Vad är spårfräsning?
Spårfräsning, även kallat spårfräsning, är en process som innebär att en fräs används för att fräsa spår eller kanaler i ett arbetsstycke. Denna process används inom många tekniska områden för att producera exakta geometrier, t.ex. kilspår eller spår. Spåren kan ha olika former och storlekar beroende på designkraven för de spår som produceras.
Spårfräsning är speciellt. Den gör rena och exakta snitt. Dessa snitt bidrar till att slutprodukten fungerar bra och ser bra ut. Spårfräsning går från en enkel spårfräsning till det mest komplicerade spår. Den spelar en viktig roll vid tillverkning av delar till kugghjul, remskivor och andra mekaniska föremål.
Slottsfräsning är flexibel. Den kan exakt tillverka komplexa former. Dessa former skulle vara svåra att tillverka med andra metoder. Dessutom erbjuder spårfräsning många spårformer och tvärsnittsgeometrier. Dessa alternativ gör att slitsningsprocessen kan matcha tillverkningsbehoven.
Pinnfräsar används för spårfräsning eftersom de klarar höga skärkrafter och ger en bra finish. En annan metod är sidofräsning och den är användbar för att göra spår på arbetsstyckets ytterkant med noggrannhet och stabilitet. Det finns många metoder och tekniker för slitsning. Men spårfräsning är ett av de vanligaste och mest effektiva sätten att skapa spår på arbetsstycket.
Typer av tekniker för spårfräsning
Spårfräsning är en viktig del av maskinbearbetningen. Med den kan vi göra spår av olika storlek och form i arbetsstycket. Det är en bred kategori av flera olika former av analys, som var och en är lämplig för olika uppgifter och syften. odefinierad
Ändfräsning
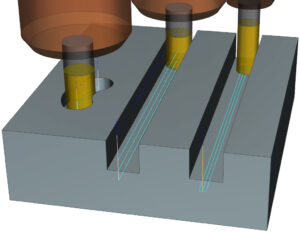
Pinnfräsning används främst för att skära ut spår som inte är rektangulära och som kan ha olika djup. Detta görs med hjälp av pinnfräsar eller skalfräsar där skärets sida och yta spårar spåret i materialet. Pinnfräsning är en omtyckt teknik bland maskinister eftersom pinnfräsar klarar djupa snitt och höga skärkrafter.
Sidofräsning
Sidofräsning är mycket effektiv i detta fall eftersom den använder skärverktygets ytterkant för att forma spår. Denna metod är känd för sin stabilitet som gör att den klarar skärkrafter och vibrationer bra. Sidofräsning är högt värderad för sin noggrannhet. Den kan bearbeta plana eller konturerade ytor på sidan av detaljer med hög noggrannhet. Detta gäller särskilt när det görs på en horisontell fräsmaskin med en styv spindel och kort verktygsöverhäng.
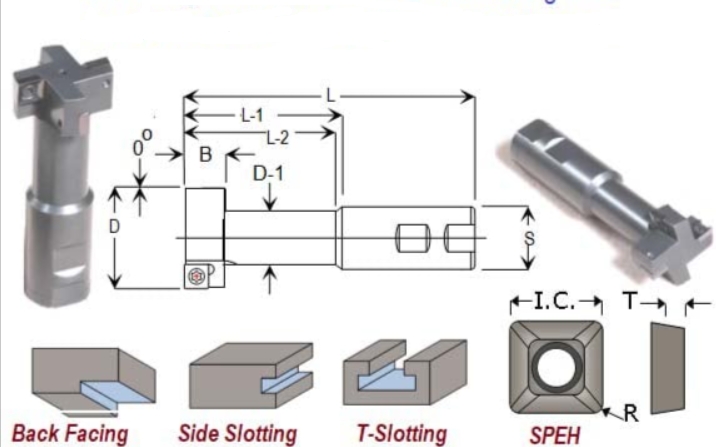
Fräsning av T-spår
T-spårfräsning är unik. Dess huvudsakliga funktion är att skära T-formade spår. Dessa spår är avgörande inom industri och maskinbearbetning. Det börjar med en normal spårfräsning för att göra plats för T-spårfräsens skaft. Sedan kan T-spårfräsen fräsa T-spår direkt om de är öppna.
