Vad är Fit in Engineering?
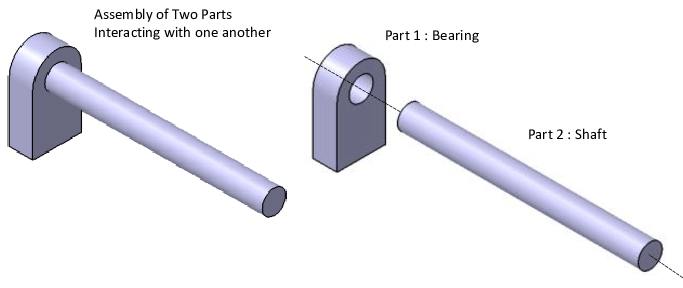
Inom maskinteknik är passformen förbindelsen mellan två passande komponenter i en anordning eller ett ramverk. Detta band kommer från denna korrelation. Det brukar ställas i kontrast till enhetens funktionsduglighet och hållbarhet. Passformen är avgörande eftersom alla delar, t.ex. axlar och hål, fjädrar och cylindrar eller muttrar och bultar, måste vara perfekt koordinerade, även om de måste glida förbi varandra på ett elegant sätt eller sitta fast ordentligt.
Passningar kan delas in i två klasser. De baseras på saker som huruvida interferensen eller spelet mellan komponenterna är ett hinder eller en källa till attraktion. Ta ”tight fit” som exempel. Den är relevant om delarna sitter bra ihop och på samma ställe, som vid en presspassad lagermontering. Alternativt kan en ”lös passning” göra det möjligt för delarna att röra sig fritt, som i ett lager som bär en axel att rotera.
Passningen av delar definierar hur de fungerar, t.ex. glider, rullar eller låser. Därför handlar passformsdesign inte bara om god design utan också om att konstruera gångjärn som passar dem och därmed garanterar en långsiktig användning. Ingenjörer använder olika sätt att montera delar. Detta förbättrar designens mekanik och funktionalitet genom att tillämpa rätt passform.
Grunderna för passningar: Hål- och axelsystem
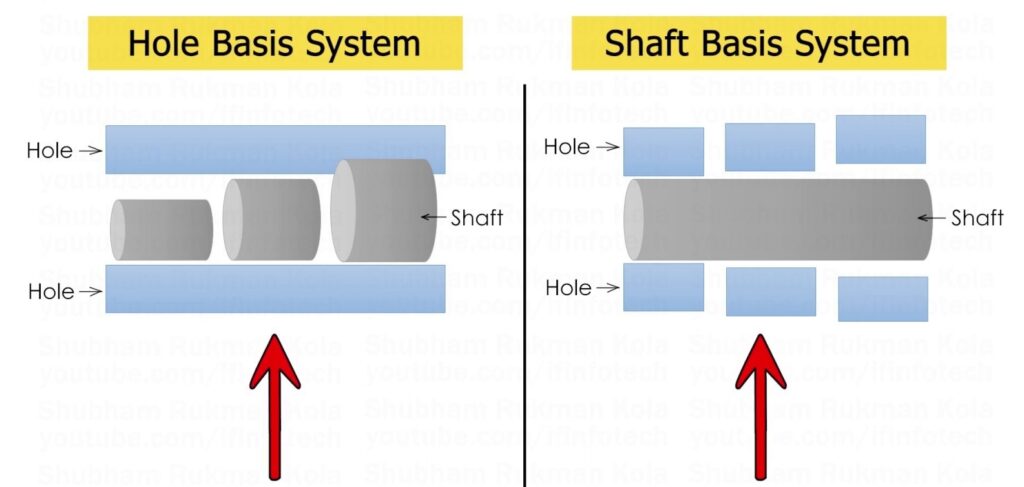
Maskinteknik kräver exakta beslag. De gör det möjligt för enheten att fungera och hålla. De två system som vanligen används för att standardisera dessa beslag är hål- och axelbaser. Varje system skapar en struktur som gör det möjligt att uppnå olika grader av lös eller tät passning med lämpliga toleranser.
