Qu’est-ce que l’anodisation dure ?
Qu’est-ce que le processus d’anodisation hard coat ?
Étape 1 : Préparation de la surface :
Une solution alcaline est utilisée pour nettoyer complètement la pièce d’aluminium, en éliminant les impuretés telles que la graisse et la saleté. Cette étape est cruciale pour obtenir une finition anodisée de haute qualité.
L’article peut être décapé à l’acide pour éliminer toute couche d’oxyde naturelle, ce qui permet d’obtenir une surface homogène qui améliore l’adhérence du revêtement anodisé.
Etape 2 : Bain d’anodisation
La partie d’aluminium nettoyée est immergée dans un bain d’électrolyte d’acide sulfurique, qui est normalement maintenu à basse température (28°F à 32°F). Cette atmosphère contrôlée est nécessaire pour obtenir les qualités souhaitables de la couche anodisée.
Etape 3 : Application du courant électrique
Un courant électrique circule dans le bain, l’aluminium servant d’anode. Cela déclenche une réaction électrochimique qui entraîne la formation d’une épaisse couche d’oxyde d’aluminium à la surface. La tension commence généralement autour de 25 volts et peut atteindre 120 volts à mesure que la couche anodique s’épaissit.
Etape 4 : Conditions contrôlées
L’anodisation par couche dure requiert certaines conditions de température et de densité de courant (souvent de 24 à 40 ampères par mètre carré). Ces facteurs sont essentiels pour créer un revêtement d’oxyde plus épais, plus dense et moins poreux que les méthodes d’anodisation traditionnelles.
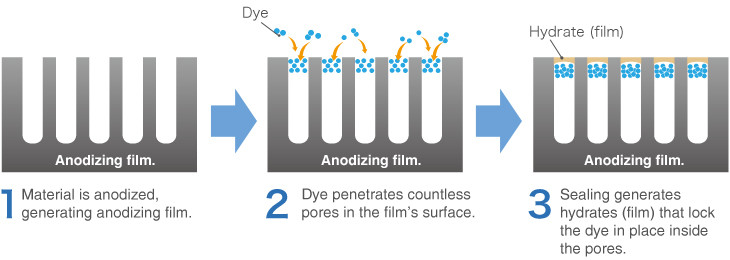
Etape 5 : Scellement
Lorsque l’épaisseur souhaitée de la couche anodisée est atteinte (13 à 150 micromètres), l’objet est sorti du bain et scellé pour combler les éventuelles lacunes de la couche d’oxyde. Cette technique de scellement comprend souvent une immersion dans de l’eau désionisée bouillante ou dans une solution de scellement chimique, ce qui améliore la résistance à la corrosion et la rétention de la couleur si une coloration est nécessaire.
Etape 6 : Rinçage final et séchage
Après le scellement, la pièce est à nouveau rincée pour éliminer tout résidu de produits chimiques avant d’être séchée et prête à être utilisée ou à subir d’autres traitements.
Quelles sont les caractéristiques et les particularités de l’anodisation en couche d’ardoise ?

L’anodisation dure améliore les propriétés de surface de l’aluminium et de ses alliages en créant une couche d’oxyde épaisse et durable. Ce traitement présente plusieurs caractéristiques et particularités qui le rendent adapté à diverses applications industrielles.
Épaisseur
L’anodisation dure produit un revêtement anodisé qui est généralement 13 à 150 micromètres (0,0005″ à 0,006″) plus épais que les autres formes d’anodisation. En comparaison, l’anodisation de type II a généralement une épaisseur de 5 à 25 micromètres (0,0002″ à 0,001″). L’épaisseur plus importante améliore la résistance à la corrosion et à l’usure.
Dureté et résistance à l’usure
Les revêtements anodisés durs ont souvent une dureté Vickers (HV) de 400 à 600, ce qui les rend nettement plus durs que les couches anodisées normales dont la HV est comprise entre 200 et 400. Cette dureté se traduit par une résistance à l’usure exceptionnelle – les surfaces anodisées dures peuvent être presque dix fois plus résistantes à l’usure que l’aluminium anodisé standard.
Résistance à la corrosion
L’anodisation à couche dure améliore considérablement la résistance à la corrosion, avec des revêtements qui durent souvent plus de 1000 heures dans un test de brouillard salin (ASTM B117). La couche d’oxyde plus épaisse protège efficacement l’aluminium sous-jacent de l’oxydation et de la détérioration de l’environnement.
Propriétés électriques
La couche d’oxyde générée lors de l’anodisation dure possède de bonnes qualités d’isolation électrique, avec une résistivité comprise entre 10111011 et 10151015 ohms. Par conséquent, l’aluminium anodisé dur convient aux applications qui nécessitent des surfaces non conductrices.
