Hvad er Fit in Engineering?
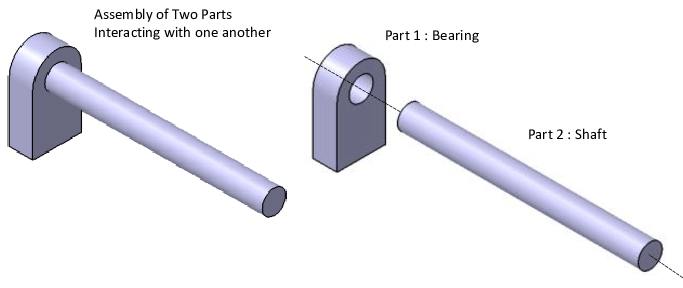
I det maskintekniske aspekt er pasformen forbindelsen mellem to sammenhørende komponenter i en enhed eller ramme. Dette bånd kommer fra denne sammenhæng. Det står normalt i kontrast til enhedens funktionsdygtighed og holdbarhed. Pasformen er afgørende, da alle dele, f.eks. aksler og hulrum, fjedre og cylindre eller møtrikker og bolte, skal være perfekt koordinerede, selv om de skal glide elegant forbi hinanden eller sidde godt fast i hinanden.
Tilpasninger kan opdeles i to klasser. De er baseret på ting som, hvorvidt interferens eller frigang mellem komponenter er en hindring eller en kilde til tiltrækning. Tag for eksempel den “tætte pasform”. Det er relevant, hvis delene sidder godt sammen og på samme sted, som f.eks. ved en press-fit lejesamling. Alternativt kan en “løs pasform” gøre det muligt for delene at bevæge sig frit, som i et leje, der bærer en aksel, så den kan rotere.
Deles pasform definerer, hvordan de fungerer, f.eks. glider, ruller eller låser. Derfor er opgaverne med pasformsdesign ikke kun begrænset til godt design, men også til at konstruere hængsler, der passer til dem og dermed garanterer langvarig anvendelse. Ingeniører bruger forskellige måder at samle dele på. Det forbedrer designets mekanik og funktionalitet ved at anvende de rigtige pasformer.
Grundlæggende om pasformer: Hul- og skaftsystemer
Maskinteknik kræver præcise beslag. De gør det muligt for samlingen at fungere og holde. De to systemer, der typisk bruges til at standardisere disse fittings, er hul- og akselbasissystemerne. Så hvert system skaber en struktur til opnåelse af forskellige grader af løs eller tæt pasform ved hjælp af passende tolerancer.
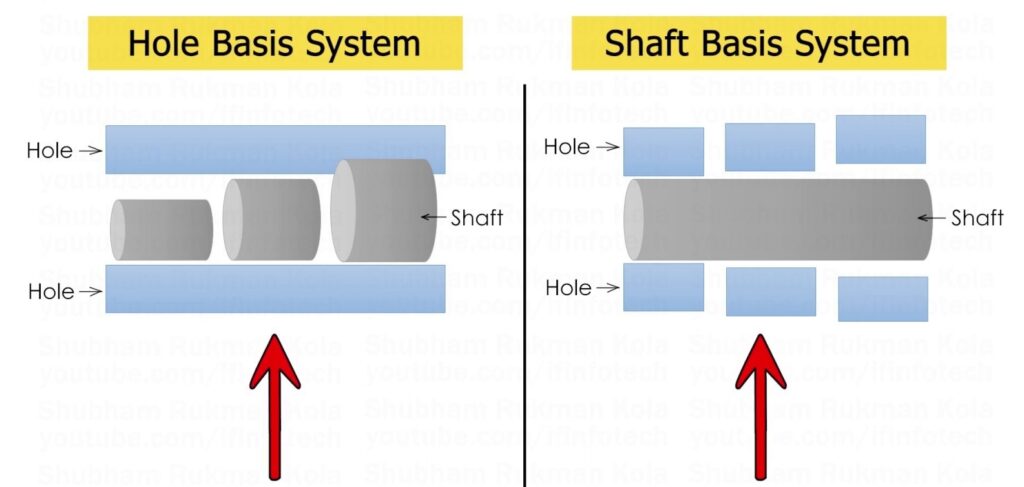
Hul-base-system
Dette er den mest anvendte teknik inden for tekniske tilpasninger. Huldiameteren er den samme og ensartet i det anvendte system, som er grundlaget for alle størrelser. Derefter justeres skaftets dimensioner for at sikre, at det har den nødvendige pasform. Det kan være en let pasform til frigang eller en strammere samling med en interferenspasning. Standardhullets dimension bruges til den mindste størrelse med en minimumsafvigelse lig med nul. Denne måde foretrækkes, da huller altid kan bores til den rigtige størrelse ved hjælp af standardbor og reamere.
