Co to jest anodowanie twarde? .
Anodowanie twarde, znane również jako anodowanie typu III, jest najnowocześniejszą techniką elektrochemiczną, która poprawia jakość powierzchni aluminium i innych metali nieżelaznych. Metoda ta tworzy grubą i trwałą powłokę tlenku glinu, znacznie zwiększając twardość materiału, odporność na zużycie i odporność na korozję.
Na czym polega proces anodowania twardego?
Metoda anodowania Hardcoat to specjalistyczna obróbka elektryczna, która tworzy grubą, mocną i odporną na rdzę warstwę tlenku na aluminium i jego stopach. Właściwości powierzchni materiału są znacznie poprawione dzięki temu procesowi, co czyni go idealnym do wymagających zastosowań w wielu gałęziach przemysłu.
Krok 1: Przygotowanie powierzchni:
Roztwór alkaliczny jest używany do całkowitego oczyszczenia części aluminiowej, usuwając zanieczyszczenia, takie jak tłuszcz i brud. Ten krok jest kluczowy dla uzyskania wysokiej jakości anodowanego wykończenia.
Element może być wytrawiony kwasem w celu usunięcia wszelkich naturalnie występujących warstw tlenku, co skutkuje jednorodną powierzchnią, która poprawia przyczepność powłoki anodowanej.
Krok 2: Kąpiel anodowa
Oczyszczona część aluminiowa jest zanurzana w kąpieli elektrolitowej z kwasem siarkowym, która jest zwykle utrzymywana w niskich temperaturach (od 28°F do 32°F). Ta kontrolowana atmosfera jest wymagana do uzyskania pożądanych właściwości anodowanej warstwy.
Krok 3: Zastosowanie prądu elektrycznego
Przez wannę przepływa prąd elektryczny, a aluminium służy jako anoda. Rozpoczyna to reakcję elektrochemiczną, w wyniku której na powierzchni powstaje gruba warstwa tlenku aluminium. Napięcie zwykle zaczyna się od około 25 woltów i może wzrosnąć do 120 woltów w miarę pogrubiania się warstwy anodowej.
Krok 4: Kontrolowane warunki
Anodowanie twarde wymaga określonych warunków temperatury i gęstości prądu (często od 24 do 40 amperów na stopę kwadratową). Czynniki te mają kluczowe znaczenie dla tworzenia grubszej, gęstszej i mniej porowatej powłoki tlenkowej niż w przypadku tradycyjnych metod anodowania.
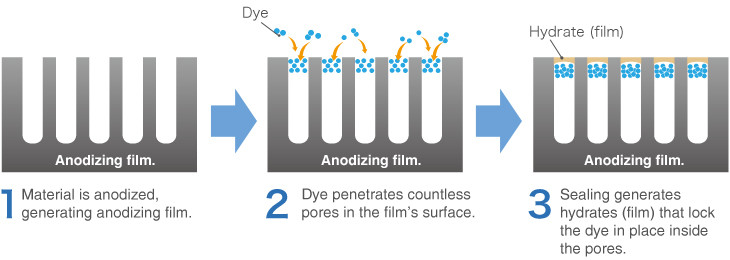
Krok 5: Uszczelnienie
Po osiągnięciu pożądanej grubości warstwy anodowanej (od 13 do 150 mikrometrów), przedmiot jest wyjmowany z kąpieli i uszczelniany w celu zamknięcia wszelkich szczelin w warstwie tlenku. Ta technika uszczelniania często obejmuje zanurzenie we wrzącej dejonizowanej wodzie lub chemicznym roztworze uszczelniającym, co poprawia odporność na korozję i zachowanie koloru, jeśli konieczne jest zabarwienie.
Krok 6: Końcowe płukanie i suszenie
Po uszczelnieniu część jest ponownie płukana w celu usunięcia wszelkich pozostałości chemikaliów, a następnie suszona i gotowa do użycia lub dalszego przetwarzania.
Jakie cechy i właściwości ma anodowanie twarde?

Twarde anodowanie poprawia właściwości powierzchni aluminium i jego stopów poprzez tworzenie grubej, trwałej warstwy tlenku. Obróbka ta zapewnia kilka charakterystycznych cech i właściwości, które sprawiają, że nadaje się ona do różnych zastosowań przemysłowych.
Grubość
Twarde anodowanie wytwarza anodowaną powłokę, która jest zazwyczaj 13 do 150 mikrometrów (0,0005″ do 0,006″) grubsza niż inne formy anodowania. Dla porównania, anodowanie typu II ma zazwyczaj grubość od 5 do 25 mikrometrów (od 0,0002″ do 0,001″). Większa grubość poprawia odporność na korozję i zużycie.
