Che cos’è l’anodizzazione a strato duro?
L’anodizzazione a strato duro, nota anche come anodizzazione di tipo III, è una tecnica elettrochimica all’avanguardia che migliora le qualità superficiali dell’alluminio e di altri metalli non ferrosi. Questo metodo forma un rivestimento spesso e permanente di ossido di alluminio, aumentando notevolmente la durezza, la resistenza all’usura e la resistenza alla corrosione del materiale.
Che cos’è il processo di anodizzazione a strato duro?
Il metodo di anodizzazione Hardcoat è un trattamento elettrico specializzato che crea uno strato di ossido spesso, forte e resistente alla ruggine sull’alluminio e le sue leghe. Le qualità superficiali del materiale sono notevolmente migliorate da questo processo, che lo rende ideale per gli usi più esigenti in molti settori.
Fase 1: preparazione della superficie:
Una soluzione alcalina viene utilizzata per pulire completamente il pezzo di alluminio, rimuovendo impurità come grasso e sporcizia. Questa fase è fondamentale per ottenere una finitura anodizzata di alta qualità.
L’oggetto può essere inciso con acido per rimuovere gli strati di ossido presenti in natura, ottenendo una superficie omogenea che migliora l’aderenza del rivestimento anodizzato.
Fase 2: Bagno di anodizzazione
La porzione di alluminio pulita viene immersa in un bagno elettrolitico di acido solforico, normalmente mantenuto a basse temperature (da 28°F a 32°F). Questa atmosfera controllata è necessaria per ottenere le qualità desiderate dello strato anodizzato.
Fase 3: Applicazione della corrente elettrica
Nel bagno scorre una corrente elettrica e l’alluminio funge da anodo. Si innesca così una reazione elettrochimica che porta alla formazione di uno spesso strato di ossido di alluminio sulla superficie. La tensione inizia solitamente intorno ai 25 volt e può crescere fino a 120 volt man mano che lo strato anodico si ispessisce.
Fase 4: Condizioni controllate
L’anodizzazione a strato duro richiede determinate condizioni di temperatura e densità di corrente (spesso da 24 a 40 ampere per piede quadrato). Questi fattori sono fondamentali per creare un rivestimento di ossido più spesso, più denso e meno poroso rispetto ai metodi di anodizzazione tradizionali.
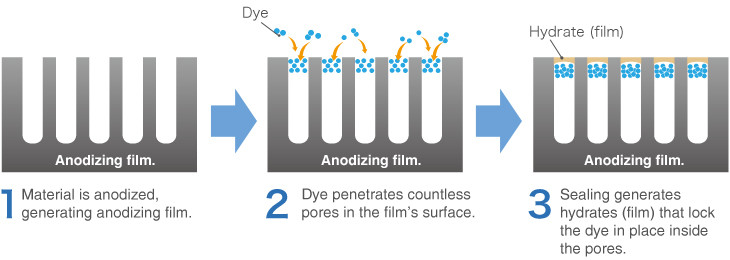
Fase 5: Sigillatura
Quando si raggiunge lo spessore desiderato dello strato anodizzato (da 13 a 150 micrometri), l’oggetto viene prelevato dal bagno e sigillato per chiudere eventuali spazi nello strato di ossido. Questa tecnica di sigillatura comprende spesso l’immersione in acqua bollente deionizzata o in una soluzione chimica di sigillatura, che migliora la resistenza alla corrosione e la ritenzione del colore, se è necessario colorarlo.
Fase 6: Risciacquo finale e asciugatura
Dopo la sigillatura, il pezzo viene risciacquato nuovamente per eliminare eventuali residui chimici prima di essere asciugato e pronto per l’uso o per ulteriori lavorazioni.
Quali sono le caratteristiche e le peculiarità dell’anodizzazione a strato ardente?

L’anodizzazione dura migliora le proprietà superficiali dell’alluminio e delle sue leghe creando uno strato di ossido spesso e resistente. Questo trattamento offre diverse caratteristiche e peculiarità che lo rendono adatto a varie applicazioni industriali.
Spessore
L’anodizzazione dura produce un rivestimento anodizzato che è tipicamente da 13 a 150 micrometri (da 0,0005″ a 0,006″) più spesso di altre forme di anodizzazione. In confronto, l’anodizzazione di tipo II ha in genere uno spessore da 5 a 25 micrometri (da 0,0002″ a 0,001″). Lo spessore maggiore migliora la resistenza alla corrosione e all’usura.
