Was ist Hartanodisieren?
Hartcoat-Eloxieren, auch bekannt als Typ-III-Eloxieren, ist eine hochmoderne elektrochemische Technik, die die Oberflächenqualität von Aluminium und anderen Nichteisenmetallen verbessert. Bei diesem Verfahren wird eine dicke und dauerhafte Aluminiumoxidschicht gebildet, die die Härte, Verschleißfestigkeit und Korrosionsbeständigkeit des Materials erheblich erhöht.
Was ist das Hartcoat-Eloxalverfahren?
Das Hardcoat-Eloxalverfahren ist eine spezielle elektrische Behandlung, bei der eine dicke, starke und rostbeständige Oxidschicht auf Aluminium und seinen Legierungen erzeugt wird. Die Oberflächeneigenschaften des Materials werden durch dieses Verfahren erheblich verbessert, was es ideal für anspruchsvolle Anwendungen in vielen Branchen macht.
Schritt 1: Oberflächenvorbereitung:
Eine alkalische Lösung wird verwendet, um das Aluminiumteil vollständig zu reinigen und Verunreinigungen wie Fett und Schmutz zu entfernen. Dieser Schritt ist entscheidend für ein hochwertiges Eloxalfinish.
Der Gegenstand kann säuregeätzt werden, um alle natürlich vorkommenden Oxidschichten zu entfernen, wodurch eine homogene Oberfläche entsteht, die die Haftung der Eloxalschicht verbessert.
Schritt 2: Eloxalbad
Das gereinigte Aluminiumteil wird in ein Schwefelsäure-Elektrolytbad getaucht, das normalerweise bei niedrigen Temperaturen (28°F bis 32°F) gehalten wird. Diese kontrollierte Atmosphäre ist erforderlich, um die gewünschten Eigenschaften der Eloxalschicht zu erzielen.
Schritt 3: Anlegen von elektrischem Strom
Ein elektrischer Strom fließt durch das Bad, wobei das Aluminium als Anode dient. Dadurch wird eine elektrochemische Reaktion ausgelöst, die zu einer dicken Aluminiumoxidschicht auf der Oberfläche führt. Die Spannung beginnt in der Regel bei 25 Volt und kann mit zunehmender Dicke der anodischen Schicht auf 120 Volt ansteigen.
Schritt 4: Kontrollierte Bedingungen
Das Hartanodisieren erfordert bestimmte Temperatur- und Stromdichtebedingungen (oft 24 bis 40 Ampere pro Quadratfuß). Diese Faktoren sind entscheidend für die Erzeugung einer dickeren, dichteren und weniger porösen Oxidschicht als bei herkömmlichen Eloxalverfahren.
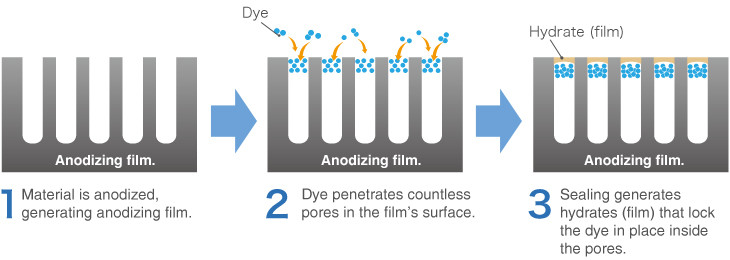
Schritt 5: Versiegeln
Wenn die gewünschte Dicke der Eloxalschicht erreicht ist (13 bis 150 Mikrometer), wird der Gegenstand aus dem Bad genommen und versiegelt, um etwaige Lücken in der Oxidschicht zu schließen. Diese Versiegelungstechnik umfasst häufig das Eintauchen in kochendes deionisiertes Wasser oder eine chemische Versiegelungslösung, die die Korrosionsbeständigkeit und die Farbhaltung verbessert, falls eine Färbung erforderlich ist.
