Ce este prelucrarea filetului?
Prelucrarea filetelor este unul dintre cele mai importante procese substractive utilizate pentru tăierea filetelor externe și interne de diferite dimensiuni. Această tehnică utilizează mișcarea rotativă a unei unelte în modul cel mai delicat. Unealta este gradată pentru a produce filetele necesare pe cilindri sau conuri. Acestea pot începe pe piese externe, cum ar fi șuruburile, sau pot fi începute intern în interiorul piulițelor.
Filetele sunt utilizate mai ales în scopuri de cuplare. Ele ajută la realizarea unor îmbinări puternice și compacte în diferite părți. Acest lucru este similar cu modul în care un capac de pe o sticlă de apă se închide. Acest cuplaj permite transmiterea mișcării. Oferă avantaje mecanice și transformă mișcarea de rotație în mișcare rectilinie. Acest lucru este întâlnit la șuruburile cu filet și la șuruburile cu cric. Filetele sunt vitale pentru realizarea pieselor care trebuie să fie îmbinate. De asemenea, acestea sunt esențiale pentru realizarea pieselor care trebuie să fie deplasate.
Parametrii principali pentru fir
Dimensiuni cheie ale prelucrării filetului
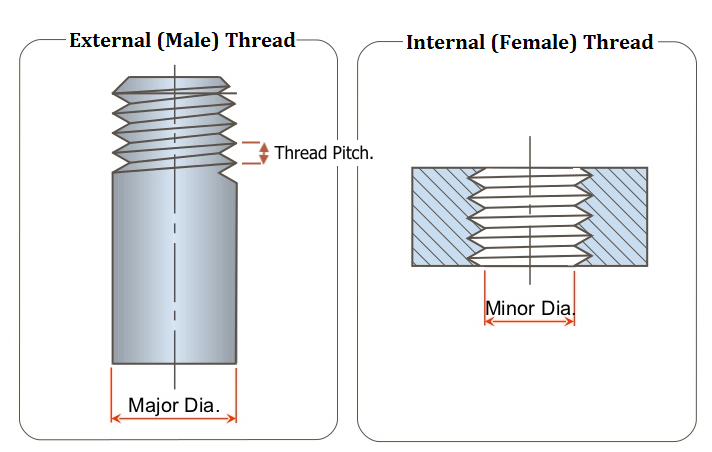
Diametri major și minor: Diametrul major este cel mai mare diametru al unui filet exterior. Diametrul minor este cel mai mic diametru al unui filet interior, cunoscut și sub denumirea de diametru de bază. Ambele dimensiuni sunt cruciale. Ele au definit geometria fundamentală a filetului și sunt vitale pentru angajarea cu alte componente.
Diametrul picăturii: Diametrul major este cel mai mare dintre cele trei. Diametrul minor este cel mai mic. Acesta este utilizat pentru a angaja filete. Diametrul de pas se încadrează între cel major și cel minor. Este diametrul la care lățimea între fire și spațiul dintre fire sunt aceleași.
Parametrii geometrici ai firelor
Pitch: Pitch-ul este distanța dintre punctele de pe două filete adiacente. Acesta este măsurat de-a lungul unei direcții paralele cu axa șurubului. Determină gradul de strângere sau de depărtare a filetelor, care, la rândul său, definește modul în care filetele se întrepătrund.
Unghiul helixului: Unghiul helixului este unghiul dintre helixul filetului și axa filetului șurubului. Pentru filetele drepte, este direcția în care filetul se rotește în jurul cilindrului sau conului.
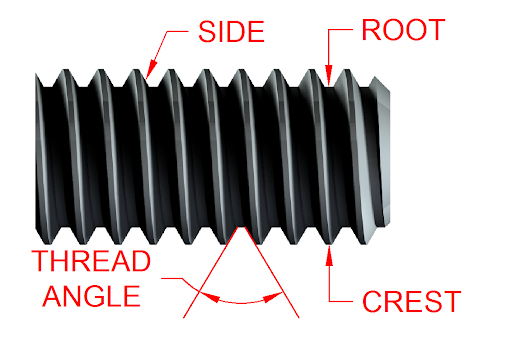
Unghiul filetului: Unghiul filetului, care poate fi indicat pentru tipul de filet, este unghiul dintre cele două flancuri ale filetului. Dintre toate unghiurile, acesta este crucial pentru definirea potențialului portant și a performanței filetului.
Caracteristicile fizice ale firelor
Rădăcină: Rădăcina este începutul firului, care definește structura firului de jos în sus. Aceasta determină rezistența și durabilitatea necesară a firului în sine.
