Kas yra kietasis anodavimas?
Kietasis anodavimas, dar vadinamas III tipo anodavimu, yra pažangiausias elektrocheminis metodas, kuriuo pagerinamos aliuminio ir kitų spalvotųjų metalų paviršiaus savybės. Taikant šį metodą susidaro storas ir patvarus aliuminio oksido sluoksnis, gerokai padidinantis medžiagos kietumą, atsparumą dilimui ir korozijai.
Kas yra kietasis anodavimo procesas?
Kietas anodavimo metodas – tai specializuotas elektrinis apdorojimas, kurio metu ant aliuminio ir jo lydinių sukuriamas storas, stiprus ir rūdims atsparus oksido sluoksnis. Taikant šį procesą labai pagerėja medžiagos paviršiaus savybės, todėl jis idealiai tinka reikliam naudojimui daugelyje pramonės šakų.
1 etapas: paviršiaus paruošimas:
Šarminis tirpalas naudojamas visiškai išvalyti aliuminio detalę, pašalinant tokius nešvarumus kaip riebalai ir purvas. Šis etapas yra labai svarbus, norint pasiekti aukštos kokybės anoduotą apdailą.
Gaminys gali būti ėsdinamas rūgštimi, kad būtų pašalinti visi natūraliai susidarę oksidų sluoksniai, todėl paviršius tampa vientisas ir pagerėja anoduotos dangos sukibimas.
2 etapas: anodavimo vonia
Išvalyta aliuminio dalis panardinama į sieros rūgšties elektrolito vonią, kurioje paprastai palaikoma žema temperatūra (28-32 °F). Tokia kontroliuojama atmosfera reikalinga norint išgauti pageidaujamas anoduoto sluoksnio savybes.
3 etapas: elektros srovės naudojimas
Vonioje teka elektros srovė, o aliuminis tarnauja kaip anodas. Dėl to prasideda elektrocheminė reakcija, kurios metu ant paviršiaus susidaro storas aliuminio oksido sluoksnis. Įtampa paprastai prasideda nuo maždaug 25 voltų ir gali išaugti iki 120 voltų, nes anodinis sluoksnis storėja.
4 etapas: kontroliuojamos sąlygos
Kietajam anodavimui reikia tam tikros temperatūros ir srovės tankio sąlygų (dažnai 24-40 amperų kvadratiniam pėdsakui). Šie veiksniai yra labai svarbūs siekiant sukurti storesnę, tankesnę ir mažiau akytą oksido dangą nei taikant tradicinius anodavimo metodus.
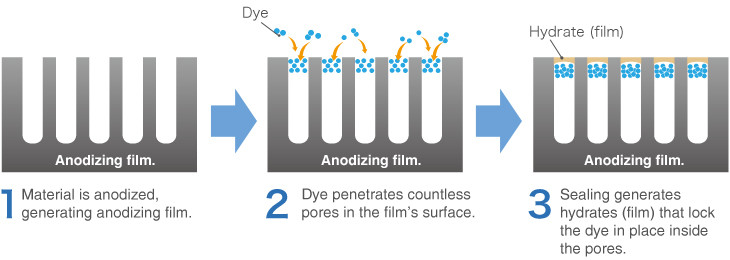
5 etapas: sandarinimas
Kai pasiekiamas norimas anodizuoto sluoksnio storis (13-150 mikrometrų), gaminys išimamas iš vonelės ir uždaromas, kad būtų užtaisyti visi oksido sluoksnio tarpai. Šis sandarinimo būdas dažnai apima panardinimą į verdantį dejonizuotą vandenį arba cheminį sandarinimo tirpalą, kuris pagerina atsparumą korozijai ir spalvos išlaikymą, jei reikia dažyti.
6 etapas: galutinis skalavimas ir džiovinimas
Po sandarinimo detalė dar kartą nuplaunama, kad būtų pašalinti cheminių medžiagų likučiai, ir tik tada išdžiovinama bei paruošiama naudoti arba toliau apdoroti.