Schritt 6: Abschließende Spülung und Trocknung
Nach dem Versiegeln wird das Teil erneut gespült, um Chemikalienreste zu beseitigen, bevor es getrocknet wird und zur Verwendung oder Weiterverarbeitung bereit ist.
Welche Eigenschaften und Merkmale hat die Eloxalschicht?

Das Harteloxieren verbessert die Oberflächeneigenschaften von Aluminium und seinen Legierungen, indem es eine dicke, dauerhafte Oxidschicht erzeugt. Diese Behandlung bietet mehrere charakteristische Eigenschaften und Merkmale, die sie für verschiedene industrielle Anwendungen geeignet machen.
Stärke
Beim Harteloxieren wird eine Eloxalschicht erzeugt, die in der Regel 13 bis 150 Mikrometer (0,0005″ bis 0,006″) dicker ist als andere Formen des Eloxierens. Im Vergleich dazu hat die Eloxierung des Typs II in der Regel eine Dicke von 5 bis 25 Mikrometern (0,0002″ bis 0,001″). Die größere Dicke verbessert die Korrosions- und Verschleißbeständigkeit.
Härte und Abriebfestigkeit
Harteloxalschichten haben oft eine Vickershärte (HV) von 400 bis 600 und sind damit deutlich härter als normale Eloxalschichten mit einer HV von 200 bis 400. Diese Härte führt zu einer hervorragenden Verschleißfestigkeit – harteloxierte Oberflächen können fast zehnmal verschleißfester sein als normales eloxiertes Aluminium.
Korrosionsbeständigkeit
Die Hartanodisierung erhöht die Korrosionsbeständigkeit erheblich, wobei die Beschichtungen oft über 1000 Stunden im Salzsprühnebeltest (ASTM B117) halten. Die dickere Oxidschicht schützt das darunter liegende Aluminium erfolgreich vor Oxidation und Umweltschäden.
Elektrische Eigenschaften
Die beim Harteloxieren entstehende Oxidschicht hat gute elektrische Isolationseigenschaften, die von 10111011 bis 10151015 reichen. Daher eignet sich harteloxiertes Aluminium für Anwendungen, die nichtleitende Oberflächen erfordern.
Hitzebeständigkeit
Aufgrund ihrer Inertheit können Harteloxalschichten kurzzeitig Temperaturen von bis zu 2000 Grad Celsius ausgesetzt werden. Diese Eigenschaft ist besonders bei hohen Temperaturen von Vorteil.
Thermische Eigenschaften
Harteloxierte Oberflächen haben eine schlechte Wärmeleitfähigkeit, aber eine hohe Wärmeemission, wodurch sie sich für die Wärmeableitung in technischen Anwendungen wie Kühlkörpern eignen.
Ästhetische Optionen
Harteloxiertes Aluminium kann je nach Metall und Dicke der Beschichtung verschiedene Farben haben. Normalerweise reichen die Farben von Dunkelgrau bis Bronzegrau. Diese Oberflächen können auch schwarz eingefärbt werden, um sie besser aussehen zu lassen und gleichzeitig ihre Schutzeigenschaften zu erhalten.
Oberflächenrauhigkeit
Aufgrund der schweren Oxidschicht kann das Verfahren eine rauere Oberfläche als andere Eloxalverfahren ergeben, so dass bei Anwendungen, die glatte Oberflächen erfordern, zusätzliche Nachbearbeitungsprozesse erforderlich sind.
Was ist der Unterschied zwischen Hartanodisierung und normaler Eloxierung von Aluminium?
Harteloxieren und normales Eloxieren (auch bekannt als Standard-Eloxieren oder Typ-II-Eloxieren) sind zwei verschiedene Verfahren zur Verbesserung der Oberflächenqualität von Aluminium. Im Folgenden wird ein Vergleich angestellt, der die erheblichen Unterschiede in Bezug auf Verfahren, Eigenschaften und Anwendungen aufzeigt.
Verfahren und Bedingungen
- Das Hartanodisieren erfolgt unter geregelteren Bedingungen, mit niedrigeren Temperaturen und höheren Stromdichten. Dies führt zu einer dickeren, dichteren Oxidschicht, die die Haltbarkeit erhöht.