Durezza e resistenza all’usura
I rivestimenti anodizzati duri hanno spesso una durezza Vickers (HV) da 400 a 600, che li rende significativamente più duri dei normali strati anodizzati con HV da 200 a 400. Questa durezza si traduce in un’eccezionale resistenza all’usura: le superfici anodizzate dure possono essere quasi dieci volte più resistenti all’usura dell’alluminio anodizzato standard. Questa durezza si traduce in un’eccezionale resistenza all’usura: le superfici anodizzate dure possono essere quasi dieci volte più resistenti all’usura rispetto all’alluminio anodizzato standard.
Resistenza alla corrosione
L’anodizzazione a strato duro aumenta notevolmente la resistenza alla corrosione, con rivestimenti che spesso durano oltre 1000 ore in un test in nebbia salina (ASTM B117). Lo strato di ossido più spesso riesce a proteggere l’alluminio sottostante dall’ossidazione e dal deterioramento ambientale.
Proprietà elettriche
Lo strato di ossido generato durante l’anodizzazione dura ha buone qualità di isolamento elettrico, con una resistività compresa tra 10111011 e 10151015 ohm. Di conseguenza, l’alluminio anodizzato duro è adatto alle applicazioni che richiedono superfici non conduttive.
Resistenza al calore
Grazie alla loro natura inerte, i rivestimenti anodizzati duri possono tollerare brevi esposizioni a temperature fino a 2000 gradi Celsius. Questa caratteristica è particolarmente utile nelle situazioni di alta temperatura.
Proprietà termiche
Le superfici anodizzate a strato duro hanno una scarsa conducibilità termica ma un’elevata emissività termica, che le rende adatte alla dissipazione del calore in applicazioni ingegneristiche come i dissipatori di calore.
Opzioni estetiche
L’alluminio anodizzato duro può avere colori diversi a seconda del metallo e dello spessore del rivestimento. In genere, i colori vanno dal grigio scuro al grigio bronzo. Queste superfici possono anche essere tinte di nero per migliorare l’aspetto pur mantenendo le loro proprietà protettive.
Rugosità della superficie
A causa del pesante strato di ossido, la procedura può fornire una ruvidità superficiale maggiore rispetto ad altri metodi di anodizzazione, rendendo necessari ulteriori processi di finitura per le applicazioni che richiedono superfici lisce.
Che differenza c’è tra l’anodizzazione a strato duro e l’anodizzazione normale per l’alluminio?
L’anodizzazione a strato duro e l’anodizzazione normale (nota anche come anodizzazione standard o anodizzazione di tipo II) sono due procedure distinte utilizzate per migliorare le qualità superficiali dell’alluminio. Di seguito è riportato un confronto che mette in evidenza le significative variazioni in termini di procedura, proprietà e applicazioni.
Processo e condizioni
- L’anodizzazione a strato duro viene eseguita in condizioni più regolamentate, con temperature più basse e densità di corrente più elevate. In questo modo si ottiene uno strato di ossido più spesso e denso, che aumenta la durata.
- L’anodizzazione normale, invece, avviene a temperatura ambiente con densità di corrente più basse, con il risultato di un rivestimento anodico più sottile e più morbido.
Caratteristiche dello strato di ossido
- L’anodizzazione a strato duro produce un rivestimento di ossido sostanzialmente più spesso (fino a 150 micrometri), che offre una maggiore resistenza all’usura e protezione dalla corrosione. La durezza di questo strato può variare da 400 a 600 HV.
- L’anodizzazione normale crea uno strato di ossido più sottile (5-25 micrometri), più morbido e principalmente decorativo.
Proprietà delle prestazioni
- Le superfici anodizzate a strato duro sono estremamente resistenti all’usura e sono quindi ideali per le applicazioni che comportano un forte attrito o un’abrasione. Possono sopportare rigorosi test di resistenza all’abrasione come l’ASTM D4060.
- Le superfici anodizzate normali hanno una ragionevole resistenza all’usura, ma non sono adatte ad applicazioni ad alta sollecitazione.
Applicazioni
- L’anodizzazione a strato duro è ampiamente utilizzata in settori che richiedono un’elevata durata, come i componenti degli aerei, le attrezzature militari, i dispositivi medici e le parti automobilistiche.
- L’anodizzazione normale è più tipicamente utilizzata per rivestimenti decorativi su beni di consumo e componenti che non richiedono un’elevata durata.
