Vad är hårdanodisering?
Hard Coat Anodisering, även känd som Typ III Anodisering, är en banbrytande elektrokemisk teknik som förbättrar ytkvaliteterna hos aluminium och andra icke-järnmetaller. Denna metod bildar en tjock och permanent beläggning av aluminiumoxid, vilket avsevärt ökar materialets hårdhet, slitstyrka och korrosionsbeständighet.
Vad är processen för hårdanodisering?
Hardcoat-anodiseringsmetoden är en specialiserad elektrisk behandling som skapar ett oxidskikt som är tjockt, starkt och motståndskraftigt mot rost på aluminium och dess legeringar. Materialets ytkvaliteter förbättras avsevärt genom denna process, vilket gör det idealiskt för krävande användningsområden i många branscher.
Steg 1: Förberedelse av ytan:
En alkalisk lösning används för att helt rengöra aluminiumdelen och avlägsna orenheter som fett och smuts. Detta steg är avgörande för att uppnå en anodiserad yta av hög kvalitet.
Föremålet kan syraetsas för att avlägsna alla naturligt förekommande oxidskikt, vilket resulterar i en homogen yta som förbättrar vidhäftningen för den anodiserade beläggningen.
Steg 2: Anodiseringsbad
Den rengjorda aluminiumdelen sänks ned i ett elektrolytbad med svavelsyra, som normalt hålls vid låga temperaturer (28°F till 32°F). Denna kontrollerade atmosfär krävs för att få de önskvärda egenskaperna hos det anodiserade skiktet.
Steg 3: Applicera elektrisk ström
En elektrisk ström flyter genom badet, med aluminiumet som anod. Detta startar en elektrokemisk reaktion som resulterar i ett tjockt lager av aluminiumoxid på ytan. Spänningen börjar vanligtvis runt 25 volt och kan växa till 120 volt när det anodiska skiktet blir tjockare.
Steg 4: Kontrollerade förhållanden
Hårdanodisering kräver vissa temperatur- och strömtäthetsförhållanden (ofta 24 till 40 ampere per kvadratmeter). Dessa faktorer är avgörande för att skapa en tjockare, tätare och mindre porös oxidbeläggning än med traditionella anodiseringsmetoder.
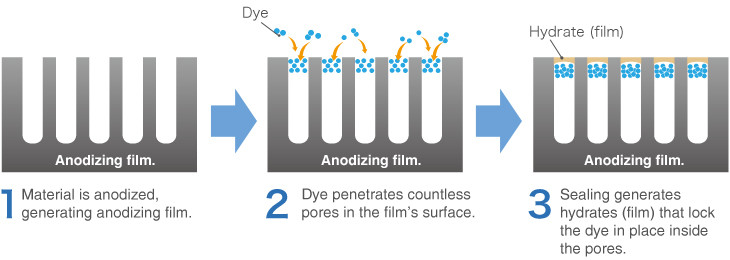
Steg 5: Försegling
När önskad tjocklek på det anodiserade skiktet har uppnåtts (13-150 mikrometer) tas föremålet upp ur badet och förseglas för att täppa till eventuella luckor i oxidskiktet. Denna förseglingsteknik innefattar ofta nedsänkning i kokande avjoniserat vatten eller en kemisk förseglingslösning, vilket förbättrar korrosionsbeständigheten och färgbeständigheten om färgning behövs.
Steg 6: Slutlig sköljning och torkning
Efter försegling sköljs detaljen igen för att eliminera eventuella rester av kemikalier innan den torkas och är klar för användning eller vidare bearbetning.
Vilka egenskaper och funktioner har anodisering med ard coat?

Hårdanodisering förbättrar ytegenskaperna hos aluminium och dess legeringar genom att skapa ett tjockt, hållbart oxidskikt. Denna behandling ger flera utmärkande egenskaper och funktioner som gör den lämplig för olika industriella tillämpningar.
Tjocklek
Hårdanodisering ger en anodiserad beläggning som typiskt är 13 till 150 mikrometer (0,0005″ till 0,006″) tjockare än andra former av anodisering. Som jämförelse har typ II-anodisering en tjocklek på 5 till 25 mikrometer (0,0002″ till 0,001″). Den större tjockleken förbättrar korrosions- och slitstyrkan.