- Das reguläre Eloxieren hingegen erfolgt bei Raumtemperatur mit niedrigeren Stromdichten, was zu einer dünneren und weicheren Eloxalschicht führt.
Merkmale der Oxidschicht
- Beim Harteloxieren wird eine wesentlich dickere Oxidschicht (bis zu 150 Mikrometer) erzeugt, die eine höhere Verschleißfestigkeit und einen besseren Korrosionsschutz bietet. Die Härte dieser Schicht kann von 400 bis 600 HV reichen.
- Beim normalen Eloxieren wird eine dünnere Oxidschicht (5-25 Mikrometer) erzeugt, die weicher ist und eher dekorativen Charakter hat.
Leistungseigenschaften
- Harteloxierte Oberflächen sind extrem verschleißfest und daher ideal für Anwendungen mit starker Reibung oder Abrieb. Sie halten strengen Abriebfestigkeitstests wie ASTM D4060 stand.
- Normale eloxierte Oberflächen haben eine angemessene Verschleißfestigkeit, sind aber für stark beanspruchte Anwendungen ungeeignet.
Bewerbungen
- Die Hartanodisierung wird häufig in Bereichen eingesetzt, die eine hohe Beständigkeit erfordern, z. B. bei Flugzeugteilen, militärischer Ausrüstung, medizinischen Geräten und Automobilteilen.
- Normales Eloxieren wird in der Regel für dekorative Beschichtungen von Konsumgütern und Bauteilen verwendet, die keine hohe Haltbarkeit erfordern.
Was sind die Vorteile und Grenzen der Hartanodisierung?
Die Hartanodisierung bietet verschiedene Vorteile zur Verbesserung der Leistung und Lebensdauer von Aluminiumbauteilen. Im Folgenden werden die wichtigsten Vorteile dieses Verfahrens sowie einige zu beachtende Grenzen aufgeführt.
Vorteile der Hartcoat-Eloxierung
Verbesserte Härte
Das Harteloxieren erhöht die Oberflächenhärte von Aluminium erheblich, was zu Rockwell-C-Härtewerten von 50 bis 70 führt. Diese erhöhte Härte sorgt für eine verbesserte Verschleiß-, Abrieb- und Kratzfestigkeit und macht es perfekt für hochbelastete Anwendungen.
Verbesserte Korrosionsbeständigkeit
Die dicke Eloxalschicht dient als Schutzbarriere gegen äußere Einflüsse und sorgt für eine außergewöhnliche Korrosionsbeständigkeit. Harteloxiertes Aluminium kann Salzsprühnebeltests über 2000 Stunden (ASTM B117) standhalten und ist damit ideal für anspruchsvolle Umgebungen.
Erhöhte Dauerhaftigkeit
Die dicke Oxidschicht erhöht die Haltbarkeit von harteloxierten Bauteilen erheblich. Diese Beständigkeit verlängert die Lebensdauer der Teile, so dass sie wiederholtem Gebrauch standhalten können, ohne ihre strukturelle Integrität zu verlieren.
Außergewöhnliche Verschleißfestigkeit
Die dichte Eloxalschicht, die bei der Hartanodisierung entsteht, weist eine hervorragende Verschleißfestigkeit auf und ist daher ideal für Bauteile, die mechanischer Belastung und Reibung ausgesetzt sind.
Dielektrische Eigenschaften
Die Oxidschicht ist nicht leitend und hat eine hohe Durchschlagsfestigkeit mit Durchschlagsspannungen von 600 bis 1000 Volt pro Millimeter. Damit ist die Hartanodisierung ideal für elektrische Isolationsanwendungen.
Verbesserte Wärmeableitung
Aufgrund seines hohen Emissions- und Absorptionsvermögens kann harteloxiertes Aluminium die Wärmeableitung im Vergleich zu Rohaluminium um bis zu 30 % verbessern.