System med skaftbase
I modsætning til hulbasissystemet, som fikserer skaftets diameter, beholder skaftbasissystemet hullets diameter som den grundlæggende dimension. Hvis man ændrer hullets størrelse, passer skaftet korrekt til hullet. Dette system er ideelt, når akslen ikke kan laves efter den første produktion, som f.eks. ved præfabrikerede aksler eller dem, der kræver præcis afbalancering ved høj driftshastighed. Her er grundstørrelsen akslens mål med +/- 0 i øvre afvigelse. Denne metode er måske sjælden, men den er meget vigtig i applikationer, hvor der skal foretages halvfabrikata- eller materialeforstørrelse.
Hvordan man navngiver forskellige fit-typer i maskinteknik?
Inden for maskinteknik er det afgørende at navngive forskellige pasformer nøjagtigt for at kunne vælge de rigtige pasformer under produktsamlingen. Navngivningskonventionerne er standardiseret af International Organization for Standardization (ISO) gennem et alfanumerisk kodesystem. Dette system identificerer ikke kun pasningstypen, men kommunikerer også dens toleranceniveauer.
Koden er opdelt i en alfabetisk og en numerisk del. Den alfabetiske del skelner mellem, om specifikationen henviser til et hul eller en aksel. Store bogstaver angiver huller, mens små bogstaver bruges til aksler. For eksempel afspejler koden “H7/h6”:
“H7” er toleranceområdet for hullet.
“h6” er toleranceområdet for akslen.
Denne standardkodning gør det nemt for ingeniører at finde den største og mindste størrelse for både hullet og akslen. Det hjælper med præcis montering og sikrer, at delene passer sammen.
Typer af tilpasninger
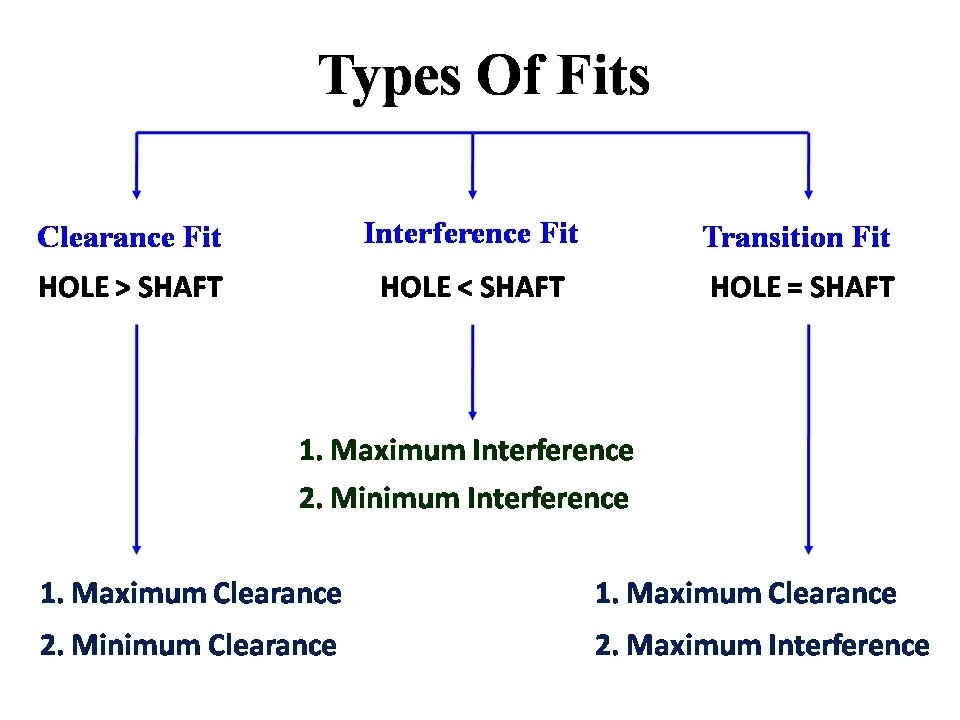
Inden for maskinteknik henviser begrebet pasform til, hvor tæt tolerancen er mellem to dele, der passer sammen. Dette forhold kan afgøre, hvor godt og let delene passer sammen. Det er vigtigt at vælge den rigtige pasform, fordi det påvirker, hvor godt tingene fungerer, og hvor længe de holder. I ingeniørfaget er der tre typer pasninger: frigangspasninger, interferenspasninger og overgangspasninger. Disse kategorier har forskellige formål, som vælges afhængigt af, hvilke mekaniske krav der skal opfyldes i et givet anvendelsesmiljø.
