Hvad er notfræsning?
Notfræsning, også kaldet rillefræsning, er en proces, der involverer brug af en fræser til at skære slidser eller kanaler på et emne. Denne proces bruges inden for mange tekniske områder til at fremstille nøjagtige geometrier, f.eks. kilespor eller riller. Sporene kan have forskellige former og størrelser i henhold til designkravene til de spor, der produceres.
Notfræsning er noget særligt. Den laver rene og præcise snit. Disse udskæringer hjælper slutproduktet med at fungere godt og se godt ud. Notfræsning går fra en simpel not til den mest komplicerede rille. Den spiller en afgørende rolle i fremstillingen af dele til tandhjul, remskiver og andre mekaniske emner.
Notfræsning er fleksibel. Den kan lave komplekse former med stor præcision. Disse former ville være svære at lave med andre metoder. Desuden tilbyder notfræsning mange notformer og tværsnitsgeometrier. Disse muligheder gør det muligt at tilpasse spalteprocessen til produktionsbehovet.
Endefræsere bruges til notfræsning, da de kan håndtere høje skærekræfter og give en god finish. En anden metode er sidefræsning, og den er nyttig til notfremstilling på emnets yderkant med nøjagtighed og stabilitet. Der findes mange metoder og teknologier til notfræsning. Men spaltefræsning er en af de mest almindelige og effektive måder at lave spalter på et emne.
Typer af teknikker til notfræsning
Notfræsning er afgørende for bearbejdningen. Den giver os mulighed for at lave slidser i forskellige størrelser og former i arbejdsemnet. Det er en bred kategori af flere forskellige former for analyse, som hver især er passende til forskellige opgaver og formål. udefineret
Endefræsning
Endefræsning bruges hovedsageligt til at lave udskæringer af spalter, der ikke er rektangulære og kan have forskellige dybder. Dette gøres ved hjælp af endefræsere eller skalfræsere, hvor skærets side og flade sporer rillen i materialet. Endefræsning er en foretrukken teknik blandt maskinarbejdere på grund af endefræsernes evne til at modstå dybe snit og høje skærekræfter.
Sidefræsning
Sidefræsning er meget effektiv i dette tilfælde, da den anvender den ydre kant af skæreværktøjet til at danne spalter. Denne metode er berømt på grund af sin stabilitet, som hjælper den med at klare skærekræfter og vibrationer godt. Sidefræsning er meget værdsat for sin nøjagtighed. Den kan bearbejde flade eller konturerede overflader på siden af emner med en høj grad af nøjagtighed. Det gælder især, når den udføres på en horisontal fræsemaskine med en stiv spindel og et kort værktøjsoverhæng.
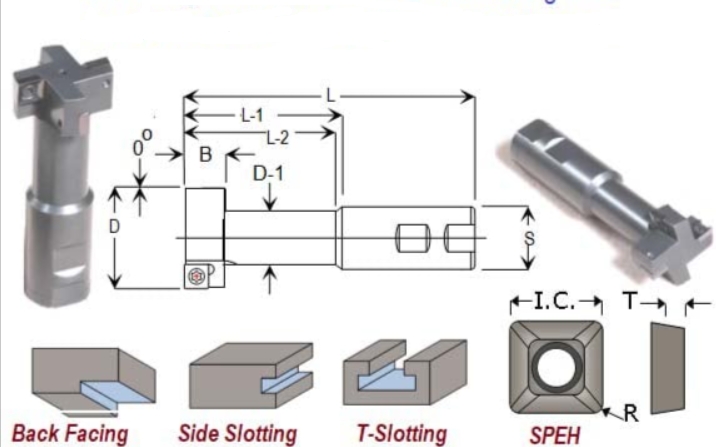
T-not-fræsning
T-not-fræsning er unik. Dens vigtigste funktion er at skære T-formede slidser. Disse spalter er afgørende i industrien og ved bearbejdning. Det starter med en normal notfræsning for at gøre plads til T-notfræserens skaft. Derefter kan T-sporfræseren fræse T-spor direkte, hvis de er åbne.
Træskruenøgle med slidser
Woodruff-nøgleslidser laver halvcirkelformede slidser til Woodruff-nøgler. Disse slidser gør det muligt at overføre belastning mellem delene. Denne teknik bruger en Woodruff-nøgleskærer. Den kan skære præcise kilespor i én arbejdsgang. Det er vigtigt for at fastgøre tandhjul og andre roterende dele på aksler.