Résistance à la chaleur
En raison de leur nature inerte, les revêtements anodisés durs peuvent tolérer de courtes expositions à des températures allant jusqu’à 2000 degrés Celsius. Cette caractéristique est particulièrement utile dans les situations de haute température.
Propriétés thermiques
Les surfaces anodisées à couche dure ont une faible conductivité thermique mais une émissivité thermique élevée, ce qui les rend adaptées à la dissipation de la chaleur dans les applications techniques telles que les dissipateurs thermiques.
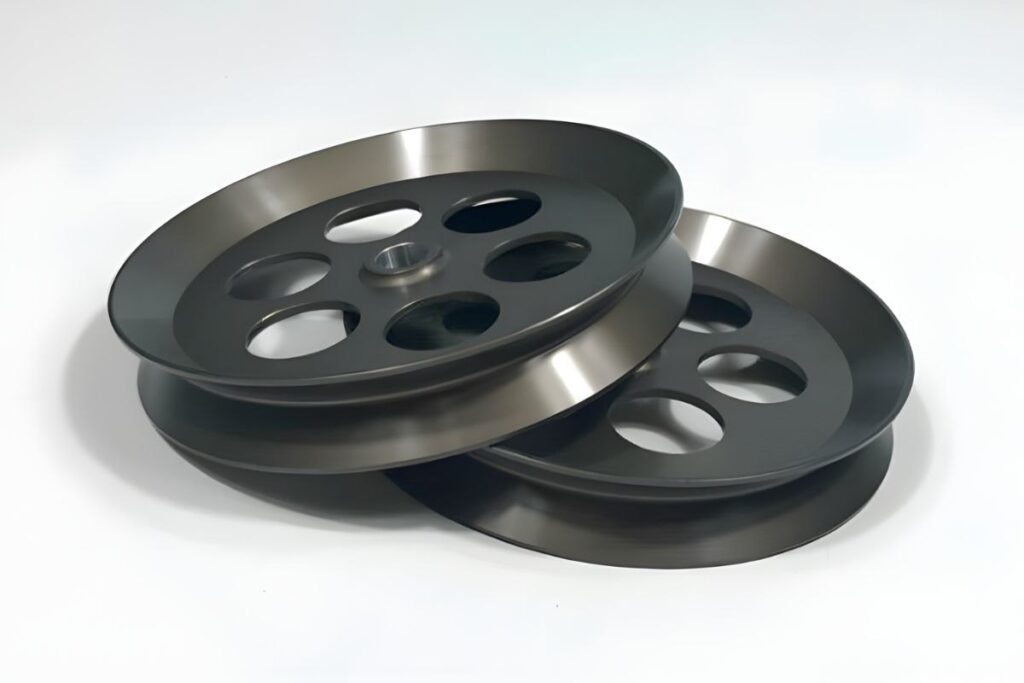
Options esthétiques
L’aluminium anodisé dur peut avoir différentes couleurs en fonction du métal et de l’épaisseur du revêtement. En général, les couleurs vont du gris foncé au gris bronze. Ces surfaces peuvent également être teintées en noir pour leur donner un meilleur aspect tout en conservant leurs propriétés protectrices.
Rugosité de la surface
En raison de la couche d’oxyde épaisse, la procédure peut produire une surface plus rugueuse que les autres méthodes d’anodisation, ce qui nécessite des processus de finition supplémentaires pour les applications qui requièrent des surfaces lisses.
Quelle est la différence entre l’anodisation à couche dure et l’anodisation normale pour l’aluminium ?
L’anodisation par couche dure et l’anodisation régulière (également connue sous le nom d’anodisation standard ou d’anodisation de type II) sont deux procédures distinctes utilisées pour améliorer les qualités de surface de l’aluminium. La comparaison suivante met en évidence les différences significatives entre les procédures, les propriétés et les applications.
Processus et conditions
- L’anodisation par couche dure est réalisée dans des conditions plus réglementées, avec des températures plus basses et des densités de courant plus élevées. Il en résulte une couche d’oxyde plus épaisse et plus dense, qui augmente la durabilité.
- L’anodisation classique, en revanche, se produit à température ambiante avec des densités de courant plus faibles, ce qui donne un revêtement anodisé plus fin et plus souple.
Caractéristiques de la couche d’oxyde
- L’anodisation à couche dure produit une couche d’oxyde nettement plus épaisse (jusqu’à 150 micromètres), qui offre une plus grande résistance à l’usure et une meilleure protection contre la corrosion. La dureté de cette couche peut varier de 400 à 600 HV.
- L’anodisation classique crée une couche d’oxyde plus fine (5-25 micromètres) qui est plus douce et surtout décorative.