Creasta: Creta este partea finală a filetului și este foarte importantă pentru a garanta o potrivire corectă a elementului în cadrul ansamblului. De obicei, primește cea mai mare atenție în timpul etapei de finisare pentru a asigura o precizie ridicată.
Flancuri: Flancurile sunt suprafețele laterale ale filetului care unesc creasta și rădăcina. Acestea afectează foarte mult profilul filetului și determină capacitatea filetului de a se potrivi și de a realiza o etanșare.
Tipuri de filete de prelucrare
Conform standardelor unificate pentru fire, acestea sunt clasificate în două tipuri majore de fire. Acestea fac parte din standardul de filet unificat: Există două tipuri de UNF și UNC care sunt Unified Fine și Unified Coarse. Aceste standarde au fost emise de ASME. Ele definesc geometria filetelor pentru prelucrare. Aceste standarde ajută la diferențierea între pasurile de filet mai fine și mai grosiere. Acestea sunt pentru diferite piese mecanice.
Filete interne
Acestea sunt denumite și filete femele. Acestea sunt prelucrate în forme concave. Acest lucru se realizează folosind unelte de filetare cu o singură buclă sau capacele tradiționale de filetare montate pe capetele filetelor. Aceste filete sunt foarte importante pentru aplicațiile în care sunt necesare șuruburi. Ele sunt produse cu robinete manuale sau mecanice. Există filete interne în componente. Trebuie să fie foarte apropiate, ca în cazul mașinilor și avioanelor.
Filete externe
Cunoscute și sub denumirea de filete masculine, filetele externe sunt filetate pe periferia exterioară a șuruburilor, bolțurilor și știfturilor. Filetele exterioare sunt realizate în principal prin utilizarea unui strung sau a unei matrițe rotunde. Matrița este atașată la o matriță fixă. Depinde de piesă și de gradul de angajare a filetului necesar pentru aplicație. Filetele care se află pe suprafața externă a șurubului sunt esențiale în procesul de fixare. Ele sunt destinate să se înșurubeze în filetele interne pentru a menține piesele împreună în mod corespunzător.
Prelucrarea filetelor utilizează mai multe unelte. De exemplu, robinetele sunt utilizate pentru a crea filete interne, în timp ce o matriță creează filete externe. Alegerea sculei este determinată de tipul de filet și de materialul utilizat în piesă. Acest lucru face posibilă obținerea unor filete corecte și a unei potriviri corecte în timpul asamblării.

Cum se taie un filet de prelucrare?
Mai întâi de toate, trebuie să colectați echipamentul necesar. Măsurile de siguranță, cum ar fi ochelarii de protecție, sunt necesare pentru a efectua filete interne. De asemenea, aveți nevoie de un burghiu cu cutie și coloană pentru robinetele de mașină. Aveți nevoie de o cheie de robinet care se reglează pentru robinetele manuale. Aveți nevoie de un robinet de filetat interior, un burghiu spiralat și o freză de 90 de grade. Adunați o pilă, o matriță, o șurubelniță cu vârf plat, o matriță rotundă, o menghină pentru prinderea piesei și un spray de tăiere pentru filetele externe.
Etapele tăierii filetelor interne
- Decideți dimensiunea necesară a găurii în care va fi tăiat firul.
- Pentru a obține diametrul găurii centrale, diametrul robinetului trebuie redus cu pasul filetului.
- Loviți în centru cu forță și apoi faceți o gaură pilot folosind burghiul cu răsucire.
- Formați un șanfren în orificiul pentru miez cu o adâncitură de 90 de grade.
- Înfiletați robinetul prin rotirea acestuia în sensul acelor de ceasornic în gaură, folosind cheia pentru robinet pentru a tăia filetul.
Etapele tăierii filetelor externe:
- Marginile tijei rotunde trebuie să fie limate.
- Filetați tija și șanfrenați-o la un unghi de 45 de grade, astfel încât șanfrena să fie mai mare decât filetul.
- Așezați matrița rotundă într-un depozit de matrițe și asigurați-vă că este bine fixată, astfel încât să nu se deplaseze.
- Exercitați o presiune puternică asupra tijei atunci când filetați și tăiați firul.
- Utilizați spray-urile de tăiere pentru a îmbunătăți finisarea suprafeței piesei.