Frihøjde passer til

I en frigangspasning vil der altid være et mellemrum mellem to dele, der passer sammen; det betyder, at hullet har en større diameter end den tilsvarende aksel. Hovedformålet med denne type pasform er at sikre nem montering og demontering og samtidig tillade bevægelse mellem komponenterne.
Typer:.
- Løstløbende pasform: Bruges, hvor nøjagtighed ikke er kritisk, og hvor en vis forurening er mulig. Den mindste frigang for en diameter på 25 mm er 0,11 mm. Det maksimale er 0,37 mm. Typiske anvendelser omfatter støvede eller korroderede steder og bøjning af hængsler.
- Free Running Fit: Det er til brug med temperaturskift og høje hastigheder. For en diameter på 25 mm giver det spillerum fra 0,065 mm til 0,169 mm. Det er almindeligt i aksler med glidelejer og lille rotation.
- Tæt løbende pasform: Giver små afstande for moderat nøjagtighed. De er beregnet til mellemstore hastigheder/tryk. En H8/f7-pasning giver en minimumsafstand på 0,020 mm. Det maksimale er 0,074 mm. Dette er til glidestænger i værktøjsmaskiner og spindler.
- Glidende tilpasning: Den holder små afstande, når der er brug for præcis relativ bevægelse af glidende dele. En H7/g6-pasning til en 25 mm aksel har spillerum fra 0,007 mm til 0,041 mm. Det er ideelt til styrende aksler, glidende tandhjul, skydeventiler, bildele og koblingsskiver i værktøjsmaskiner.
- Passende placering: Det giver meget små afstande. Der vil ikke forekomme nogen væsentlig bevægelse mellem delene, når de er placeret nøjagtigt. En H7/h6-pasning til en diameter på 25 mm giver et minimumsspillerum på 0,000 mm og et maksimum på 0,034 mm. Disse pasninger bruges typisk i rullestyringer og til at styre aksler præcist.
Overgangspasform
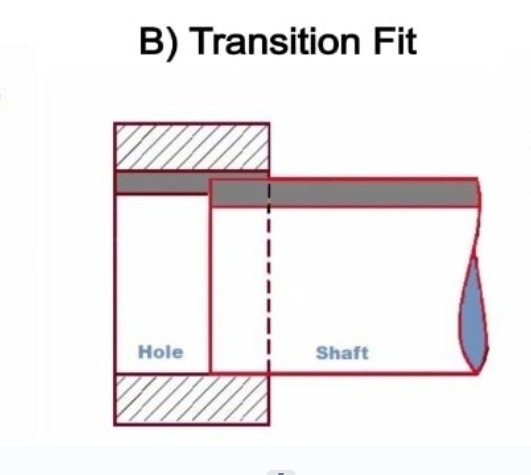
En overgangspasning kan give frigang eller interferens baseret på individuelle tolerancer for de specifikke dele. Denne egenskab gør det muligt at tilpasse den til scenarier, der kræver en vis bevægelsespræcision. De tager også højde for tolerancer.
Typer:.
- Lignende pasform: Tillader minimal eller visuel frigang, plus at den kastes sammen og samles med en gummihammer uden megen kraft. Dette design kan fungere godt til sådanne komponenter, der kræver præcision med hensyn til justering, men som ikke er udsat for store belastninger. For en 25 mm stor H7/k6 er der en spalteværdi på højst 0,019 mm og højst 0,015 mm interferens. Den kan bruges til nav, tandhjul, remskiver og lejebygninger.