Kokiomis savybėmis ir ypatybėmis pasižymi paviršinis anodavimas?

Kietasis anodavimas pagerina aliuminio ir jo lydinių paviršiaus savybes sukurdamas storą, patvarų oksido sluoksnį. Šis apdorojimas pasižymi keliomis išskirtinėmis savybėmis ir ypatybėmis, dėl kurių jis tinka įvairioms pramoninėms reikmėms.
Trumpumas
Kietai anoduojant gaunama anoduota danga, kuri paprastai yra 13-150 mikrometrų (0,0005-0,006″) tankesnė nei kitų formų anodavimas. Palyginimui, II tipo anodavimo storis paprastai būna nuo 5 iki 25 mikrometrų (nuo 0,0002″ iki 0,001″. Dėl didesnio storio padidėja atsparumas korozijai ir dilimui.
Kietumas ir atsparumas dilimui
Kietai anoduotų dangų kietumas (HV) dažnai būna nuo 400 iki 600, todėl jos yra gerokai kietesnės už įprastus anoduotus sluoksnius, kurių HV yra nuo 200 iki 400. Toks kietumas reiškia išskirtinį atsparumą dilimui – kietai anoduoti paviršiai gali būti beveik dešimt kartų atsparesni dilimui nei standartinis anoduotas aliuminis.
Atsparumas korozijai
Kietas anodavimas gerokai padidina atsparumą korozijai, o dangos dažnai išsilaiko ilgiau nei 1000 valandų druskos purškimo bandyme (ASTM B117). Storesnis oksido sluoksnis sėkmingai apsaugo po juo esantį aliuminį nuo oksidacijos ir aplinkos poveikio.
Elektrinės savybės
Kietojo anodavimo metu susidaręs oksido sluoksnis pasižymi geromis elektros izoliacijos savybėmis, jo varža svyruoja nuo 10111011 iki 10151015 omų. Todėl kietai anoduotas aliuminis tinka naudoti tais atvejais, kai reikia nelaidžių paviršių.
Atsparumas karščiui
Dėl savo inertiškos prigimties kietosios anoduotos dangos gali būti trumpai veikiamos iki 2000 laipsnių Celsijaus temperatūros. Ši savybė ypač naudinga esant aukštai temperatūrai.
Šiluminės savybės
Kietai anoduoti paviršiai pasižymi mažu šilumos laidumu, bet dideliu šilumos spinduliavimu, todėl tinka šilumai išsklaidyti inžineriniuose įrenginiuose, pvz., radiatoriuose.
Estetinės galimybės
Kietai anoduoto aliuminio spalvos gali skirtis priklausomai nuo metalo ir dangos storio. Paprastai spalvos būna nuo tamsiai pilkos iki bronzos pilkos. Šiuos paviršius taip pat galima nudažyti juodai, kad jie atrodytų geriau, tačiau išlaikytų savo apsaugines savybes.
Paviršiaus šiurkštumas
Dėl stipraus oksido sluoksnio ši procedūra gali užtikrinti šiurkštesnį paviršių nei kiti anodavimo būdai, todėl, jei reikia lygių paviršių, reikia atlikti papildomus apdailos procesus.
Kuo skiriasi aliuminio anodavimas kietu sluoksniu nuo įprasto anodavimo?
Anodavimas kietuoju sluoksniu ir įprastas anodavimas (taip pat žinomas kaip standartinis anodavimas arba II tipo anodavimas) yra dvi atskiros procedūros, naudojamos aliuminio paviršiaus savybėms pagerinti. Toliau pateikiamas palyginimas, kuriame išryškinami reikšmingi procedūros, savybių ir taikymo būdų skirtumai.