Propriétés de performance
- Les surfaces anodisées à couche dure sont extrêmement résistantes à l’usure, ce qui les rend idéales pour les applications impliquant une friction ou une abrasion intense. Elles peuvent supporter des tests rigoureux de résistance à l’abrasion tels que l’ASTM D4060.
- Les surfaces anodisées ordinaires présentent une résistance raisonnable à l’usure, mais ne conviennent pas aux applications soumises à de fortes contraintes.
Applications
- L’anodisation par couche dure est largement utilisée dans les domaines exigeant une grande durabilité, tels que les composants aéronautiques, les équipements militaires, les appareils médicaux et les pièces automobiles.
- L’anodisation ordinaire est plus généralement utilisée pour les revêtements décoratifs sur les biens de consommation et les composants qui ne nécessitent pas une grande durabilité.
L’anodisation par couche dure présente de nombreux avantages pour l’amélioration des performances et de la durée de vie des composants en aluminium. Voici les principaux avantages de cette méthode, ainsi que certaines limites à prendre en compte.
Avantages de l’anodisation dure
Dureté améliorée
L’anodisation à couche dure augmente considérablement la dureté de surface de l’aluminium, ce qui permet d’obtenir des indices de dureté Rockwell C allant de 50 à 70. Cette dureté accrue offre une meilleure résistance à l’usure, à l’abrasion et aux rayures, ce qui en fait un produit idéal pour les applications soumises à de fortes contraintes.ns.
Résistance améliorée à la corrosion
L’épaisse couche d’oxyde anodisé sert de barrière protectrice contre les conditions extérieures, ce qui lui confère une résistance exceptionnelle à la corrosion. L’aluminium anodisé à couche dure peut résister à des tests au brouillard salin pendant plus de 2000 heures (ASTM B117), ce qui le rend idéal pour les environnements sévères.
Durabilité accrue
L’épaisse couche d’oxyde augmente considérablement la durabilité des composants anodisés à couche dure. Cette endurance prolonge la durée de vie des pièces, leur permettant de résister à des utilisations répétées sans perdre leur intégrité structurelle.
Résistance exceptionnelle à l’usure
Le revêtement anodique dense formé lors de l’anodisation à couche dure présente une excellente résistance à l’usure, ce qui en fait un produit idéal pour les composants soumis à des contraintes mécaniques et à des frottements.
Propriétés diélectriques
La couche d’oxyde est non conductrice et possède une résistance diélectrique élevée, avec des tensions de claquage allant de 600 à 1000 volts par mil. L’anodisation à couche dure est donc idéale pour les applications d’isolation électrique.
Dissipation de la chaleur améliorée
En raison de son émissivité et de son absorptivité élevées, l’aluminium anodisé à couche dure peut améliorer la dissipation de la chaleur jusqu’à 30 % par rapport à l’aluminium brut.
Limites de l’anodisation par couche dure
Options de couleurs limitées
Contrairement aux procédures d’anodisation ordinaires, qui permettent d’obtenir une large gamme de couleurs brillantes, l’anodisation à couche dure produit souvent des finitions plus sombres (gris foncé ou noir), qui peuvent ne pas répondre à tous les critères esthétiques.
Limites d’épaisseur
La couche d’oxyde plus importante peut avoir un impact sur les tolérances dimensionnelles, ce qui rend le produit inadapté aux applications nécessitant des spécifications précises.
Rugosité de la surface
L’anodisation par couche dure peut produire une surface plus rugueuse que les autres procédés d’anodisation, ce qui nécessite des procédés de finition supplémentaires pour les applications qui nécessitent des surfaces lisses.
Fragilité
Le revêtement dur peut être relativement fragile, ce qui le rend inadapté aux composants soumis à de forts impacts ou à des contraintes de flexion.
Quelle est l’exigence standard pour l’anodisation à couche dure ?

Plusieurs normes et critères industriels régissent l’anodisation par couche dure, garantissant la qualité et les performances des revêtements. Les principales normes et techniques d’essai de qualité pour l’anodisation à couche dure sont présentées ci-dessous.
- MIL-A-8625 : Il s’agit de la principale spécification militaire pour l’anodisation de l’aluminium, décrivant les spécifications pour l’anodisation par couche dure (Type III). Elle décrit les contrôles de processus, les épaisseurs de revêtement et les mesures d’assurance qualité.
- AMS 2469 : La spécification des matériaux aérospatiaux (AMS) spécifie les spécifications des revêtements anodiques durs sur les alliages d’aluminium, en mettant l’accent sur la performance et la durabilité.
- ASTM B580: Cette norme spécifie les exigences relatives à l’anodisation dure de l’aluminium à des fins architecturales, y compris la résistance à la corrosion et l’intégrité du revêtement.
- ISO 10074 : Cette norme internationale définit les exigences relatives à l’anodisation dure, en mettant l’accent sur le contrôle de la qualité et les techniques d’essai.