Hårdhet och slitstyrka
Hårdanodiserade beläggningar har ofta en Vickers-hårdhet (HV) på 400 till 600, vilket gör dem betydligt hårdare än vanliga anodiserade skikt med en HV på 200 till 400. Denna hårdhet ger enastående slitstyrka – hårdanodiserade ytor kan vara nästan tio gånger mer slitstarka än standardanodiserad aluminium.
Korrosionsbeständighet
Hårdanodisering förbättrar korrosionsbeständigheten avsevärt, med beläggningar som ofta håller i över 1000 timmar i ett saltspraytest (ASTM B117). Det tjockare oxidskiktet skyddar aluminiumet på undersidan från oxidation och miljöförstöring.
Elektriska egenskaper
Det oxidskikt som bildas vid hårdanodisering har goda elektriska isoleringsförmågor med en resistivitet på mellan 10111011 och 10151015 ohm. Därför är hårdanodiserad aluminium lämplig för applikationer som kräver icke-ledande ytor.
Värmebeständighet
På grund av sin inerta natur tål hårdanodiserade beläggningar korta exponeringar för temperaturer på upp till 2000 grader Celsius. Denna egenskap är särskilt användbar i högtemperatursituationer.
Termiska egenskaper
Hårdanodiserade ytor har dålig värmeledningsförmåga men hög värmeemissivitet, vilket gör dem lämpliga för värmeavledning i tekniska applikationer som kylflänsar.
Estetiska alternativ
Hårdanodiserad aluminium kan ha olika färger beroende på metall och tjocklek på beläggningen. Vanligtvis sträcker sig färgerna från mörkgrått till bronsgrått. Dessa ytor kan också färgas svarta för att få dem att se bättre ut samtidigt som de behåller sina skyddande egenskaper.
Ytans grovhet
På grund av det kraftiga oxidskiktet kan förfarandet ge en grövre ytjämnhet än andra anodiseringsmetoder, vilket kräver ytterligare efterbehandlingsprocesser för applikationer som kräver släta ytor.
Vad är skillnaden mellan hårdanodisering och vanlig anodisering av aluminium?
Hårdanodisering och vanlig anodisering (även känd som standardanodisering eller typ II-anodisering) är två separata förfaranden som används för att förbättra aluminiumets ytegenskaper. Nedan följer en jämförelse som belyser de betydande variationerna i förfarande, egenskaper och tillämpningar.
Process och villkor
- Hårdanodisering utförs under mer reglerade förhållanden, med lägre temperaturer och högre strömtäthet. Detta resulterar i ett tjockare och tätare oxidskikt, vilket ökar hållbarheten.
- Vanlig anodisering, å andra sidan, sker vid rumstemperatur med lägre strömtäthet, vilket resulterar i en tunnare och mjukare anodiserad beläggning.
Oxidskiktets egenskaper
- Hårdanodisering ger en betydligt tjockare oxidbeläggning (upp till 150 mikrometer), som ger bättre slitstyrka och korrosionsskydd. Hårdheten i detta skikt kan variera från 400 till 600 HV.
- Vanlig anodisering skapar ett tunnare oxidskikt (5-25 mikrometer) som är mjukare och mestadels dekorativt till sin natur.
Prestandaegenskaper
- Hårdanodiserade ytor är extremt slitstarka, vilket gör dem idealiska för applikationer med intensiv friktion eller nötning. De klarar rigorösa teststandarder för nötningsbeständighet som ASTM D4060.
- Vanliga anodiserade ytor har rimlig slitstyrka men är olämpliga för applikationer med höga påfrestningar.
Användningsområden
- Hårdanodisering används ofta inom områden som kräver hög hållbarhet, t.ex. flygplanskomponenter, militär utrustning, medicintekniska produkter och bildelar.
- Vanlig anodisering används vanligen för dekorativa beläggningar på konsumtionsvaror och komponenter som inte kräver hög slitstyrka.
Vilka är fördelarna och begränsningarna med hårdanodisering?