Twardość i odporność na zużycie
Twarde powłoki anodowane często mają twardość Vickersa (HV) od 400 do 600, co czyni je znacznie twardszymi niż zwykłe warstwy anodowane o HV od 200 do 400. Twardość ta przekłada się na wyjątkową odporność na zużycie – twarde anodowane powierzchnie mogą być prawie dziesięciokrotnie bardziej odporne na zużycie niż standardowe anodowane aluminium.
Odporność na korozję
Anodowanie twarde znacznie zwiększa odporność na korozję, a powłoki często wytrzymują ponad 1000 godzin w teście mgły solnej (ASTM B117). Grubsza warstwa tlenku skutecznie chroni aluminium pod spodem przed utlenianiem i degradacją środowiskową.
Właściwości elektryczne
Warstwa tlenku wytworzona podczas twardego anodowania ma dobre właściwości izolacji elektrycznej, w zakresie rezystywności od 10111011 do 10151015 omów. W rezultacie anodowane na twardo aluminium jest odpowiednie do zastosowań wymagających nieprzewodzących powierzchni.
Odporność na ciepło
Ze względu na swój obojętny charakter, twarde powłoki anodowane mogą tolerować krótkie ekspozycje na temperatury do 2000 stopni Celsjusza. Cecha ta jest szczególnie przydatna w warunkach wysokiej temperatury.
Właściwości termiczne
Twarde anodowane powierzchnie mają niską przewodność cieplną, ale wysoką emisyjność cieplną, dzięki czemu nadają się do rozpraszania ciepła w zastosowaniach inżynieryjnych, takich jak radiatory.
Opcje estetyczne
Twarde anodowane aluminium może mieć różne kolory w zależności od metalu i grubości powłoki. Zazwyczaj kolory wahają się od ciemnoszarego do brązowo-szarego. Powierzchnie te mogą być również barwione na czarno, aby wyglądały lepiej, zachowując jednocześnie swoje właściwości ochronne.
Chropowatość powierzchni
Ze względu na ciężką warstwę tlenku, procedura ta może zapewnić bardziej szorstką powierzchnię niż inne metody anodowania, co wymaga dodatkowych procesów wykończeniowych w przypadku zastosowań wymagających gładkich powierzchni.
Jaka jest różnica między anodowaniem twardym a zwykłym anodowaniem aluminium?
Anodowanie twarde i anodowanie zwykłe (znane również jako anodowanie standardowe lub anodowanie typu II) to dwie odrębne procedury stosowane w celu poprawy jakości powierzchni aluminium. Poniżej znajduje się porównanie, które podkreśla znaczące różnice w procedurze, właściwościach i zastosowaniach.
Proces i warunki
- Anodowanie twarde jest przeprowadzane w bardziej regulowanych warunkach, przy niższych temperaturach i wyższej gęstości prądu. Skutkuje to grubszą, gęstszą warstwą tlenku, co zwiększa trwałość.
- Z drugiej strony zwykłe anodowanie odbywa się w temperaturze pokojowej przy niższej gęstości prądu, co skutkuje cieńszą i bardziej miękką anodowaną powłoką.
Charakterystyka warstwy tlenkowej
- Anodowanie twarde wytwarza znacznie grubszą powłokę tlenkową (do 150 mikrometrów), która zapewnia większą odporność na zużycie i ochronę przed korozją. Twardość tej warstwy może wynosić od 400 do 600 HV.
- Zwykłe anodowanie tworzy cieńszą warstwę tlenku (5-25 mikrometrów), która jest bardziej miękka i ma głównie charakter dekoracyjny.
Właściwości wydajnościowe
- Powierzchnie anodowane na twardo są wyjątkowo odporne na zużycie, dzięki czemu idealnie nadają się do zastosowań wymagających intensywnego tarcia lub ścierania. Mogą one wytrzymać rygorystyczne testy odporności na ścieranie, takie jak ASTM D4060.
- Zwykłe anodowane powierzchnie mają rozsądną odporność na zużycie, ale nie nadają się do zastosowań, w których występują duże obciążenia.
Aplikacje
- Anodowanie twarde jest szeroko stosowane w obszarach wymagających wysokiej trwałości, takich jak elementy samolotów, sprzęt wojskowy, urządzenia medyczne i części samochodowe.
- Zwykłe anodowanie jest bardziej typowe dla powłok dekoracyjnych na towarach konsumpcyjnych i komponentach, które nie wymagają wysokiej trwałości.