Gang fræsning
Gruppefræsning er en meget effektiv metode, hvor mange fræsere sidder på en spindel og bruges til at fræse forskellige detaljer ad gangen. Denne teknik har fordele ved masseproduktion. Den kan lave mange spalter på én gang og sparer tid til opsætning og håndtering. Det er dog nødvendigt at nævne, at høje skærekræfter betyder høje krav til dornens og værktøjsmaskinens robusthed. De kræver også den nødvendige stivhed.
Alle disse notfræsningsteknikker har deres fordele, og den anvendte teknik afhænger af den bearbejdning, der skal udføres. Typen af operation og det materiale, der skal bearbejdes, bestemmer fræsemetoderne. Velvalgte metoder fører til høj præcision og effektivitet.
Bedste tips og fremgangsmåder til fræsning af slidser

Fræsning af slidser indebærer at skære slidser i et materiale. Det gøres omhyggeligt for at undgå at forårsage skader eller få dårlige resultater. Her er en omfattende guide til nogle af de bedste fremgangsmåder og tips til vellykket notfræsning:
Indgang med rampe ned
Det er vigtigt at bruge en rampe ned. Det reducerer slagkræfter og belastninger på værktøjet og emnet. Det gælder især ved skæring i hårde materialer eller dybe spalter. Det hjælper også med at fordele skærekræfterne jævnt over arbejdsemnets tykkelse. På den måde undgår man situationer, hvor et enkelt værktøj bliver overbelastet og forårsager vibrationer. Det anbefales at hælde rampen i en vinkel på mindst 45 grader, så der ikke pludselig lægges pres på værktøjet og maskinen.
Evakuering af chip
Håndtering af spåner er afgørende ved notfræsning. Hvis der ikke fjernes nok spåner, kan det påvirke emnets nøjagtighed, overfladefinishen og værktøjets holdbarhed. Ved at bruge en to-pass skære-strategi bliver det lettere at lave og fjerne spåner. Det gør materialefjernelsen i de efterfølgende gennemløb bedre. Fræsere med spånbrydere og implementering af højtrykskølemiddelsystemer eller trykluft hjælper meget med at fjerne spånerne fra skærezonen.
Opretholdelse af spindelbelastning
Det er nødvendigt at sikre, at spindlen altid er fuld, hvilket betyder, at mindst en skærende tand skal interagere med materialet. Ved denne kontinuerlige brug undgår man at stoppe skæringen. Det skader overfladefinishen og forårsager stort værktøjsslid. Det er også nyttigt for at opnå høj materialefjernelse og minimere vibrationer.
Nedfræsning vs. opfræsning
Det er altid tilrådeligt at bruge nedfræsning eller klatrefræsning på grund af den stabilitet, det giver, og på grund af den måde, spånerne fjernes på. Det er nødvendigt at sørge for, at maskinens opsætning er stabil og stiv. Den skal kunne modstå kræfterne ved nedfræsning.
Valg af en større fræserdiameter
Når man bruger store fræsere under notning, er det lettere at undgå værktøjsfleksion eller fejl, fordi fræserne er stærke nok til dybe notninger. Skærene med større diameter giver også mulighed for mindre vibrationer, hvilket også forbedrer kvaliteten af finishen.
Afbalancering af foderpriser
Det er vigtigt at afstemme skæretilspændingen, så termiske problemer kan undgås, samtidig med at man opnår den ønskede produktivitet. Tilspændingen skal indstilles til et passende niveau for at opnå de bedste skæreresultater og undgå overdreven varmeudvikling, som kan føre til skader på både værktøj og emne.
Teknikker til værktøjsbaner
Implementering af nye værktøjsbanestrategier som trochoidal fræsning kan være meget nyttig i mange situationer, især når materialet er stift. Denne teknik omfatter cirkulære og lineære bevægelser, der muliggør høje tilspændingshastigheder med lav værktøjsbelastning og dermed øger værktøjets holdbarhed og produktionshastigheden.
Dykende teknik
Når det drejer sig om at skabe dybe spalter, bruges dykketeknikken, fordi den gør det muligt for fræseren at komme ned i materialet langs sin akse og derved reducere de sidekræfter, der udøves på værktøjet. Det er især værdifuldt, når det drejer sig om at lave en meget præcis og smal spalte og samtidig minimere risikoen for, at værktøjet bøjer.