- MIL-A-63576: Cette spécification inclut des dispositions pour l’étanchéité en PTFE des surfaces anodisées dures, ce qui améliore la résistance à l’usure et le pouvoir lubrifiant.
- AMS 2482 : Cette spécification, comme la MIL-A-63576, traite de l’étanchéité au PTFE dans les applications anodisées à couche dure afin d’améliorer les caractéristiques de performance.
Combien de types de contrôles de qualité pour l’anodisation à couche dure ?
Les tests de qualité sont essentiels pour garantir que les surfaces anodisées à couche dure répondent aux paramètres de performance requis.
- Test d’abrasion Taber (ASTM D4060) : Ce test mesure la résistance à l’usure en soumettant la surface anodisée à une abrasion rotative sous une force spécifiée. La perte de poids est mesurée pour déterminer la durabilité.
B136) : Ce test évalue la qualité du processus de scellement en déterminant si un échantillon teinté conserve sa couleur lorsqu’il est immergé dans une solution chaude, ce qui suggère que la couche d’oxyde a été bien scellée. A-8625) : Un test non destructif qui détermine l’admittance électrique de la couche anodisée, qui est proportionnelle à l’épaisseur et à la qualité du scellement. B117) : Ce test évalue la résistance à la corrosion en exposant des échantillons à un environnement salin pendant de longues périodes ; l’aluminium anodisé à couche dure résiste normalement à plus de 2000 heures dans ce test. - La bulle HCl: Il s’agit d’immerger le revêtement anodisé dans une solution d’acide chlorhydrique faible afin de rechercher des indicateurs visuels de défaillance du revêtement causée par la formation de bulles d’hydrogène.
- Test de résistance alcaline extrême: Ce test évalue la performance de la couche anodisée dans des valeurs de pH élevées afin de garantir sa longévité dans des environnements chimiques hostiles.
Quelles sont les applications de l’anodisation par couche dure?
Industrie aérospatiale
L’anodisation à couche dure profite aux pièces structurelles, aux engrenages et aux systèmes hydrauliques en leur permettant de tolérer des conditions de fonctionnement extrêmes, en augmentant leur longévité et leur résistance à la corrosion.
Militaire et défense
L’anodisation dure est essentielle pour les armes à feu, les véhicules et autres équipements de défense, car elle offre la protection nécessaire contre les environnements hostiles et l’utilisation intensive.
Dispositifs médicaux
Les outils chirurgicaux et les dispositifs médicaux nécessitent des surfaces durables, non contaminantes et capables de résister à des opérations de stérilisation répétées. L’anodisation à couche dure répond efficacement à ces exigences.
Composants automobiles
L’anodisation à couche dure est utilisée pour préserver les pièces de moteur, les systèmes de freinage et les composants de suspension de l’usure et de la corrosion, augmentant ainsi la fiabilité et la durée de vie des véhicules.
Robotique
Dans le domaine de la robotique, les surfaces anodisées à revêtement dur protègent les composants délicats de l’usure et garantissent des performances à long terme.
Quels sont les facteurs qui influencent l’anodisation par couche dure ?

Composition de l’alliage
Les qualités de la couche anodisée dépendent de l’alliage d’aluminium. Les différents alliages réagissent différemment à l’anodisation, modifiant la taille et la profondeur des pores, ce qui affecte la dureté et l’endurance de la couche d’oxyde. Les alliages d’aluminium plus purs s’anodisent de manière plus uniforme et plus dure que ceux qui contiennent davantage de composants d’alliage.
Qualité de la surface
La qualité de l’anodisation dépend de l’état de surface original de la pièce d’aluminium. Une anodisation irrégulière due à des rayures, des bosses ou des impuretés peut réduire l’épaisseur ou l’adhérence de la couche d’oxyde. La surface doit être soigneusement nettoyée et préparée pour que l’adhérence et la performance du revêtement anodisé soient optimales.
Paramètres d’anodisation
La tension, la densité de courant, la température et la concentration d’acide déterminent la qualité de l’anodisation des couches dures. Différentes densités de courant affectent la complexité et la densité du revêtement, tandis que des tensions plus élevées et des températures plus basses produisent des couches d’oxyde plus épaisses et plus résistantes. Les propriétés optimales du revêtement nécessitent une gestion et un suivi attentifs de ces facteurs.
Conclusion
Enfin, l’anodisation à couche dure améliore la dureté et la résistance à la corrosion, ce qui la rend adaptée aux applications exigeantes. Elle offre des possibilités de couleurs et une rugosité de surface limitées, mais la composition méticuleuse de l’alliage et les conditions de production permettent d’obtenir des finitions de haute qualité qui répondent aux exigences de l’industrie.