Quali sono i vantaggi e le limitazioni dell’anodizzazione a strato duro?
L’anodizzazione a strato duro presenta diversi vantaggi per migliorare le prestazioni e la durata dei componenti in alluminio. Di seguito sono elencati i principali vantaggi di questo metodo e alcuni limiti da considerare.
Benefici dell’anodizzazione a strato duro
Durezza migliorata
L’anodizzazione a strato duro aumenta notevolmente la durezza superficiale dell’alluminio, con valori di durezza Rockwell C che vanno da 50 a 70. Questa maggiore durezza offre una migliore resistenza all’usura, all’abrasione e ai graffi, rendendolo perfetto per le applicazioni ad alta sollecitazione.
Migliorata resistenza alla corrosione
Lo spesso rivestimento di ossido anodizzato funge da barriera protettiva contro le condizioni esterne, garantendo un’eccezionale resistenza alla corrosione. L’alluminio anodizzato a strato duro può resistere a test in nebbia salina per oltre 2000 ore (ASTM B117), rendendolo ideale per ambienti severi.
Maggiore durata
Lo spesso rivestimento di ossido aumenta notevolmente la durata dei componenti anodizzati a strato duro. Questa resistenza prolunga la vita dei componenti, consentendo loro di resistere all’uso ripetuto senza perdere l’integrità strutturale.
Eccezionale resistenza all’usura
Il denso rivestimento anodico che si forma durante l’anodizzazione a strato duro ha un’eccellente resistenza all’usura, che lo rende ideale per i componenti sottoposti a stress meccanico e attrito.
Proprietà dielettriche
Lo strato di ossido non è conduttivo e ha un’elevata rigidità dielettrica, con tensioni di rottura che vanno da 600 a 1000 volt per mil. Ciò rende l’anodizzazione a strato duro ideale per le applicazioni di isolamento elettrico.
Maggiore dissipazione del calore
Grazie alla sua elevata emissività e assorbenza, l’alluminio anodizzato hard coat può migliorare la dissipazione del calore fino al 30% rispetto all’alluminio grezzo.
Limitazioni dell’anodizzazione a strato duro
Opzioni di colore limitate
A differenza dei normali procedimenti di anodizzazione, che offrono un’ampia gamma di colori brillanti, l’anodizzazione a strato duro produce spesso finiture più scure (grigio scuro o nero), che potrebbero non soddisfare tutti i criteri estetici.
Limitazioni di spessore
Lo strato di ossido più ampio potrebbe avere un impatto sulle tolleranze dimensionali, rendendolo inadatto alle applicazioni che richiedono specifiche precise.
Rugosità della superficie
L’anodizzazione a strato duro può produrre una rugosità superficiale maggiore rispetto ad altre procedure di anodizzazione, rendendo necessari ulteriori processi di finitura per le applicazioni che richiedono superfici lisce.
Fragilità
Il rivestimento duro può essere relativamente fragile, il che lo rende inadatto ai componenti sottoposti a forti impatti o a sollecitazioni di flessione.
Quali sono i requisiti standard per l’anodizzazione a strato duro?

Diversi standard e criteri industriali controllano l’anodizzazione a strato duro, garantendo la qualità e le prestazioni dei rivestimenti. Di seguito sono riportati i principali standard e le tecniche di controllo della qualità per l’anodizzazione a strato duro.
- MIL-A-8625: Questa è la principale specifica militare per l’anodizzazione dell’alluminio, che delinea le specifiche per l’anodizzazione a strato duro (Tipo III). Descrive i controlli di processo, gli spessori del rivestimento e le misure di garanzia della qualità.
- AMS 2469: Le specifiche dei materiali aerospaziali (AMS) specificano le specifiche per i rivestimenti anodici duri su leghe di alluminio, con particolare attenzione alle prestazioni e alla durata.
- ASTM B580: Questo standard specifica i requisiti per l’anodizzazione dura dell’alluminio per scopi architettonici, tra cui la resistenza alla corrosione e l’integrità del rivestimento.
- ISO 10074: Si tratta di uno standard internazionale che delinea i requisiti per l’anodizzazione dura, con particolare attenzione al controllo di qualità e alle tecniche di test.
- MIL-A-63576: Questa specifica include disposizioni per la sigillatura in PTFE delle superfici anodizzate dure, che migliora la resistenza all’usura e la lubrificazione.