Hålbas-system
Detta är den mest använda tekniken inom området för tekniska anpassningar. Håldiametern är densamma och enhetlig i det använda systemet, vilket är basen för alla storlekar. Därefter justeras axelns mått för att se till att den har den passform som krävs. Det kan vara en lätt passning för spel eller en tätare montering med en interferenspassning. Standardhålets dimension används för dess minsta storlek, med en minsta avvikelse som är lika med noll. Detta sätt är att föredra eftersom hål alltid kan borras till rätt storlek med hjälp av standardborrkronor och -reglar.
System med axelbas
Till skillnad från hålbas-systemet, som fixerar axelns diameter, behåller axelbas-systemet hålets diameter som grunddimension. Genom att ändra hålets storlek kan axeln anpassas till hålet på rätt sätt. Detta system är idealiskt när axeln inte kan tillverkas efter den första produktionen, t.ex. när det gäller förtillverkade axlar eller axlar som kräver exakt balansering för hög drifthastighet. Här är grundstorleken axelns mått, med +/- 0 i den övre avvikelsen. Denna metod kan vara sällsynt, men den är mycket viktig i applikationer där halvfabrikat eller materialförstoringar ska göras.
Hur man namnger olika passformstyper inom maskinteknik?
Inom maskinteknik är det viktigt att kunna namnge olika passformstyper korrekt för att kunna välja rätt passform under produktmonteringen. Namngivningskonventionerna standardiseras av International Organization for Standardization (ISO) genom ett alfanumeriskt kodsystem. Detta system identifierar inte bara typen av passning utan kommunicerar också dess toleransnivåer.
Koden är indelad i en alfabetisk och en numerisk del. Den alfabetiska delen skiljer mellan om specifikationen avser ett hål eller en axel. Stora bokstäver anger hål, medan små bokstäver används för axlar. Till exempel återspeglar koden ”H7/h6”:
”H7” är toleransintervallet för hålet.
”h6” är toleransintervallet för axeln.
Denna standardkodning gör det enkelt för ingenjörer att hitta den största och minsta storleken för både hål och axel. Det hjälper till med exakt montering och säkerställer att delarna passar ihop.
Typer av passformar
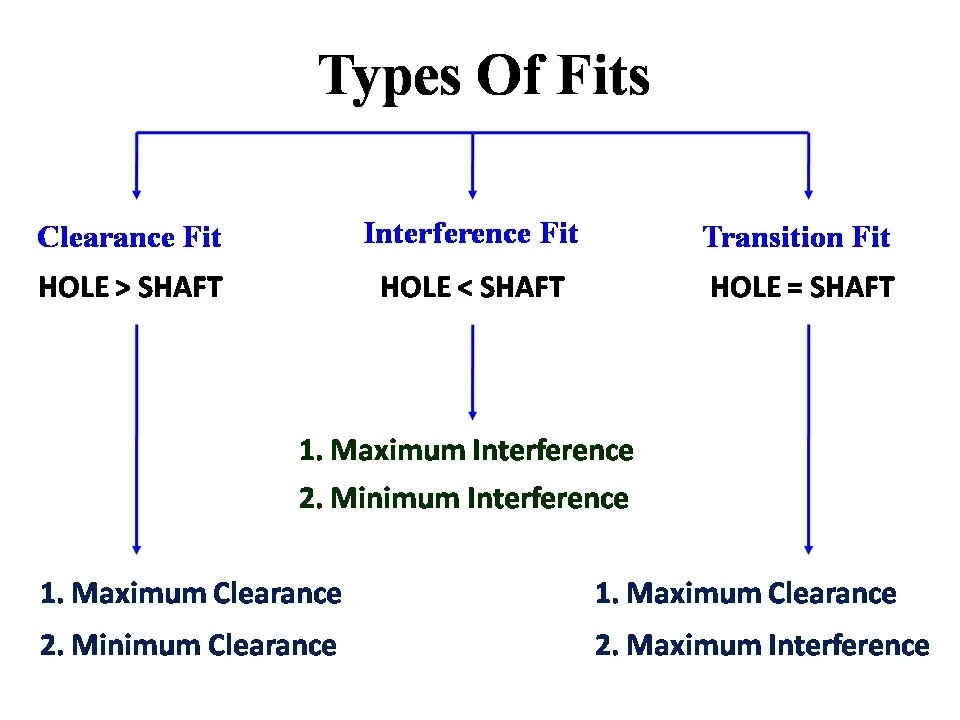
Inom maskinteknik syftar termen passform på hur nära toleransen är mellan två passande delar. Detta förhållande kan avgöra hur bra och lätt delarna passar ihop. Det är viktigt att välja rätt passform eftersom det påverkar hur bra saker fungerar och hur länge de håller. Inom ingenjörsvetenskapen finns det tre typer av passningar: spelpassningar, interferenspassningar och övergångspassningar. Dessa kategorier har olika syften som väljs beroende på vilka mekaniska krav som måste uppfyllas för en viss applikationsmiljö.
