moderate accuracy. Threading dies come in various forms, including bottom or round split and adjustable dies. Bottom dies are used for starting threads, while adjustable dies allow different degrees of fit.
Preparing and Calculating for Thread Machining
Preparation is key. Before starting to thread, find the minor diameter for internal threads. Find the cylinder diameter for external threads. The formula is D = N – S, where N is the nominal diameter and S is the thread pitch. Determining the correct diameter is essential for ensuring accurate threading.
It is also important to calculate the rotary speed for drilling and the hole depth. The cutting speed, denoted as V, varies depending on the machined material. The formula for calculating the cutting speed is V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, where D is the diameter, and it is the spindle speed in RPM. For steel, use cutting oil; for aluminum alloys, use spirit; and for chromium-nickel alloys, use petroleum or colza oil. After drilling, remove chips and excess material using compressed air or a soft brush.
Tips for Machining Thread

Standardization and Compatibility
- Use standard thread sizes:They are cost efficient, easy to make, and widely compatible with suppliers.
- Implement Standard Measurements: Implement standard thread measurements and shapes for easy production and interchangeability and to avoid production delays and confusion.
Thread Machining Techniques
- Chamfer and Countersink: Include a chamfer on external thread end parts to facilitate assembly and disperse stress concentrations. End internal threads with a countersink to reduce stress concentrations.
- Flat Surface and Alignment: Ensure the starting end of a thread has a flat surface that aligns with the central axis for accurate alignment.
- Increase Wall Thickness: Increase the wall thickness of tubular parts to withstand pressure during forming or cutting and enhance strength and durability.
- Prefer Lower-Height Threads: Prefer lower-height threads if no specific thread requirements are given to improve robustness and reduce the likelihood of stripping.
- Provide Thread Relief: Provide thread relief to prevent external threads from coinciding with adjacent thread shoulders.
Design Considerations
- Shorter Thread Lengths: Shorter thread lengths improve functionality and part engagement.
- Include Bevels: Include bevels at the ends of external threads to ease assembly, especially for frequently assembled and disassembled parts.
- Specify Thread Depth for Blind Holes: For blind holes, always specify the thread depth to prevent manufacturing issues and ensure accurate production.
Conclusion
Mastering thread machining techniques ensures high-quality, durable threads crucial for mechanical assemblies. Manufacturers can increase product reliability and performance. They can do this by understanding and using the outlined methods.
Explore precision in thread machining with us. Contact our experts today to elevate your component manufacturing to the next level.
FAQS
What is the difference in speed between thread milling and tapping?
Tapping is generally quicker than thread milling. However, thread milling machines have extra edges. They make up for the reduced speed. The major difference between thread milling and tapping is the smoothness of the cut. Thread milling creates smoother and more even cuts, while cuts made by tapping are rough and jagged.
Where should the thread be placed?
Threads can be placed nearly anywhere on a part as long as they meet the needs of the final assembly. If there are obstructions in the design, the DFM tool will flag it, and the placement of threads may need to be amended.
What is the common requirement of thread design:
Threads longer than 0.5 times the diameter of the hole do not add significant strength. Therefore, threads should be designed with a maximum length of up to three times the hole diameter.
What are the three basic types of threads?
The three basic types of threads are parallel (or straight) threads, tapered threads, and dry-seal threads. Parallel threads have the same diameter along their length, such as Unified Coarse threads. Tapered threads change diameter along their length and are often used in pipe fittings. Dry-seal threads are tapered. They are designed to seal joints tightly without sealing compounds.
What are the common machine threads?
Machine threads are usually classified into two types. UNC (Unified National Coarse) and UNF (Unified National Fine). UNC threads are the most common on bolts, nuts, and other fasteners.