- AMS 2482: Questa specifica, come la MIL-A-63576, riguarda la sigillatura del PTFE in applicazioni anodizzate a strato duro per migliorare le caratteristiche delle prestazioni.
Quanti tipi di ispezioni di qualità per l’anodizzazione a strato duro?
I test di qualità sono essenziali per garantire che le superfici anodizzate a strato duro soddisfino i parametri prestazionali richiesti.
D4060): Misura la resistenza all’usura sottoponendo la superficie anodizzata all’abrasione rotazionale con una forza specifica. La perdita di peso viene misurata per determinare la durata. - Test delle macchie di colore (ASTM B136): Valuta la qualità del processo di sigillatura determinando se un campione tinto mantiene il colore mentre è immerso in una soluzione calda, suggerendo che lo strato di ossido è stato ben sigillato.
- Test di ammissione (MIL-A-8625): Test non distruttivo che determina l’ammettenza elettrica dello strato anodizzato, proporzionale allo spessore e alla qualità della tenuta.
B117): Questo test valuta la resistenza alla corrosione esponendo i campioni a un ambiente salino per lunghi periodi di tempo; l’alluminio anodizzato a strato duro resiste normalmente a più di 2000 ore in questo test. - La bolla HCl: Questa operazione prevede l’immersione del rivestimento anodizzato in una soluzione debole di acido cloridrico per cercare indicatori visivi di cedimenti del rivestimento causati dalla formazione di bolle di idrogeno.
- Test di resistenza alcalina estrema: Questo test valuta le prestazioni dello strato anodizzato in presenza di valori di pH elevati per garantire la longevità in ambienti chimici ostili.
Quali sono le applicazioni dell’anodizzazione a strato duro?
Industria aerospaziale
L’anodizzazione a strato duro è vantaggiosa per parti strutturali, ingranaggi e sistemi idraulici, in quanto consente loro di tollerare condizioni operative estreme, aumentando la longevità e la resistenza alla corrosione.
Militare e difesa
L’anodizzazione a strato duro è essenziale per armi, veicoli e altre attrezzature per la difesa, perché fornisce la protezione necessaria contro gli ambienti ostili e l’uso intenso.
Dispositivi medici
Gli strumenti chirurgici e i dispositivi medici richiedono superfici di lunga durata, non contaminanti e in grado di resistere a ripetute operazioni di sterilizzazione. Questi requisiti sono efficacemente soddisfatti dall’anodizzazione a strato duro.
Componenti automobilistici
L’anodizzazione a strato duro viene utilizzata per preservare parti del motore, sistemi frenanti e componenti delle sospensioni dall’usura e dalla corrosione, aumentando l’affidabilità e la durata del veicolo.
Robotica
Nella robotica, le superfici anodizzate a strato duro proteggono i componenti delicati dall’usura, assicurando prestazioni a lungo termine.
Quali sono i fattori che influiscono sull’anodizzazione a strato duro?

Composizione della lega
Le qualità dello strato anodizzato dipendono dalla lega di alluminio. Leghe diverse reagiscono in modo diverso all’anodizzazione, modificando le dimensioni e la profondità dei pori, che influiscono sulla durezza e sulla resistenza dello strato di ossido. Le leghe di alluminio più pure anodizzano in modo più uniforme e più duro rispetto a quelle con più componenti di lega.
Qualità della superficie
Un’anodizzazione di qualità dipende dallo stato originale della superficie del pezzo in alluminio. Un’anodizzazione non uniforme dovuta a graffi, ammaccature o impurità può ridurre lo spessore dello strato di ossido o l’aderenza. La superficie deve essere accuratamente pulita e preparata per ottenere un’adesione e prestazioni ottimali del rivestimento anodico.
Parametri di anodizzazione
Tensione, densità di corrente, temperatura e concentrazione di acido determinano la qualità dell’anodizzazione a strato duro. Densità di corrente diverse influenzano la complessità e la densità del rivestimento, mentre tensioni più elevate e temperature più basse producono strati di ossido più spessi e più tenaci. Le proprietà ottimali del rivestimento richiedono un’attenta gestione e monitoraggio di questi fattori.
Conclusione
Infine, l’anodizzazione a strato duro migliora la durezza e la resistenza alla corrosione, rendendola adatta alle applicazioni più esigenti. Le possibilità di colore e la rugosità della superficie sono limitate, ma la composizione meticolosa della lega e le condizioni di produzione garantiscono finiture di alta qualità che soddisfano i requisiti industriali.