Avstånd Passar

Vid en spelpassning finns det alltid ett utrymme mellan två passande delar, vilket innebär att hålet har en större diameter än motsvarande axel. Huvudsyftet med denna typ av passning är att säkerställa enkel montering och demontering samtidigt som den tillåter rörelse mellan komponenterna.
Typer:
- Lös passform för löpning: Används där noggrannheten inte är kritisk och viss kontaminering kan förekomma. Minsta spel för en diameter på 25 mm är 0,11 mm. Det maximala är 0,37 mm. Typiska användningsområden är dammiga eller korroderade ställen och böjning av gångjärn.
- Passform för fri löpning: Den är avsedd för användning med temperaturväxlingar och höga hastigheter. För en diameter på 25 mm ger det spel från 0,065 mm till 0,169 mm. Det är vanligt i axlar med glidlager och liten rotation.
- Nära passform för löpning: Ger små spelrum för måttlig noggrannhet. De är avsedda för medelhöga hastigheter/tryck. En H8/f7-passning ger ett minsta spel på 0,020 mm. Det maximala är 0,074 mm. Detta är för glidstänger i verktygsmaskiner och spindlar.
- Glidande passning: Den håller små spel när exakt relativ rörelse av glidande delar behövs. En H7/g6-passning för en 25 mm axel har spel från 0,007 mm till 0,041 mm. Detta är idealiskt för styrande axlar, glidande kugghjul, skjutventiler, bildelar och kopplingsskivor i verktygsmaskiner.
- Lokaliseringsgodkännandet passar: Det ger mycket små spel. Ingen betydande rörelse kommer att uppstå mellan delarna när de är korrekt positionerade. En H7/h6-passning för en diameter på 25 mm ger ett minsta spel på 0,000 mm och ett största på 0,034 mm. Dessa passningar används vanligtvis i rullstyrningar och för att styra axlar exakt.
Övergångspassform
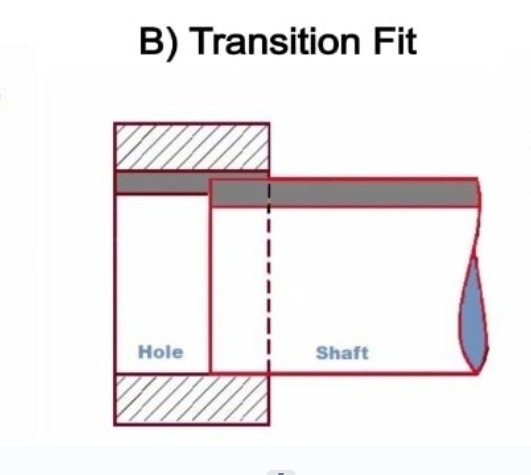
En övergångspassning kan ge spelrum eller interferens baserat på individuella toleranser för de specifika delarna. Den här egenskapen gör den anpassningsbar till scenarier som kräver viss rörelseprecision. De tar också hänsyn till toleranser.
Typer:
- Liknande passform: Tillåter minimal eller visuell frigång, plus att den kastas ihop och monteras med en gummihammare utan mycket kraft. Denna konstruktion kan fungera bra för sådana komponenter som kräver precision när det gäller uppriktning men som inte är utsatta för höga belastningar. För en 25 mm stor H7/k6 är ett gapvärde på högst 0,019 mm och en interferens på högst 0,015 mm. Den kan användas för nav, kugghjul, remskivor och lagerbyggnader.