Hårdanodisering har många fördelar när det gäller att förbättra prestanda och livslängd hos aluminiumkomponenter. Nedan följer de viktigaste fördelarna med denna metod, samt några begränsningar att ta hänsyn till.
Fördelar med hårdskiktsanodisering
Förbättrad hårdhet
Hårdanodisering ökar kraftigt aluminiumets ythårdhet, vilket resulterar i Rockwell C-hårdhetsgrader från 50 till 70. Denna ökade hårdhet ger förbättrad motståndskraft mot slitage, nötning och repor, vilket gör den perfekt för applikationer med höga påfrestningar.ns.
Förbättrat korrosionsmotstånd
Den tjocka anodiserade oxidbeläggningen fungerar som en skyddande barriär mot yttre förhållanden, vilket resulterar i exceptionell korrosionsbeständighet. Hårdanodiserad aluminium tål saltspraytester i över 2000 timmar (ASTM B117), vilket gör den idealisk för krävande miljöer.
Förbättrad hållbarhet
Den tjocka oxidbeläggningen ökar avsevärt hållbarheten hos hårdanodiserade komponenter. Denna uthållighet förlänger delarnas livslängd och gör att de tål upprepad användning utan att förlora strukturell integritet.
Exceptionellt slitstarkt material.
Den täta anodiska beläggningen som bildas vid hårdanodisering har utmärkt slitstyrka, vilket gör den idealisk för komponenter som utsätts för mekanisk belastning och friktion.
Dielektriska egenskaper
Oxidskiktet är icke-ledande och har en hög dielektrisk hållfasthet, med genomslagsspänningar på 600 till 1000 volt per mil. Detta gör hårdanodisering idealisk för elektriska isoleringstillämpningar.
Förbättrad värmeavledning
På grund av sin höga emissivitet och absorptionsförmåga kan hårdanodiserad aluminium förbättra värmeavledningen med upp till 30% jämfört med rå aluminium.
Begränsningar för anodisering med hårda skikt
Begränsat antal färgalternativ
Till skillnad från vanliga anodiseringsmetoder, som ger ett brett spektrum av briljanta färger, ger hårdanodisering ofta mörkare ytor (mörkgrå eller svarta), som kanske inte uppfyller alla estetiska kriterier.
Tjockleksbegränsningar
Det större oxidskiktet kan påverka dimensionstoleranserna, vilket gör den olämplig för applikationer som kräver exakta specifikationer.
Ytans grovhet
Hårdanodisering kan ge en grövre ytjämnhet än andra anodiseringsmetoder, vilket kräver ytterligare efterbehandlingsprocesser för applikationer som kräver släta ytor.
Sprödhet
Den hårda beläggningen kan vara relativt spröd, vilket gör den olämplig för komponenter som utsätts för kraftiga stötar eller böjspänningar.
Vilket är standardkravet för hårdanodisering?

Flera industristandarder och kriterier styr hårdanodiseringen och säkerställer beläggningarnas kvalitet och prestanda. Nedan beskrivs de viktigaste standarderna och kvalitetstestmetoderna för hårdanodisering.
- MIL-A-8625: Detta är den primära militära specifikationen för anodisering av aluminium, som beskriver specifikationerna för hårdbeläggningsanodisering (typ III). Den beskriver processkontroller, beläggningstjocklekar och kvalitetssäkringsåtgärder.
- AMS 2469: Materialspecifikationen för flyg- och rymdindustrin (AMS) anger specifikationerna för hårdanodiska beläggningar på aluminiumlegeringar, med fokus på prestanda och hållbarhet.
- ASTM B580: Denna standard specificerar kraven för hårdbeläggningsanodisering av aluminium för arkitektoniska ändamål, inklusive korrosionsbeständighet och beläggningens integritet.
- ISO 10074: Detta är en internationell standard som beskriver kraven för hårdanodisering, med fokus på kvalitetskontroll och testteknik.
- MIL-A-63576: Denna specifikation innehåller bestämmelser för PTFE-tätning av hårdanodiserade ytor, vilket förbättrar slitstyrkan och smörjförmågan.
- AMS 2482: Den här specifikationen, liksom MIL-A-63576, behandlar PTFE-tätning i hårdanodiserade applikationer för att förbättra prestandaegenskaperna.