Når disse metoder anvendes sammen med andre metoder, der vedrører spaltefræsningsprocessen og planlægningen af bearbejdningsparametre, kan de producere spalter, der er nøjagtige i forhold til den krævede geometriske tolerance og overfladefinish.
Avancerede værktøjsbaneteknikker i notfræsning
Notfræsning er en meget præcis proces til materialefjernelse, hvor værktøjsbaner spiller en afgørende rolle for det færdige emnes ydeevne og kvalitet. undefined
Konventionel fræsning
Opfræsning eller konventionel fræsning er en anden type fræsning, hvor fræseren roterer i modsætning til fremføringsretningen. Denne enkle teknik er let at kode og kan bruges med de fleste typer fræseværktøjer. Men den kan forårsage en masse varme og vibrationer, og det er især tilfældet, når man skærer gennem tykke materialer eller laver dybe riller. Under konventionel fræsning genereres der høje radiale kræfter, som i nogle tilfælde kan forårsage ustabilitet og derfor ikke er ideelle til dybe snit.
Trochoidal fræsning
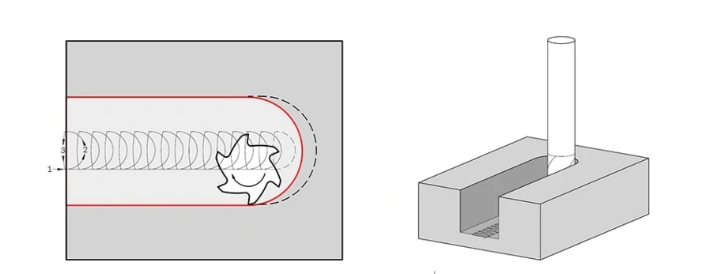
Trochoidal fræsning er en proces, hvor fræseren bevæger sig i en trochoidal eller cirkulær bevægelse. Denne tilgang hjælper med at fordele skærekræfterne jævnt med reduceret værktøjsslitage og tilstrækkelig tid til, at skærekanterne kan køle af. Det er også muligt at fjerne spånerne let fra arbejdspladsen, hvilket gør den velegnet til at skære i hårde materialer. Trochoidal fræsning kan øge værktøjets holdbarhed og processens stabilitet. Det kræver dog kompleks programmering og en specifik værktøjstype.
Dykende teknik
Den dykkende teknik bruges til at skære huller i emnet; det er som at bore, men der bruges en fræser og skæres nedad. Denne metode er stabil, da den i høj grad reducerer de radiale kræfter, der sandsynligvis vil forårsage værktøjsafbøjning, vibrationer og varme. Brugen af dykning er mest fordelagtig i komplekse former, hvor værktøjets overhæng er langt, eller når der skæres dybe spalter. Det resulterer dog normalt ikke i en særlig glat overfladefinish på spaltevæggene, hvilket kan kræve en efterbearbejdning ved hjælp af andre værktøjsbanestrategier.
Konklusion
Notfræsning fremstår som en hjørnesten i præcisionsbearbejdning, der tilbyder alsidighed og nøjagtighed på tværs af forskellige anvendelser. Implementering af bedste praksis og avancerede værktøjsbaneteknikker sikrer optimale resultater i komponentfremstillingen.
Samarbejd med os om at forbedre dine bearbejdningsmuligheder og opnå overlegen kvalitet i notfræsning. Lad os optimere effektivitet og præcision sammen.
OFTE STILLEDE SPØRGSMÅL
Hvordan laver man micro slot fræsning?
Mikrospaltefræsning kræver, at man vælger det rigtige værktøj og anvender de rigtige skæremetoder i processen. Harveys 38015-model med en diameter på 0,015 tommer og en dybde på 0,3/8 tommer og en længde på 375 tommer gør det godt. Mindste skæredybde, langsom tilspænding og gradvis opbygning af lag er nogle af de vigtige overvejelser for at reducere belastningen på værktøjet og opnå høj nøjagtighed i det færdige emne. Denne tilgang sikrer, at de anvendte værktøjer er stærke nok til at modstå den hårde belastning ved notfræsning, samtidig med at der opnås kvalitetsresultater, især ved vanskelige opgaver.