- Fast passform: Denna passform ger en exakt inriktning med minimalt spel och kräver lätt kraft för montering. Den passar för permanenta installationer men möjliggör enklare demontering. För den nämnda diametern 25 mm tillåter kvalitet H7/n6 ett spel på 0,006 mm och en skillnad på 0,028 mm. Denna passform används ofta med koniska bussningar, pluggar, kopplingar och hylslager.
Interferenspassning

En interferenspassning (även känd som presspassning eller friktionspassning) kräver att axeln är större än hålet. Detta gör det möjligt att använda kraft eller specialbehandlingar som uppvärmning eller kylning för montering. Denna anslutning används när en höghållfast tät anslutning behövs för att överföra kraft eller kan bära en skjuvbelastning.
Typer:
- Presspassning: Presspassning utan beläggning är perfekt för enheter som nav och kulor. Möjliga avbrott är så minimala som 0,001 mm för en diameter på 25 mm. Detta är bland de tunnaste insatserna som vanligtvis används för sadelgaller på axlar och nav.
- Drivande passform: Krav på att öka antalet justerade monteringskrafter, som ska användas för en positiv inkoppling av kugghjul och axlar. Detta bör tillämpas på alla maximala och nollminimala skärningspunkter från 0,014 mm till 0,048 mm. Denna typ av verktyg kan användas för permanent montering av axel och kugghjul.
- Forcerad passning: Passning med hög interferens utsätts för avancerad monteringsteknik, vilket gör att en permanent monteringsprocess blir den mest sannolika vägen. Foglinjen ger inte ett betydande skjuvområde. Borrdiametrarna för en 25 H7/u6-passning har alltså en minsta interferens på 0,027 mm och en största på 0,061 mm. De är bra för mekaniska användningsområden som att sätta hjul på järnvägsaxlar eller tunga växlar. Dessa delar måste motstå dynamiska och axiella krafter.
Hur uppnår man dimensionstoleranser för passningar?
Toleransen är avgörande. De tar hänsyn till elastiska storleks- och formvariationer. Men monteringen kan fortfarande hålla även om delarna inte har exakt samma storlek. Genom att skapa toleransgränser kan ingenjörerna ta hänsyn till små felaktigheter. Dessa är normala i tillverkningen. Gränserna säkerställer hög produktkvalitet genom att vägleda monteringen.
CNC-precisionsbearbetning
Precisionsbearbetning med CNC (Computer Numerical Control) är en baslinjemetod för att uppnå otroliga avvikelser, vilket är mycket viktigt för att öka produktiviteten eller expandera verksamheten inom industrisektorn. Med hjälp av dessa kontroller kan den extra zonen vara +/- 0,001 mm på CNC-maskiner. De säkerställer att delarna är rätt och att produktionen stämmer överens med specifikationerna. Maskinisterna kan välja de bästa verktygen och fixturerna. Detta gör att de kan tillverka delar som passar in i komplexa sammansättningar. Sammansättningarna är systemets huvuddelar. Det är de som får systemet att fungera.
Slipning
Slipning är standardmetoden för tillverkning av detaljer. Detta gäller särskilt för högsta noggrannhet, upp till +/- 0,25 mikrometer. Denna noggrannhet är särskilt viktig i sådana fall där slutprodukten kräver en gränssnittspassning med toleranser. Även en liten toleransavvikelse kan leda till betydande fel. Slipning gör det möjligt för tillverkarna att sätta en högre standard än vanligt. Det ger dem också möjlighet att få den nödvändiga uppriktningskvaliteten, överensstämmelsen och tillförlitligheten.
Reaming
Reaming kan skapa mycket täta porer. De är en viktig del av många ingenjörsprojekt. EDM-processen är anmärkningsvärd. Den kan ta bort precis tillräckligt med material med hög precision. Detta är viktigt för att uppnå snäva toleranser i mekaniska beslag. Exakt brotschning är avgörande. Det gör att hålen passar. Detta minimerar spänningar och feljusteringar i slutmonteringen.