Hur många typer av kvalitetsinspektioner för hårdanodisering?
Kvalitetstestning är avgörande för att säkerställa att hårdanodiserade ytor uppfyller de prestandaparametrar som krävs.
- Taber nötningstest (ASTM D4060): Detta test mäter slitstyrkan genom att utsätta den anodiserade ytan för roterande nötning under en specificerad kraft. Viktförlust mäts för att bestämma hållbarheten.
- Färgfläckstest (ASTM B136): Detta test utvärderar förseglingsprocessens kvalitet genom att avgöra om ett färgat prov behåller färgen när det sänks ned i en varm lösning, vilket tyder på att oxidskiktet har förseglats väl.
- Admittanstest (MIL-A-8625): Ett icke-förstörande test som bestämmer den elektriska admittansen hos det anodiserade skiktet, vilket är proportionellt mot tjocklek och tätningskvalitet.
- Saltspraytest (ASTM B117): Detta test utvärderar korrosionsbeständighet genom att utsätta prover för en salt miljö under långa tidsperioder; hårdanodiserad aluminium tål normalt mer än 2000 timmar i detta test.
- HCl-bubblan: Detta innebär att den anodiserade beläggningen sänks ned i en svag saltsyralösning för att leta efter visuella indikatorer på beläggningsfel orsakade av vätgasbubblor.
- Extreme Alkaline Resistance Test: Detta test utvärderar det anodiserade skiktets prestanda vid höga pH-värden för att säkerställa lång livslängd i fientliga kemiska miljöer.
Vilka är tillämpningarna för anodisering med hårda skikt?
Flyg- och rymdindustrin
Hårdanodisering gynnar strukturella delar, växlar och hydraulsystem genom att de tål extrema driftsförhållanden, vilket ökar livslängden och korrosionsbeständigheten.
Militär och försvar
Hårdanodisering är viktigt för vapen, fordon och annan försvarsutrustning eftersom det ger det nödvändiga skyddet mot fientliga miljöer och hård användning.
Medicintekniska produkter
Kirurgiska verktyg och medicintekniska produkter kräver ytor som är långlivade, inte förorenar och som kan motstå upprepade steriliseringar. Dessa krav uppfylls effektivt genom hårdanodisering.
Komponenter till fordonsindustrin
Hårdanodisering används för att skydda motordelar, bromssystem och fjädringskomponenter mot slitage och korrosion, vilket ökar fordonets tillförlitlighet och livslängd.
Robotik
Inom robotteknik skyddar hårdanodiserade ytor känsliga komponenter från slitage och säkerställer långsiktig prestanda.
Vilka faktorer påverkar hårdanodiseringen?

Legeringssammansättning
Det anodiserade skiktets egenskaper beror på aluminiumlegeringen. Olika legeringar reagerar olika på anodisering och ändrar porstorlek och djup, vilket påverkar oxidskiktets hårdhet och uthållighet. Renare aluminiumlegeringar anodiseras jämnare och hårdare än de som innehåller fler legeringskomponenter.
Ytans kvalitet
Högkvalitativ anodisering beror på aluminiumdelens ursprungliga ytstatus. Ojämn anodisering på grund av repor, bucklor eller orenheter kan minska oxidskiktets tjocklek eller vidhäftning. Ytan måste rengöras noggrant och förberedas för optimal vidhäftning och prestanda hos den anodiserade beläggningen.
Anodiseringsparametrar
Spänning, strömtäthet, temperatur och syrakoncentration avgör anodiseringskvaliteten för hårda skikt. Olika strömtätheter påverkar beläggningens komplexitet och densitet, medan högre spänningar och lägre temperaturer ger tjockare och hårdare oxidskikt. För optimala beläggningsegenskaper krävs noggrann hantering och övervakning av dessa faktorer.
Slutsats
Slutligen förbättrar hårdanodisering hårdheten och korrosionsbeständigheten, vilket gör den lämplig för krävande applikationer. Färgmöjligheterna och ytjämnheten är begränsade, men den noggranna legeringssammansättningen och produktionsförhållandena ger en högkvalitativ finish som uppfyller industrins krav.