Metode de tăiere a unui filet de prelucrare
Metoda Tapping

Mașina de filetat este utilizată cel mai adesea în producția de filete interioare. Aceasta presupune utilizarea unui robinet care are același diametru ca și gaura care a fost găurită în prealabil. Această metodă este, de asemenea, rapidă și ieftină. Este potrivită pentru găuri cu precizie redusă și diametru mic în comparație cu procesul de găurire. Mașinile de găurit sunt utilizate într-o manieră de bază în proiectare, minimizând astfel pierderile de timp și sporind productivitatea. Utilizăm tehnici flexibile de tarodare cu fălci flexibile de tarodare. Acestea echilibrează variațiile de avans și de viteză ale fusului care pot apărea din cauza materialului piesei de prelucrat și a proprietăților sale. Acest lucru asigură o precizie mai mare.
Frezarea filetului

Frezarea filetelor poate fi utilizată pe filete interne și externe. Acest tip de prelucrare utilizează o freză care trebuie ghidată de-a lungul axelor x, y și z într-un model spiralat. Această metodă permite o mare varietate de dimensiuni ale filetului și este potrivită în special pentru piesele de precizie. Frezarea filetelor se caracterizează prin viteză mare, precizie mare și tăiere eficientă și, prin urmare, este adecvată pentru filete mari. Uneltele de frezare pot avea tăișuri complexe realizate din aliaje dure capabile să îndeplinească mai multe funcții, eliminând astfel necesitatea altor unelte. De asemenea, se obțin filete cu o suprafață netedă, fără margini ascuțite sau bavuri. Este adecvată pentru structuri cu pereți subțiri, găuri oarbe și componente nerotante.
Filetare CNC pe strunguri
Strungurile CNC sunt potrivite pentru filetare. utilizarea lor este recomandată. Acestea sunt precise în producerea multor tipuri de filete și pasuri. Aceste tehnici includ filetarea într-un singur punct și filetarea rigidă. Ele utilizează unelte care au anumite caracteristici sau parametri. Aceste profiluri corespund designului filetului de pe piesa de prelucrat. Pe de altă parte, filetarea rigidă implică strângerea filetului cu un mandrină cu arc. Mașina-unelte are, de asemenea, capacitatea de a controla avansul și viteza fusului în scopul standardizării. Această metodă este foarte eficientă în creșterea productivității și, în același timp, în scăderea cheltuielilor de producție.
Șlefuirea firelor
Această metodă se potrivește pieselor de prelucrat călite care necesită o precizie ridicată în produsul lor final. Rectificarea utilizează roți. Acesta poate fi fixat într-un mod care îi permite să se adapteze la diferite dimensiuni ale filetului. Acest lucru este ideal pentru crearea de șuruburi, calibre și alte componente filetate delicate care necesită niveluri ridicate de precizie. Rectificarea filetelor poate oferi un finisaj de suprafață foarte bun și o toleranță strânsă. Aplicăm discuri de rectificat cu o singură linie și cu mai multe linii. Rectificarea pe mai multe linii este clasificată în tipul cu tăietură și tipul longitudinal. Metoda longitudinală are o roată de rectificat îngustă. Aceasta este de dimensiuni mai mici decât filetul și, de obicei, mai mică decât grosimea filetului. Este nevoie de mai multe cicluri pentru a ajunge la dimensiunea dorită a produsului.
Decuparea filetului
Decuparea este o altă metodă populară de tăiere a filetelor exterioare. Este un proces economic și rapid, potrivit pentru producția de masă, care oferă o precizie moderată. Matrițele de filetare sunt disponibile în diferite forme, inclusiv matrițe cu fund sau rotunde și matrițe reglabile. Matrițele inferioare sunt utilizate pentru începerea filetelor, în timp ce matrițele reglabile permit diferite grade de ajustare.
Pregătirea și calculul pentru prelucrarea filetului
Pregătirea este esențială. Înainte de a începe filetarea, găsiți diametrul minor pentru filetele interne. Găsiți diametrul cilindric pentru filetele externe. Formula este D = N – S, unde N este diametrul nominal și S este pasul filetului. Determinarea diametrului corect este esențială pentru a asigura o filetare precisă.
De asemenea, este important să se calculeze viteza de rotație pentru găurire și adâncimea găurii. Viteza de tăiere, notată V, variază în funcție de materialul prelucrat. Formula de calcul a vitezei de tăiere este V=π×D×n1000V = \frac{{\pi \times D \times n}}{1000}V=1000π×D×n, unde D este diametrul, iar it este viteza fusului în RPM. Pentru oțel, utilizați ulei de tăiere; pentru aliajele de aluminiu, utilizați alcool; iar pentru aliajele de crom-nichel, utilizați ulei de petrol sau de colză. După găurire, îndepărtați așchiile și materialul în exces folosind aer comprimat sau o perie moale.