Procesas ir sąlygos
- Anodavimas kietuoju sluoksniu atliekamas labiau reguliuojamomis sąlygomis, esant žemesnei temperatūrai ir didesniam srovės tankiui. Taip gaunamas storesnis ir tankesnis oksido sluoksnis, kuris padidina patvarumą.
- Kita vertus, įprastinis anodavimas vyksta kambario temperatūroje, esant mažesniam srovės tankiui, todėl anoduota danga yra plonesnė ir minkštesnė.
Oksidinio sluoksnio savybės
- Anoduojant kietuoju sluoksniu gaunama gerokai storesnė (iki 150 mikrometrų) oksido danga, kuri užtikrina didesnį atsparumą dilimui ir apsaugą nuo korozijos. Šio sluoksnio kietumas gali būti nuo 400 iki 600 HV.
- Įprastai anoduojant sukuriamas plonesnis oksido sluoksnis (5-25 mikrometrai), kuris yra minkštesnis ir dažniausiai dekoratyvinis.
Vykdymo savybės
- Kietai anoduoti paviršiai yra itin atsparūs dilimui, todėl idealiai tinka darbams, susijusiems su didele trintimi ar dilimu. Jie gali atlaikyti griežtus atsparumo dilimui bandymų standartus, pavyzdžiui, ASTM D4060.
- Įprasti anoduoti paviršiai yra pakankamai atsparūs dilimui, tačiau jie netinka didelės apkrovos darbams.
Priedai
- Anodavimas kietu sluoksniu plačiai naudojamas tose srityse, kuriose reikia didelio patvarumo, pavyzdžiui, orlaivių komponentams, karinei įrangai, medicinos prietaisams ir automobilių dalims.
- Įprastas anodavimas dažniausiai naudojamas dekoratyvinėms vartojimo prekių ir komponentų, kuriems nereikia didelio patvarumo, dangoms.
Kokie yra kietojo anodavimo privalumai ir apribojimai?
Kietasis anodavimas turi įvairių privalumų, nes pagerina aliuminio komponentų eksploatacines savybes ir ilgaamžiškumą. Toliau pateikiami pagrindiniai šio metodo privalumai ir kai kurie apribojimai, į kuriuos reikia atsižvelgti.
Kietos dangos anodavimo privalumai
Pagerintas kietumas
Anoduojant kietuoju sluoksniu, labai padidėja aliuminio paviršiaus kietumas, todėl jo kietumas pagal Rokvelo C skalę siekia nuo 50 iki 70. Šis padidintas kietumas užtikrina didesnį atsparumą dilimui, trinčiai ir įbrėžimams, todėl puikiai tinka didelės apkrovos darbams.ns.
Pagerintas atsparumas korozijai
Storas anoduoto oksido sluoksnis tarnauja kaip apsauginis barjeras nuo išorinių sąlygų ir užtikrina išskirtinį atsparumą korozijai. Kietai anoduotas aliuminis gali atlaikyti daugiau kaip 2000 valandų (ASTM B117) druskos purslų bandymus, todėl idealiai tinka naudoti sudėtingomis sąlygomis.
Didesnis patvarumas
Storas oksido sluoksnis gerokai padidina kietai anoduotų komponentų ilgaamžiškumą. Toks patvarumas prailgina dalių tarnavimo laiką, todėl jos gali būti pakartotinai naudojamos neprarandant struktūrinio vientisumo.
Išskirtinis atsparumas dėvėjimuisi
Kietosios anodizacijos metu susidariusi tanki anodinė danga pasižymi puikiu atsparumu dilimui, todėl idealiai tinka mechaninio įtempimo ir trinties veikiamiems komponentams.
Dielektrinės savybės
Oksido sluoksnis yra nelaidus ir pasižymi dideliu dielektriniu atsparumu, o jo pramušimo įtampa svyruoja nuo 600 iki 1000 voltų milimetrui. Dėl to kietasis anodavimas idealiai tinka elektros izoliacijai.