- Fast pasform: Denne pasform giver en præcis justering med minimal frigang og kræver let kraft til montering. Den passer til permanente opsætninger, men gør det lettere at afmontere. For den nævnte diameter på 25 mm tillader H7/n6-kvaliteten et spillerum på 0,006 mm og en forskel på 0,028 mm. Denne pasform bruges ofte til koniske bøsninger, propper, koblinger og glidelejer.
Interferenspasning

En interferenspasning (også kendt som en prespasning eller en friktionspasning) kræver, at akslen er større end hullet. Det gør det muligt at bruge kraft eller specialbehandlinger som opvarmning eller afkøling ved montering. Denne forbindelse bruges, når der er brug for en tæt forbindelse med høj styrke til at overføre kraft eller kan bære en forskydningsbelastning.
Typer:.
- Presset pasform: Interferenspasning uden belægning er perfekt til enheder som nav og kugler. Mulige afbrydelser er så minimale som 0,001 mm for en diameter på 25 mm. Dette er blandt de tyndeste indsatser, der almindeligvis bruges til sadelgitre på aksler og nav.
- Kørende tilpasning: Kræver en forøgelse af antallet af justerede monteringskræfter, der skal bruges til en positiv indkobling af tandhjul og aksler. Dette skal anvendes på alle maksimum- og nulminimumskryds fra 0,014 mm til 0,048 mm. Denne type værktøj kan bruges til permanent montering af aksel og gear.
- Tvungen tilpasning: Høj interferenspasning udsættes for den avancerede samlingstekniske tilgang, hvilket gør, at en permanent samlingsproces bliver den mest sandsynlige vej. Samlingslinjen giver ikke et væsentligt forskydningsområde. Så borediametrene i en 25 H7/u6-pasning har en minimal interferens på 0,027 mm og en maksimal interferens på 0,061 mm. De er gode til mekaniske anvendelser som f.eks. at sætte hjul på jernbaneaksler eller tunge gear. Disse dele skal kunne modstå dynamiske og aksiale kræfter.
Hvordan opnår man dimensionelle tolerancer for tilpasninger?
Tolerance er afgørende. De tager højde for elastiske variationer i størrelse og form. Men samlingen kan stadig holde, selv om delene ikke har nøjagtig samme størrelse. Ved at skabe tolerancegrænser kan ingeniører tage højde for små unøjagtigheder. Disse er normale i produktionen. Grænserne sikrer høj produktkvalitet ved at styre monteringen.
CNC-præcisionsbearbejdning
CNC (Computer Numerical Control) præcisionsbearbejdning er en grundlæggende metode til at opnå utrolige afvigelser, hvilket er meget vigtigt for at øge produktiviteten eller udvide forretningen i den industrielle sektor. Ved hjælp af disse kontroller kan den ekstra zone være +/- 0,001 mm på CNC-maskiner. De sikrer, at delene er rigtige, og at produktionen matcher specifikationerne. Maskinarbejderne kan vælge de bedste værktøjer og opspændinger. Det giver dem mulighed for at lave dele, der passer ind i komplekse samlinger. Samlingerne er de vigtigste dele af systemet. De får systemet til at fungere.
Slibning
Slibning er standardmetoden til fremstilling af dele. Det gælder især for den højeste nøjagtighed, op til +/- 0,25 mikrometer. Denne nøjagtighed er især vigtig i de tilfælde, hvor slutproduktet kræver en tolerance, der passer til grænsefladen. Selv en lille variation i tolerancen vil føre til betydelige fejl. Slibning giver producenterne mulighed for at sætte en højere standard end normalt. Det giver dem også mulighed for at opnå den nødvendige justeringskvalitet, overensstemmelse og pålidelighed.
Rømning
Reaming kan skabe meget tætte porer. De er en vigtig del af mange ingeniørprojekter. EDM-processen er bemærkelsesværdig. Den kan fjerne lige præcis nok materiale. Det er vigtigt for at opnå snævre tolerancer i mekaniske fittings. Præcis reaming er afgørende. Det gør det muligt at få huller til at passe. Det minimerer stress og forskydning i den endelige samling.