Sådan fræser du med snævre tolerancer
Så det er vigtigt at vælge værktøj, tilspænding og hastighed, værktøjsbaner og værktøjsinspektion omhyggeligt. Overvej også begrænsninger fra den maskine, der bruges til notfræsning for at opfylde stramme tolerancer. Vælg endefræsere, der er lidt mindre end emnets diameter, optimer tilspænding og hastighed for præcis skæring, og brug ramp-down-teknikker for at optimere stabiliteten. Der bør efterlades nogle få enheder på gulvet til de afsluttende gennemløb for at garantere korrekte dimensioner. Den første teknik, man skal fokusere på, er udløb og justering af værktøjer, og den anden er at ændre fremgangsmåden i henhold til maskinens begrænsninger. Når de ovennævnte principper følges, er maskinarbejderne sikre på at producere komponenter med den nødvendige tolerance og kvalitet af den ønskede overfladefinish.
Hvad er fordelene og ulemperne ved notfræsning?
Spaltefræsning kan skære dybere spalter, gøre bearbejdningen mindre vanskelig og øge effektiviteten og nøjagtigheden i bearbejdningen. Det er særligt velegnet til præcisionsbearbejdning af detaljerede emner, men kan vibrere og blive ustabilt ved dybe operationer. Temperaturen har en direkte indvirkning på værktøjets holdbarhed og kvaliteten af de emner, der produceres. Fordelene er, at man opnår en enkel konturstrategi og effektiv materialefjernelse. Men ulemperne er vibrationer, ustabilitet og varme.
Hvad bruges notfræsning til?
Notfræsning bruges hovedsageligt til bearbejdning af lommer, kiler og slidser på forskellige emner. Det er en af de mest almindelige metoder til fjernelse af materiale, der bruges til fremstilling af komponenter som tandhjul, remskiver og de fleste mekaniske dele. Der er brug for notning i mange brancher. Det er nødvendigt for at samle produkter eller betjene maskiner. Sporfræsning skaber spor med stor nøjagtighed. Andre teknikker kan ikke lave så præcise spalter. Så notfræsning er afgørende for at lave komplekse og præcise dele.
Hvad er de mest anvendte materialer til notfræsning?
Bearbejdelige materialer, der kan bruges til notfræsning, er plast og metaller som aluminium, jern, kobber, stål, titanium og træ. Disse materialer kan bedst bearbejdes ved hjælp af notfræsning på grund af deres fleksibilitet og nøjagtighed. Notfræsning er alsidig. Den er meget nyttig i mange industrier. Den kan håndtere mange materialer og fremstille produkter af høj kvalitet til mange formål.
Er notfræsning bedre end sidefræsning?
Nej. Notfræsning og sidefræsning er begge forskellige operationer. Notfræsning bruges til at fremstille noter og riller, mens sidefræsning bruges til at fremstille en flad, vinkelret væg på et emne. Det er derfor vigtigt at overveje følgende faktorer, når man skal beslutte, hvilken af disse teknikker man vil bruge. For eksempel er notfræsning den mest hensigtsmæssige metode, hvis der skal laves en not. Der er også andre ting, man bør overveje, når man vælger mellem disse metoder. Disse omfatter materialetypen, værktøjets geometri og den nødvendige overfladefinish.
Hvilke typer fræsere bruges til notfræsning?
Der kan bruges forskellige fræsere til notning, som beskrevet nedenfor. Valget af det rigtige værktøj afhænger af notens form. Det kan omfatte endefræsere, skalfræsere, skulderfræsere, T-notfræsere, gangfræsere og Woodruff-nøglefræsere. Disse fræsere er lavet på en måde, så de passer til forskellige behov for notfræsning og giver mulighed for alsidighed og nøjagtighed i notfræsningsopgaver. Det betyder, at valget af den rigtige fræser afhænger af det materiale, der fjernes, og kvaliteten af det arbejde, der udføres under bearbejdningen.
Er CNC-maskiner velegnede til notfræsning?
Det er vigtigt at bemærke, at lodrette og vandrette CNC-fræsere kan lave spalter i et emne. CNC-maskiner er ideelle til notfræsning, da de tilbyder nøjagtighed og fleksibilitet i operationen. Ikke desto mindre kan det i nogle tilfælde være nødvendigt med andre maskiner som f.eks. sænke-EDM eller boremaskiner. CNC-maskiner er perfekte til notfræsning. De er fleksible og kan lave spalter med stor præcision. Det forbedrer effektiviteten af notfræsning.