Jakie są zalety i ograniczenia anodowania twardego?
Anodowanie twarde ma wiele zalet poprawiających wydajność i żywotność komponentów aluminiowych. Poniżej przedstawiono kluczowe zalety tej metody, a także pewne ograniczenia, które należy wziąć pod uwagę.
Zalety anodowania twardego
Zwiększona twardość
Anodowanie twarde znacznie zwiększa twardość powierzchni aluminium, co skutkuje twardością Rockwella C w zakresie od 50 do 70. Ta zwiększona twardość zapewnia lepszą odporność na zużycie, ścieranie i zarysowania, dzięki czemu idealnie nadaje się do zastosowań wymagających dużych obciążeń.
Zwiększona odporność na korozję
Gruba anodyzowana powłoka tlenkowa służy jako bariera ochronna przed warunkami zewnętrznymi, zapewniając wyjątkową odporność na korozję. Twarda powłoka anodowanego aluminium może wytrzymać testy mgły solnej przez ponad 2000 godzin (ASTM B117), dzięki czemu idealnie nadaje się do trudnych warunków.
Zwiększona wytrzymałość
Gruba powłoka tlenkowa znacznie zwiększa trwałość elementów anodowanych na twardo. Wytrzymałość ta wydłuża żywotność części, pozwalając im wytrzymać wielokrotne użytkowanie bez utraty integralności strukturalnej.
Wyjątkowa odporność na zużycie
Gęsta powłoka anodowa utworzona podczas anodowania twardego ma doskonałą odporność na zużycie, dzięki czemu idealnie nadaje się do elementów poddawanych naprężeniom mechanicznym i tarciu.
Właściwości dielektryczne
Warstwa tlenku jest nieprzewodząca i ma wysoką wytrzymałość dielektryczną, z napięciem przebicia w zakresie od 600 do 1000 woltów na milimetr. To sprawia, że anodowanie twarde jest idealne do zastosowań związanych z izolacją elektryczną.
Zwiększone rozpraszanie ciepła
Ze względu na wysoką emisyjność i chłonność, anodowane aluminium może poprawić rozpraszanie ciepła nawet o 30% w porównaniu do surowego aluminium.
Ograniczenia anodowania twardego
Limitowane opcje kolorystyczne
W przeciwieństwie do zwykłych procedur anodowania, które dają szeroką gamę wspaniałych kolorów, anodowanie twarde często daje ciemniejsze wykończenia (ciemnoszare lub czarne), które mogą nie spełniać wszystkich kryteriów estetycznych.
Ograniczenia grubości
Większa warstwa tlenku może mieć wpływ na tolerancje wymiarowe, przez co nie nadaje się do zastosowań wymagających precyzyjnych specyfikacji.
Chropowatość powierzchni
Anodowanie twarde może dawać bardziej chropowatą powierzchnię niż inne procedury anodowania, wymagając dodatkowych procesów wykończeniowych w zastosowaniach wymagających gładkich powierzchni.
Kruchość
Twarda powłoka może być stosunkowo krucha, przez co nie nadaje się do komponentów narażonych na silne uderzenia lub naprężenia zginające.
Jakie są standardowe wymagania dla anodowania twardego?

Kilka norm i kryteriów branżowych kontroluje anodowanie twarde, zapewniając jakość i wydajność powłok. Poniżej przedstawiono główne normy i techniki testowania jakości anodowania twardego.
- MIL-A-8625: Jest to podstawowa specyfikacja wojskowa dotycząca anodowania aluminium, określająca specyfikacje anodowania twardego (Typ III). Opisuje kontrole procesu, grubości powłok i środki zapewnienia jakości.
- AMS 2469: Specyfikacja materiałów lotniczych (AMS) określa specyfikacje dla twardych powłok anodowych na stopach aluminium, z naciskiem na wydajność i trwałość.
- ASTM B580: Norma ta określa wymagania dotyczące anodowania twardego aluminium do celów architektonicznych, w tym odporności na korozję i integralności powłoki.
- ISO 10074: Jest to międzynarodowa norma, która określa wymagania dotyczące twardego anodowania, z naciskiem na kontrolę jakości i techniki testowania.
- MIL-A-63576: Ta specyfikacja zawiera przepisy dotyczące uszczelniania PTFE twardych anodowanych powierzchni, co poprawia odporność na zużycie i smarowność.
- AMS 2482: Ta specyfikacja, podobnie jak MIL-A-63576, dotyczy uszczelniania PTFE w zastosowaniach anodowanych na twardo w celu poprawy charakterystyki działania.