Overholdelse af GD&T-standarder
Producenter skal følge GD&T-standarder (Geometric Dimensioning and Tolerancing), fordi standarderne beskriver den maksimale afvigelse, som delen kan have fra den sande geometri. Disse mennesker har ansvaret for produktionen. De vejleder, så hvert emne forbliver inden for designets specifikationer.
Anvendelse af Fits i ingeniørarbejde
Krav til ansøgning
Enhver teknisk tilpasning er designet til en specifik opgave og anvendelse. Derfor skal du afklare formålet. Tag spørgsmålet om, hvordan mønsteret skal fungere, om det er på grund af de sarte eller stærke formål. Skeln mellem de forskellige deles roller i forhold til det produkt, der skal være komplet med selve enheden, der er funktionel.
Overvejelser om budget
Ingeniørfremstillede tilpasninger kan have store forskelle i omkostninger, især når det drejer sig om sager, der er komplekse og kræver nøjagtighed. Løse tolerancer har tendens til at skabe højere omkostninger. En god måde at starte på er i øvrigt at foretage en budgetmæssig evaluering. En effektiv afvejning af omkostninger og funktion i produktionen er afgørende for at holde dimensionstolerancerne inden for budgettet.
Forståelse af tolerance
Begrebet intolerance (hurtighed) er nøgleordet, når man skal vælge en god teknisk løsning. Beslut dig for, hvor stor fleksibiliteten eller stivheden skal være for at matche kravene på dit sted. Bestem, om segmentet skal kunne drejes helt, eller om det ikke skal holdes stramt. At fremstille produkter med små forskelle kan reducere målepræcisionen. Dette er afgørende, når man samler komponenter for at sikre, at de opfylder standarderne og ikke overskrider toleranceniveauerne.
Konklusion
I ingeniørverdenen er præcision altafgørende. Fra frigangspasninger til interferenspasninger tjener hver type et bestemt formål med at sikre optimal ydeevne og lang levetid for mekaniske samlinger. Ved at forstå tolerancer, omkostninger og behov kan ingeniører skabe løsninger. Løsningerne opfylder høje standarder for kvalitet og funktion.
Samarbejd med os om at forbedre dine tekniske tilpasninger. Det vil løfte dine samlinger til nye niveauer af præcision og pålidelighed. Lad os samarbejde om at udvikle løsninger, der overgår forventningerne og sætter nye standarder i branchen.
OFTE STILLEDE SPØRGSMÅL:
Hvad er LMC og MMC? .
MMC er det udtryk, der bruges i samtalen om samlingstolerancer. LMC handler om huller i huse. Det handler om huller nær kanterne og tykkelsen på rør.
Hvad er en godtgørelse?
Tolerance inden for maskinteknik er den planlagte forskel mellem hullets dimensioner og akslens nominelle diameter. Den beregnes ved LLH – HLS, hvor LLH er hullets nedre grænse, og HLS er akslens øvre grænse. For at bestemme pasformen med hensyn til frigang og klæbning anvendes formlen. Det positive fortegn for frigang og det negative fortegn for klæbning betragtes begge som en god pasform.
Hvorfor er hulbasissystemet mere udbredt end skaftbasissystemet?.
Hulbasisindstillingen er bedst egnet i forhold til akselbasisindstillingen, fordi den eliminerer de komplikationer, der er forbundet med produktionen. Maskinværksteder, der bruger ét værktøj, som kan indstilles til at skabe standardiserede huller på tværs af forskellige akselstørrelser, vil se, at produkterne generelt bliver fremstillet hurtigere og til en lavere pris.
Hvordan beregner vi den tekniske tilpasningstolerance?
Tekniske tilpasninger bestemmes og repræsenteres af måltegninger fra ISO- og ASME-standarderne, som definerer de detaljerede mål og tolerancer for forskellige tilpasninger og deres tilsvarende hul- og akselstørrelser.
Hvad er tolerancegrader? .
Tolerancegrader inden for teknik angiver komponenternes nøjagtighedsniveauer på tværs af 18 grader:
- IT01 til IT4: Bruges i højpræcisionsinstrumenter som f.eks. målere.
- IT5 til IT7: Anvendes til finmekaniske tilpasninger.
- IT8 til IT11: Beskæftiget med generel ingeniørvirksomhed.
- IT12 til IT14: Anvendes til metalbearbejdning.
- IT15 og IT16: Anvendes til almindelige skære- og støbeopgaver.