Grenzen der Hartcoat-Eloxierung
Beschränkte Farbauswahl
Im Gegensatz zu herkömmlichen Eloxalverfahren, die eine breite Palette brillanter Farben ergeben, führt das Harteloxieren häufig zu dunkleren Oberflächen (dunkelgrau oder schwarz), die möglicherweise nicht alle ästhetischen Kriterien erfüllen.
Dickenbeschränkungen
Die größere Oxidschicht kann sich auf die Maßtoleranzen auswirken, so dass es für Anwendungen, die genaue Spezifikationen erfordern, ungeeignet ist.
Oberflächenrauhigkeit
Beim Harteloxieren kann die Oberfläche rauer sein als bei anderen Eloxalverfahren, so dass bei Anwendungen, die glatte Oberflächen erfordern, zusätzliche Nachbearbeitungen erforderlich sind.
Sprödigkeit
Die harte Beschichtung kann relativ spröde sein, so dass sie für Bauteile, die starken Stößen oder Biegebelastungen ausgesetzt sind, nicht geeignet ist.
Was ist die Standardanforderung für die Hartcoat-Eloxierung?

Mehrere Industrienormen und Kriterien regeln die Hartanodisierung und gewährleisten die Qualität und Leistung der Beschichtungen. Im Folgenden sind die wichtigsten Normen und Qualitätsprüfungsverfahren für die Hartanodisierung aufgeführt.
- MIL-A-8625: Dies ist die primäre militärische Spezifikation für die Eloxierung von Aluminium und umreißt die Spezifikationen für die Hartschicht-Eloxierung (Typ III). Sie beschreibt Prozesskontrollen, Schichtdicken und Qualitätssicherungsmaßnahmen.
- AMS 2469: Die Aerospace Material Specification (AMS) legt die Spezifikationen für harte anodische Beschichtungen auf Aluminiumlegierungen fest, wobei der Schwerpunkt auf Leistung und Haltbarkeit liegt.
- ASTM B580: Diese Norm legt die Anforderungen für die Hartanodisierung von Aluminium für architektonische Zwecke fest, einschließlich Korrosionsbeständigkeit und Integrität der Beschichtung.
- ISO 10074: Dies ist eine internationale Norm, die die Anforderungen an die Harteloxierung umreißt, wobei der Schwerpunkt auf der Qualitätskontrolle und den Prüfverfahren liegt.
- MIL-A-63576: Diese Spezifikation enthält Bestimmungen für die PTFE-Versiegelung von hartanodisierten Oberflächen, die die Verschleißfestigkeit und Schmierfähigkeit verbessert.
- AMS 2482: Diese Spezifikation befasst sich wie MIL-A-63576 mit PTFE-Dichtungen in hartanodisierten Anwendungen zur Verbesserung der Leistungsmerkmale.
Wie viele Arten von Qualitätskontrollen für die Hartanodisierung?
Qualitätsprüfungen sind unerlässlich, um sicherzustellen, dass hartanodisierte Oberflächen die erforderlichen Leistungsparameter erfüllen.
- Taber Abrasion Test (ASTM D4060): Bei diesem Test wird die Verschleißfestigkeit gemessen, indem die eloxierte Oberfläche einem Rotationsabrieb unter einer bestimmten Kraft ausgesetzt wird. Der Gewichtsverlust wird gemessen, um die Haltbarkeit zu bestimmen.
- Farbfleckentest (ASTM B136): Hier wird die Qualität des Versiegelungsprozesses bewertet, indem festgestellt wird, ob eine gefärbte Probe beim Eintauchen in eine heiße Lösung die Farbe behält, was darauf hindeutet, dass die Oxidschicht gut versiegelt wurde.
- Admittanztest (MIL-A-8625): Ein zerstörungsfreier Test, der die elektrische Admittanz der Eloxalschicht bestimmt, die proportional zur Dicke und Qualität der Versiegelung ist.