Sfaturi pentru prelucrarea filetului

Standardizare și compatibilitate
- Utilizați dimensiuni standard de filet: Ele sunt eficiente din punct de vedere al costurilor, ușor de realizat și compatibile pe scară largă cu furnizorii.
- Implementați măsurători standard: Implementați măsurători și forme standard ale filetului pentru a facilita producția și interschimbabilitatea și pentru a evita întârzierile de producție și confuzia.
Tehnici de prelucrare a filetului
- Chamfer and Countersink: Includeți un chamfer pe piesele de capăt cu filet exterior pentru a facilita asamblarea și a dispersa concentrațiile de tensiune. Terminați filetele interne cu o adâncitură pentru a reduce concentrațiile de tensiune.
- Suprafață plană și aliniere: Asigurați-vă că capătul de pornire al unui fir are o suprafață plană care se aliniază cu axa centrală pentru o aliniere precisă.
- Creșteți grosimea peretelui: Creșteți grosimea peretelui pieselor tubulare pentru a rezista presiunii în timpul formării sau tăierii și pentru a spori rezistența și durabilitatea.
- Preferă filete de înălțime mai mică: Preferați filetele cu înălțime mai mică dacă nu sunt date cerințe specifice privind filetele, pentru a îmbunătăți robustețea și a reduce probabilitatea de desprindere.
- Provide Thread Relief: Asigurați relieful filetului pentru a preveni coincidența filetelor externe cu umerii filetului adiacent.
Considerații privind proiectarea
- Lungimi mai scurte ale filetului: Lungimile mai scurte ale filetului îmbunătățesc funcționalitatea și implicarea pieselor.
- Includeți șanțuri: Includeți șanțuri la capetele filetelor externe pentru a facilita asamblarea, în special pentru piesele asamblate și dezasamblate frecvent.
- Specificați adâncimea filetului pentru găurile oarbe: Pentru găurile oarbe, specificați întotdeauna adâncimea filetului pentru a preveni problemele de fabricație și a asigura o producție precisă.
Concluzie
Stăpânirea tehnicilor de prelucrare a filetelor asigură filete durabile de înaltă calitate, esențiale pentru ansamblurile mecanice. Producătorii pot crește fiabilitatea și performanța produselor. Ei pot face acest lucru prin înțelegerea și utilizarea metodelor descrise.
Explorați precizia în prelucrarea filetelor cu noi. Contactați experții noștri astăzi pentru a vă ridica producția de componente la nivelul următor.
ÎNTREBĂRI FRECVENTE
Care este diferența de viteză între frezarea filetului și filetare?
În general, filetarea este mai rapidă decât frezarea filetului. Cu toate acestea, mașinile de frezat filete au muchii suplimentare. Acestea compensează viteza redusă. Diferența majoră dintre frezarea filetului și tarodare este netezimea tăieturii. Frezarea filetului creează tăieturi mai netede și mai uniforme, în timp ce tăieturile realizate prin filetare sunt aspre și zimțate.
Unde ar trebui să fie plasat firul?
Filetele pot fi plasate aproape oriunde pe o piesă, atâta timp cât îndeplinesc nevoile ansamblului final. Dacă există obstacole în proiectare, instrumentul DFM le va semnala, iar plasarea filetelor poate necesita modificări.
Care este cerința comună de proiectare a firului:
Filetele mai lungi de 0,5 ori diametrul găurii nu adaugă rezistență semnificativă. Prin urmare, filetele trebuie proiectate cu o lungime maximă de până la de trei ori diametrul găurii.
Care sunt cele trei tipuri de bază de fire?
Cele trei tipuri de bază de filete sunt filetele paralele (sau drepte), filetele conice și filetele cu etanșare uscată. Filetele paralele au același diametru pe toată lungimea lor, cum ar fi filetele Unified Coarse. Filetele conice își schimbă diametrul de-a lungul lungimii și sunt adesea utilizate la racordurile de țevi. Filetele de etanșare uscată sunt conice. Acestea sunt concepute pentru a etanșa bine îmbinările fără compuși de etanșare.
Care sunt firele comune ale mașinii?
Filetele mașinii sunt de obicei clasificate în două tipuri. UNC (Unified National Coarse) și UNF (Unified National Fine). Filetele UNC sunt cele mai frecvente pe șuruburi, piulițe și alte elemente de fixare.