Pagerintas šilumos išsklaidymas
Dėl didelio spinduliavimo ir absorbcijos koeficiento kietąja danga anoduoto aliuminio šilumos išsklaidymas gali pagerėti iki 30 % 30 %, palyginti su neapdorotu aliuminiu.
Kietos dangos anodavimo apribojimai
Ribotas spalvų pasirinkimas
Skirtingai nuo įprastų anodavimo procedūrų, kurių metu gaunama daugybė ryškių spalvų, anoduojant kietuoju sluoksniu dažnai gaunama tamsesnė apdaila (tamsiai pilka arba juoda), kuri gali neatitikti visų estetinių kriterijų.
Tobulumo apribojimai
Didesnis oksido sluoksnis gali turėti įtakos matmenų nuokrypiams, todėl jis netinka tikslių specifikacijų reikalaujančioms programoms.
Paviršiaus šiurkštumas
Anoduojant kietuoju sluoksniu gali būti gaunamas šiurkštesnis paviršius nei taikant kitas anodavimo procedūras, todėl, jei reikia lygių paviršių, reikia papildomų apdailos procesų.
Kruopštumas
Kietoji danga gali būti gana trapi, todėl netinka komponentams, kurie patiria stiprius smūgius ar lenkimo įtempius.
Kokie yra standartiniai reikalavimai, taikomi anoduojant kietuoju sluoksniu?

Kietųjų dangų anodavimas kontroliuojamas pagal keletą pramonės standartų ir kriterijų, užtikrinančių dangų kokybę ir našumą. Toliau pateikiami pagrindiniai kietųjų dangų anodavimo standartai ir kokybės bandymo metodai.
- MIL-A-8625:
- AMS 2469: Aerokosminės medžiagos specifikacijoje (AMS) nurodomos kietųjų anodinių aliuminio lydinių dangų specifikacijos, daugiausia dėmesio skiriant eksploatacinėms savybėms ir ilgaamžiškumui.
- ASTM B580: Šiame standarte nustatyti architektūrinio aliuminio anodavimo kietuoju sluoksniu reikalavimai, įskaitant atsparumą korozijai ir dangos vientisumą.
- ISO 10074: Tai tarptautinis standartas, kuriame išdėstyti kietojo anodavimo reikalavimai, daugiausia dėmesio skiriant kokybės kontrolei ir bandymų metodams.
- MIL-A-63576: Į šią specifikaciją įtrauktos nuostatos dėl kietai anoduoto paviršiaus PTFE sandarinimo, kuris pagerina atsparumą dilimui ir tepimą.
- AMS 2482: Ši specifikacija, kaip ir MIL-A-63576, skirta PTFE sandarinimui kietu sluoksniu anoduotoje medžiagoje, siekiant pagerinti eksploatacines savybes.
Kiek rūšių kokybės patikrinimų atliekama anoduojant kietąja danga?
Kokybės bandymai yra labai svarbūs siekiant užtikrinti, kad kietąja danga anoduoti paviršiai atitiktų reikiamus eksploatacinius parametrus.
- Taberio dilimo bandymas (ASTM D4060): Šiuo metodu matuojamas atsparumas dilimui, veikiant anoduoto paviršiaus sukamąjį dilimą tam tikra jėga. Siekiant nustatyti patvarumą, matuojamas svorio sumažėjimas.
- Dažiklių dėmių bandymas (ASTM B136): Šiuo bandymu vertinama sandarinimo proceso kokybė, nustatant, ar dažytas mėginys, panardintas į karštą tirpalą, išlaiko spalvą, o tai rodo, kad oksido sluoksnis gerai užsandarintas.
- Priėmimo bandymas (MIL-A-8625): Tai neardomasis bandymas, kuriuo nustatomas anoduoto sluoksnio elektrinis pralaidumas, proporcingas storiui ir sandarinimo kokybei.