Överensstämmelse med GD&T-standarder
Tillverkarna måste följa GD&T-standarder (Geometric Dimensioning and Tolerancing) eftersom standarderna beskriver den maximala avvikelse som detaljen får ha från den verkliga geometrin. De här personerna ansvarar för tillverkningen. De styr så att varje fråga håller sig inom designens specifikationer.
Tillämpning av Fits inom teknik
Krav för ansökan
Varje teknisk passform är utformad för en specifik uppgift och tillämpning. Därför är det viktigt att du klargör syftet. Ta reda på hur mönstret är tänkt att fungera, om det beror på de känsliga eller starka ändamålen. Skilj på de olika delarnas roller när det gäller produkten som ska vara komplett med själva enheten som ska vara funktionell.
Budgetöverväganden
Ingenjörsmässigt tillverkade passningar kan ge stora kostnadsskillnader, särskilt när det handlar om komplexa fall som kräver noggrannhet. Lösa toleranser tenderar att skapa högre kostnader. Ett bra sätt att börja är för övrigt att göra en budgetutvärdering. Att balansera kostnad och funktion på ett effektivt sätt i produktionen är avgörande för att dimensionstoleranserna ska kunna hållas inom budgeten.
Förståelse för tolerans
Begreppet intolerans (snabbhet) är nyckeln till att välja en bra teknisk passform. Bestäm hur stor flexibiliteten eller styvheten ska vara för att motsvara kraven på din anläggning. Bestäm om segmentet måste kunna roteras helt eller om det inte behöver hållas fast. Att tillverka produkter med små skillnader kan minska mätprecisionen. Detta är avgörande vid montering av komponenter för att säkerställa att de uppfyller standarder och inte överskrider toleransnivåerna.
Slutsats
I ingenjörsvärlden är precision av yttersta vikt. Från spelpassningar till interferenspassningar, varje typ tjänar ett distinkt syfte för att säkerställa optimal prestanda och livslängd för mekaniska enheter. Genom att förstå toleranser, kostnader och behov kan ingenjörer skapa lösningar. Lösningarna uppfyller högt ställda krav på kvalitet och funktion.
Samarbeta med oss för att förbättra dina tekniska lösningar. Detta kommer att lyfta dina monteringar till nya nivåer av precision och tillförlitlighet. Låt oss samarbeta för att ta fram lösningar som överträffar förväntningarna och sätter nya standarder i branschen.
VANLIGA FRÅGOR OCH SVAR:
Vad är LMC och MMC?
MMC är den term som används i diskussionen om monteringstoleranser. LMC handlar om hål i höljen. Det handlar om hål nära kanterna och tjockleken på rören.
Vad är bidrag?
Tolerans inom maskinteknik är den planerade skillnaden mellan hålets mått och axelns nominella diameter. Den beräknas genom LLH – HLS, där LLH är hålets nedre gräns och HLS är axelns övre gräns. För att bestämma passformen med avseende på spel och fastsättning tillämpas formeln. Ett positivt tecken för spel och ett negativt tecken för stickning anses båda vara en bra passform.
Varför används Hole Basis System oftare än Shaft Basis System?
Hålbasinställningen är mest lämplig jämfört med axelbasinställningen eftersom den eliminerar de komplikationer som är förknippade med produktionen. Maskinverkstäder som använder ett verktyg som kan ställas in för att skapa standardiserade hål i olika axelstorlekar kommer att se att produkterna tillverkas snabbare och till en lägre kostnad.
Hur beräknar vi tolerans för teknisk passform?
Tekniska passningar bestäms och representeras av måttritningar från ISO- och ASME-standarderna, som definierar detaljerade mått och toleranser för olika passningar och deras motsvarande hål- och axelstorlekar.
Vad är toleransgrader?
Toleransklasser inom verkstadsindustrin anger komponenternas noggrannhetsnivåer i 18 klasser:
- IT01 till IT4: Används i högprecisionsinstrument som mätare.
- IT5 till IT7: Används för passformar inom precisionsteknik.
- IT8 till IT11: Anställd inom allmän verkstadsindustri.
- IT12 till IT14: Används vid metallbearbetning.
- IT15 och IT16: Används för allmänna kapnings- och gjutningsarbeten.