Woodruff nyckel slitsning
Slitsning av Woodruff-nycklar gör halvcirkelformade slitsar för Woodruff-nycklar. Dessa slitsar gör att belastningen kan överföras mellan delarna. Denna teknik använder en Woodruff-nyckelspårfräs. Den kan skära exakta kilspår i en operation. Detta är viktigt för att fästa kugghjul och andra roterande delar på axlar.
Gruppfräsning
Gruppfräsning är en mycket effektiv metod som innebär att många fräsar monteras på en axel och används för att fräsa olika detaljer samtidigt. Denna teknik har fördelar för massproduktion. Den kan göra många spår på en gång och minskar tiden för uppställning och hantering. Det är dock nödvändigt att nämna att höga skärkrafter innebär höga krav på robustheten hos spindeln och verktygsmaskinen. De kräver också den styvhet som behövs.
Alla dessa spårfräsningstekniker har sina fördelar och vilken teknik som används beror på vilken typ av bearbetning som ska utföras. Typ av operation och material som ska bearbetas avgör vilka fräsmetoder som ska användas. Väl valda metoder leder till hög precision och effektivitet.
Bästa tips och metoder för fräsning av spår

Fräsning av spår innebär att man skär spår i ett material. Det görs noggrant för att undvika att orsaka skador eller få dåliga resultat. Här är en omfattande guide till några av de bästa metoderna och tipsen för framgångsrik spårfräsning:
Ramp Down Entry
Det är viktigt att använda en nedåtgående ramp. Det minskar slagkrafterna och påfrestningarna på verktyget och arbetsstycket. Detta gäller särskilt vid skärning i hårda material eller djupa spår. Det bidrar också till att fördela skärkrafterna jämnt över arbetsstyckets tjocklek. På så sätt undviker man situationer där ett enskilt verktyg överbelastas och orsakar vibrationer. Det rekommenderas att rampen lutar i en vinkel på minst 45 grader så att inget tryck plötsligt läggs på verktyget och maskinen.
Evakuering av chip
Spånhantering är avgörande vid spårfräsning. Om spånorna inte avlägsnas tillräckligt kan de påverka detaljens noggrannhet, ytfinhet och verktygets hållbarhet. Genom att använda en skärstrategi med två passeringar blir det lättare att skapa och föra ut spånor. Detta gör att materialavverkningen i de senare passen blir bättre. Fräsar med spånbrytare och användning av högtryckskylsystem eller tryckluft är till stor hjälp när det gäller att avlägsna spånorna från skärzonen.
Behålla spindelbelastningen
Det är nödvändigt att se till att spindeln alltid är full, vilket innebär att minst en skärtand ska interagera med materialet. Denna kontinuerliga användning gör att man undviker att stoppa skärningen. Det skadar ytfinishen och orsakar högt verktygsslitage. Det är också användbart för att uppnå höga materialavverkningshastigheter och minimera vibrationer.
Nedfräsning kontra uppfräsning
Det är alltid lämpligt att använda nedfräsning eller klättringsfräsning på grund av den stabilitet det ger och på grund av det sätt på vilket spånorna rensas bort. Det är nödvändigt att se till att maskinuppställningen är stabil och styv. Den måste tåla de krafter som uppstår vid nedfräsning.
Välja en större skärdiameter
När man använder stora fräsar vid slitsning är det lättare att undvika verktygsflexion eller fel, eftersom fräsarna är tillräckligt starka för djupa slitsar. Fräsar med större diameter ger också mindre vibrationer, vilket också förbättrar kvaliteten på finishen.
Balansering av matningshastigheter
Det är viktigt att anpassa skärmatningen så att termiska problem kan förebyggas samtidigt som önskad produktivitet uppnås. Matningshastigheten bör ställas in på en lämplig nivå för att uppnå bästa möjliga skärresultat och undvika överdriven värmeutveckling som kan leda till skador på både verktyg och arbetsstycke.
Tekniker för verktygsbanor
Att implementera nya verktygsbanestrategier som trokoidal fräsning kan vara mycket användbart i många situationer, särskilt när materialet är styvt. Denna teknik omfattar cirkulära och linjära rörelser som möjliggör höga matningshastigheter med låg verktygsbelastning, vilket ökar verktygens livslängd och produktionshastigheten.