- Druskos purškimo bandymas (ASTM B117): Šiuo bandymu įvertinamas atsparumas korozijai, bandinius ilgą laiką veikiant druskinga aplinka; kietai anoduoto aliuminio danga paprastai atlaiko daugiau kaip 2000 valandų.
- „HCl burbuliukas”: Anoduota danga panardinama į silpną druskos rūgšties tirpalą ir ieškoma vizualių dangos gedimo požymių, atsirandančių dėl vandenilio burbuliukų susidarymo.
- Extreme Alkaline Resistance Test (ekstremalaus atsparumo šarmams bandymas): Šiuo bandymu įvertinamas anoduoto sluoksnio veikimas esant aukštai pH vertei, kad būtų užtikrintas ilgaamžiškumas priešiškoje cheminėje aplinkoje.
Kokie yra kietojo anodavimo būdai?
Aerokosmoso pramonė
Kietas anodavimas naudingas konstrukcinėms dalims, krumpliaračiams ir hidraulinėms sistemoms, nes leidžia joms atlaikyti ekstremalias eksploatavimo sąlygas, padidina ilgaamžiškumą ir atsparumą korozijai.
Karinė ir gynybinė veikla
Kietas anodavimas yra būtinas ginklams, transporto priemonėms ir kitai gynybinei įrangai, nes užtikrina reikiamą apsaugą nuo priešiškos aplinkos ir sunkaus naudojimo.
Medicinos prietaisai
Chirurginiams įrankiams ir medicinos prietaisams reikalingi ilgaamžiai, neužteršti ir daugkartinio sterilizavimo operacijoms atsparūs paviršiai. Šiuos reikalavimus efektyviai atitinka kietasis anodavimas.
Automobilių komponentai
Kietas anodavimas naudojamas variklio dalims, stabdžių sistemoms ir pakabos komponentams apsaugoti nuo susidėvėjimo ir korozijos, taip padidinant transporto priemonės patikimumą ir ilgaamžiškumą.
Robotika
Robotikoje kietai anoduoti paviršiai apsaugo jautrius komponentus nuo nusidėvėjimo, užtikrindami ilgalaikį veikimą.
Kokie veiksniai turi įtakos kietajam anodavimui?

Lydinio sudėtis
Anoduoto sluoksnio savybės priklauso nuo aliuminio lydinio. Skirtingi lydiniai skirtingai reaguoja į anodavimą, keičiasi porų dydis ir gylis, o tai turi įtakos oksido sluoksnio kietumui ir patvarumui. Grynesni aliuminio lydiniai anoduojasi tolygiau ir kiečiau nei tie, kuriuose yra daugiau legiruojančių komponentų.
Paviršiaus kokybė
Aukštos kokybės anodavimas priklauso nuo pirminės aliuminio detalės paviršiaus būklės. Dėl įbrėžimų, įdubimų ar priemaišų netolygus anodavimas gali sumažinti oksido sluoksnio storį ar sukibimą. Paviršius turi būti kruopščiai nuvalytas ir paruoštas, kad anoduota danga būtų optimaliai sukibusi ir veiktų.
Anodavimo parametrai
Įtampa, srovės tankis, temperatūra ir rūgšties koncentracija lemia kieto sluoksnio anodavimo kokybę. Skirtingas srovės tankis turi įtakos dangos sudėtingumui ir tankiui, o esant aukštesnei įtampai ir žemesnei temperatūrai gaunami storesni ir tvirtesni oksidų sluoksniai. Optimalioms dangos savybėms reikia kruopščiai valdyti ir stebėti šiuos veiksnius.
Išvada
Galiausiai, kietasis anodavimas padidina kietumą ir atsparumą korozijai, todėl tinka sudėtingoms reikmėms. Jos spalvos ir paviršiaus šiurkštumo galimybės ribotos, tačiau kruopšti lydinio sudėtis ir gamybos sąlygos užtikrina aukštos kokybės apdailą, atitinkančią pramonės reikalavimus.