- Salzsprühtest (ASTM B117): Dieser Test bewertet die Korrosionsbeständigkeit, indem Proben über längere Zeiträume einer salzhaltigen Umgebung ausgesetzt werden; hartbeschichtetes eloxiertes Aluminium hält in diesem Test normalerweise mehr als 2000 Stunden stand.
- Die HCl-Blase: Dabei wird die Eloxalschicht in eine schwache Salzsäurelösung getaucht, um nach sichtbaren Anzeichen für ein Versagen der Beschichtung durch Wasserstoffblasenbildung zu suchen.
- Extreme Alkalibeständigkeitsprüfung: Bei dieser Prüfung wird die Leistung der Eloxalschicht bei hohen pH-Werten bewertet, um die Langlebigkeit in aggressiven chemischen Umgebungen zu gewährleisten.
Was sind die Anwendungen der Hartanodisierung?
Luft- und Raumfahrtindustrie
Die Hartanodisierung kommt Strukturteilen, Getrieben und Hydrauliksystemen zugute, da sie extremen Betriebsbedingungen standhält und die Langlebigkeit und Korrosionsbeständigkeit erhöht.
Militär und Verteidigung
Die Hartanodisierung ist für Gewehre, Fahrzeuge und andere Verteidigungsausrüstungen unerlässlich, da sie den notwendigen Schutz gegen feindliche Umgebungen und harten Einsatz bietet.
Medizinische Geräte
Chirurgische Instrumente und medizinische Geräte benötigen Oberflächen, die langlebig sind, nicht kontaminieren und wiederholten Sterilisationsvorgängen standhalten. Diese Anforderungen werden durch die Hartanodisierung effektiv erfüllt.
Automobilkomponenten
Die Hartanodisierung wird eingesetzt, um Motorteile, Bremssysteme und Aufhängungskomponenten vor Verschleiß und Korrosion zu schützen und so die Zuverlässigkeit und Lebensdauer von Fahrzeugen zu erhöhen.
Robotik
In der Robotik schützen harteloxierte Oberflächen empfindliche Komponenten vor Abnutzung und Verschleiß und gewährleisten eine langfristige Leistung.
Welche Faktoren beeinflussen die Hartcoat-Eloxierung?

Zusammensetzung der Legierung
Die Eigenschaften der Eloxalschicht hängen von der Aluminiumlegierung ab. Verschiedene Legierungen reagieren unterschiedlich auf das Eloxieren und verändern die Porengröße und -tiefe, was sich auf die Härte und die Lebensdauer der Oxidschicht auswirkt. Reinere Aluminiumlegierungen eloxieren gleichmäßiger und härter als solche mit mehr Legierungsbestandteilen.
Oberflächenqualität
Eine qualitativ hochwertige Eloxierung hängt von der ursprünglichen Oberflächenbeschaffenheit des Aluminiumteils ab. Eine ungleichmäßige Eloxierung aufgrund von Kratzern, Dellen oder Verunreinigungen kann die Dicke der Oxidschicht oder die Haftfähigkeit verringern. Für eine optimale Haftung und Leistung der Eloxalschicht muss die Oberfläche gründlich gereinigt und vorbereitet werden.
Eloxalparameter
Spannung, Stromdichte, Temperatur und Säurekonzentration bestimmen die Qualität der Hartschichtanodisierung. Unterschiedliche Stromdichten wirken sich auf die Komplexität und Dichte der Beschichtung aus, während höhere Spannungen und niedrigere Temperaturen dickere und härtere Oxidschichten ergeben. Optimale Schichteigenschaften erfordern eine sorgfältige Steuerung und Überwachung dieser Faktoren.
Schlussfolgerung
Das Hartanodisieren schließlich verbessert die Härte und Korrosionsbeständigkeit und eignet sich daher für anspruchsvolle Anwendungen. Es bietet begrenzte Farbmöglichkeiten und Oberflächenrauhigkeit, aber die sorgfältige Legierungszusammensetzung und die Produktionsbedingungen sorgen für hochwertige Oberflächen, die den industriellen Anforderungen entsprechen.