Plongerande teknik
När det gäller att skapa djupa slitsar används plungningstekniken eftersom den gör det möjligt för skäret att sjunka ned i materialet längs sin axel och därmed minska de sidokrafter som verktyget utsätts för. Det är särskilt värdefullt när det gäller att skapa en mycket exakt och smal slits samtidigt som risken för verktygsflexion minimeras.
Dessa metoder, när de används tillsammans med andra metoder som rör spårfräsningsprocessen och planeringen av bearbetningsparametrar, kan producera spår som är exakta med den geometriska tolerans och ytfinish som krävs.
Avancerade tekniker för verktygsbanor vid spårfräsning
Spårfräsning är en högprecisionsprocess för materialavverkning där verktygsbanorna spelar en avgörande roll för att bestämma prestandan och kvaliteten på den färdiga detaljen. undefined
Konventionell fräsning
Uppfräsning eller konventionell fräsning är en annan typ av fräsoperation där fräsen roterar i motsatt riktning mot matningsriktningen. Den här enkla tekniken är lätt att använda och kan användas med de flesta typer av fräsverktyg. Men den kan orsaka mycket värme och vibrationer och detta är särskilt fallet när man skär genom tjocka material eller gör djupa spår. Vid konventionell fräsning genereras höga radiella krafter, vilket i vissa fall kan orsaka instabilitet och därför inte är idealiskt för djupa skärningar.
Trokoidal fräsning
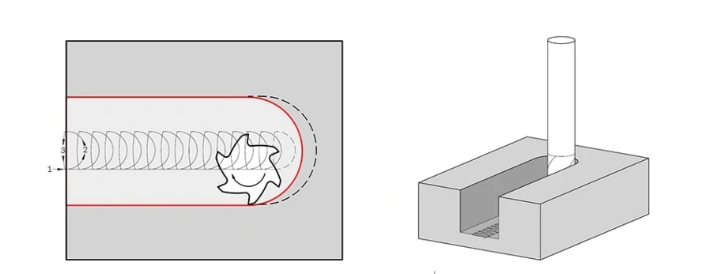
Trochoidealfräsning är en process där fräsen rör sig i en trochoideal eller cirkulär rörelse. Detta tillvägagångssätt hjälper till att fördela skärkrafterna jämnt med minskat verktygsslitage och tillräckligt med tid för skäreggarna att svalna. Det är också möjligt att enkelt avlägsna spånorna från arbetsplatsen, vilket gör den lämplig för bearbetning av hårda material. Trokoidal fräsning kan öka verktygets hållbarhet och processens stabilitet. Det kräver dock komplex programmering och en specifik verktygstyp.
Plongerande teknik
Pluggtekniken används för att fräsa hål i arbetsstycket; den liknar borrning men använder en fräs och innebär att man fräser nedåt. Denna metod är stabil eftersom den kraftigt minskar de radiella krafter som kan orsaka verktygsböjning, vibrationer och värme. Insticksfräsning är mest fördelaktigt i komplexa former där verktygsöverhänget är långt eller vid djupa spår. Detta resulterar dock vanligtvis inte i en särskilt slät ytfinish på spårets väggar, vilket kan kräva en efterbearbetning med andra verktygsstrategier.
Slutsats
Spårfräsning framstår som en hörnsten inom precisionsbearbetning och erbjuder mångsidighet och noggrannhet inom olika tillämpningar. Genom att tillämpa bästa praxis och avancerade tekniker för verktygsbanor får man optimala resultat vid komponenttillverkning.
Samarbeta med oss för att höja din maskinbearbetningskapacitet och uppnå överlägsen kvalitet i spårfräsningsoperationer. Låt oss optimera effektivitet och precision tillsammans.
VANLIGA FRÅGOR
Hur gör man Micro Slot Milling?
Mikrospårfräsning kräver rätt verktygsval och skärmetoder för att kunna användas i processen. Harveys modell 38015, med en diameter på 0,015 tum, ett djup på 0,3/8 tum och en längd på 375 tum, fungerar bra. Minsta skärdjup, långsam matning och gradvis uppbyggnad av lager är några av de viktiga faktorerna för att minska påfrestningen på verktyget och uppnå hög noggrannhet i det färdiga arbetsstycket. Detta tillvägagångssätt säkerställer att de verktyg som används är tillräckligt starka för att klara de hårda påfrestningarna vid spårfräsningsuppgifter samtidigt som de ger kvalitetsresultat, särskilt i svåra applikationer.