Ile jest rodzajów kontroli jakości anodowania twardego?
Testy jakości są niezbędne do zapewnienia, że anodowane powierzchnie spełniają wymagane parametry wydajności.
- Test ścierania Tabera (ASTM D4060): Mierzy odporność na zużycie poprzez poddanie anodyzowanej powierzchni obrotowemu ścieraniu pod wpływem określonej siły. Utrata masy jest mierzona w celu określenia trwałości.
- Test plamki barwnika (ASTM B136): Ocenia jakość procesu uszczelniania poprzez określenie, czy zabarwiona próbka zachowuje kolor po zanurzeniu w gorącym roztworze, co sugeruje, że warstwa tlenku została dobrze uszczelniona.
- Test admitancji (MIL-A-8625): Nieniszczący test określający admitancję elektryczną warstwy anodowanej, która jest proporcjonalna do grubości i jakości uszczelnienia.
- Test rozpylania soli (ASTM B117): Ten test ocenia odporność na korozję poprzez wystawienie próbek na działanie słonego środowiska przez długi czas; anodowane aluminium z twardą powłoką zwykle wytrzymuje ponad 2000 godzin w tym teście.
- Pęcherzyk HCl: Obejmuje to zanurzenie anodowanej powłoki w słabym roztworze kwasu solnego w celu poszukiwania wizualnych wskaźników uszkodzenia powłoki spowodowanego tworzeniem się pęcherzyków wodoru.
- Extreme Alkaline Resistance Test: Ten test ocenia wydajność anodowanej warstwy w wysokich wartościach pH, aby zapewnić długą żywotność w nieprzyjaznym środowisku chemicznym.
Jakie są zastosowania anodowania twardego?
Przemysł lotniczy
Anodowanie twarde przynosi korzyści częściom konstrukcyjnym, przekładniom i układom hydraulicznym, pozwalając im tolerować ekstremalne warunki pracy, zwiększając trwałość i odporność na korozję.
Wojsko i obrona
Anodowanie twarde jest niezbędne w przypadku broni, pojazdów i innego sprzętu obronnego, ponieważ zapewnia niezbędną ochronę przed wrogim środowiskiem i intensywnym użytkowaniem.
Urządzenia medyczne
Narzędzia chirurgiczne i urządzenia medyczne wymagają powierzchni, które są długotrwałe, niezanieczyszczające i odporne na powtarzające się operacje sterylizacji. Wymagania te skutecznie spełnia anodowanie twarde.
Komponenty motoryzacyjne
Anodowanie twarde jest stosowane do ochrony części silnika, układów hamulcowych i elementów zawieszenia przed zużyciem i korozją, zwiększając niezawodność i żywotność pojazdu.
Robotyka
W robotyce anodowane powierzchnie chronią delikatne komponenty przed zużyciem, zapewniając długotrwałą wydajność.
Jakie czynniki wpływają na anodowanie twarde?

Skład stopu
Właściwości warstwy anodowanej zależą od stopu aluminium. Różne stopy różnie reagują na anodowanie, zmieniając rozmiar i głębokość porów, co wpływa na twardość i wytrzymałość warstwy tlenku. Czystsze stopy aluminium anodują się bardziej równomiernie i są twardsze niż te z większą ilością składników stopowych.
Jakość powierzchni
Wysoka jakość anodowania zależy od oryginalnego stanu powierzchni części aluminiowej. Nierównomierna anodyzacja spowodowana zadrapaniami, wgnieceniami lub zanieczyszczeniami może zmniejszyć grubość warstwy tlenku lub przyczepność. Powierzchnia musi być dokładnie oczyszczona i przygotowana do optymalnej przyczepności i wydajności powłoki anodowanej.
Parametry anodowania
Napięcie, gęstość prądu, temperatura i stężenie kwasu determinują jakość anodowania twardych powłok. Różne gęstości prądu wpływają na złożoność i gęstość powłoki, podczas gdy wyższe napięcia i niższe temperatury dają grubsze i twardsze warstwy tlenku. Optymalne właściwości powłoki wymagają starannego zarządzania i monitorowania tych czynników.
Wniosek
Anodowanie twarde zwiększa twardość i odporność na korozję, dzięki czemu nadaje się do wymagających zastosowań. Oferuje ograniczone możliwości kolorystyczne i chropowatość powierzchni, ale skrupulatny skład stopu i warunki produkcji zapewniają wysokiej jakości wykończenia, które spełniają wymagania przemysłowe.