Hur man spårfräser med snäva toleranser
Därför är det viktigt att välja verktyg, matning och varvtal, verktygsbanor och verktygsinspektion noggrant. Tänk också på begränsningar från den maskin som används vid spårfräsning för att uppfylla snäva toleranser. Välj pinnfräsar som är något mindre än arbetsstyckets diameter, optimera matning och varvtal för exakt skärning och använd nedrampningsteknik för att optimera stabiliteten. Ett fåtal enheter bör lämnas kvar på golvet för slutbearbetning för att garantera korrekta dimensioner. Den första tekniken man bör fokusera på är urkörning och uppriktning av verktygen, och den andra är att ändra tillvägagångssättet efter maskinens begränsningar. När de ovan nämnda principerna följs kan maskinoperatörerna vara säkra på att komponenterna tillverkas med den tolerans och kvalitet på ytfinishen som krävs.
Vilka är för- och nackdelarna med spårfräsning?
Slitsfräsning kan fräsa djupare slitsar, minska bearbetningssvårigheterna och öka effektiviteten och noggrannheten i bearbetningen. Den lämpar sig särskilt väl för precisionsbearbetning av detaljerade arbetsstycken, men kan vibrera och bli instabil vid djupa operationer. Temperaturen har en direkt inverkan på verktygens hållbarhet och kvaliteten på de delar som tillverkas. Fördelarna är att man kan uppnå en enkel konturstrategi och effektiv materialavverkning. Men nackdelarna är vibrationer, instabilitet och värme.
Vad används spårfräsning till?
Spårfräsning används främst för att bearbeta fickor, kilspår och spår på olika arbetsstycken. Det är en av de vanligaste metoderna för materialavverkning som används vid tillverkning av komponenter som kugghjul, remskivor och de flesta mekaniska delar. Slitsning behövs i många branscher. Det behövs för att montera produkter eller för att driva maskiner. Spårfräsning skapar spår med hög noggrannhet. Andra tekniker kan inte göra så exakta spår. Därför är spårfräsning avgörande för att tillverka komplexa och exakta delar.
Vilka är de mest använda materialen för spårfräsning?
Bearbetningsbara material som kan användas för spårfräsning är plast och metaller som aluminium, järn, koppar, stål, titan och trä. Dessa material kan bäst bearbetas med spårfräsning på grund av deras flexibilitet och noggrannhet. Slitsfräsning är mångsidig. Den är mycket användbar i många branscher. Den kan hantera många material och tillverka högkvalitativa produkter för många användningsområden.
Är spårfräsning bättre än sidofräsning?
Nej, spårfräsning och sidofräsning är två olika operationer. Spårfräsning används för att producera spår och spår, medan sidofräsning används för att producera en platt vinkelrät vägg på ett arbetsstycke. Det är därför viktigt att ta hänsyn till följande faktorer när man bestämmer vilken av dessa tekniker som ska användas. Till exempel är spårfräsning den lämpligaste metoden om du behöver göra ett spår. Andra saker bör också beaktas när man väljer mellan dessa metoder. Dessa inkluderar typen av material, verktygets geometri och den ytfinish som behövs.
Vilka typer av fräsar används vid spårfräsning?
Olika fräsar kan användas för slitsning, enligt beskrivningen nedan. Valet av rätt verktyg beror på spårets form. Det kan vara pinnfräsar, skalpinnfräsar, axelfräsar, T-spårfräsar, gängfräsdorn och Woodruff-nyckelverktyg för slitsning. Dessa fräsar är tillverkade på ett sätt som gör att de passar olika slitsbehov för att möjliggöra mångsidighet och noggrannhet i slitsfräsningsapplikationer. Detta innebär att valet av rätt fräs beror på det material som avlägsnas och kvaliteten på det arbete som utförs under bearbetningen.
Är CNC-maskiner lämpliga för spårfräsning?
Det är viktigt att notera att vertikala och horisontella CNC-fräsmaskiner kan göra spår i ett arbetsstycke. CNC-maskiner är idealiska för spårfräsning eftersom de erbjuder noggrannhet och flexibilitet i operationen. Ändå kan andra maskiner som sinker EDM eller borrmaskiner vara nödvändiga i vissa fall. CNC-maskiner är perfekta för slitsning. De är flexibla och kan göra spår med stor precision. Detta förbättrar effektiviteten vid spårfräsning.