Mis on Fit in Engineering?
Masinaehituses on sobivus ühendus seadme või raamistiku kahe vastastikku sobiva osa vahel. See ühendus tuleneb sellest korrelatsioonist. Seda vastandatakse tavaliselt koostu toimivusele ja vastupidavusele. Sobivus on võtmetähtsusega, sest kõik osad, näiteks võllid ja õõnsused, vedrud ja silindrid või mutrid ja poldid, peavad olema täiuslikus kooskõlas, isegi kui nad peavad üksteisest graatsiliselt mööda libisema või kindlalt kokku kleepuma.
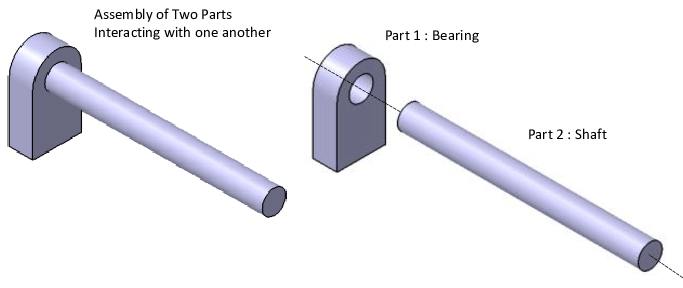
Paigaldused võib jagada kahte klassi. Need põhinevad näiteks sellel, kas komponentide vahelised häired või vahekaugused on takistuseks või tõmbeallikaks. Võtame näiteks “tiheda sobivuse”. See on oluline, kui osad püsivad hästi ühendatud ja ühes kohas, näiteks pressliitmikuga laagrite koostu puhul. Alternatiivselt võib “lahtine sobivus” võimaldada osadel vabalt liikuda, nagu näiteks laagri puhul, mis laagerdab võlli pöörlema.
Osade sobivus määrab, kuidas nad töötavad, näiteks libisevad, veerevad või lukustuvad. Sellest tulenevalt ei piirdu sobivusdisaini ülesanded mitte ainult hea disainiga, vaid ka selliste hingede ehitamisega, mis sobiksid ja seega tagaksid pikaajalise kasutamise. Insenerid kasutavad osade kokkupanekuks erinevaid viise. See parandab konstruktsiooni mehaanikat ja funktsionaalsust, rakendades õigeid sobitusi.
Paigaldamise põhitõed: Aukude ja võllide süsteemid
Mehaanika nõuab täpseid liitmikke. Need võimaldavad koostu toimimist ja kestmist. Kaks süsteemi, mida tavaliselt kasutatakse nende liitmike standardiseerimiseks, on aukude ja võllipõhiste süsteemide süsteem. Seega loob kumbki süsteem struktuuri, mille abil saab sobivate tolerantside abil saavutada eri määral lahtist või tihedat sobivust.
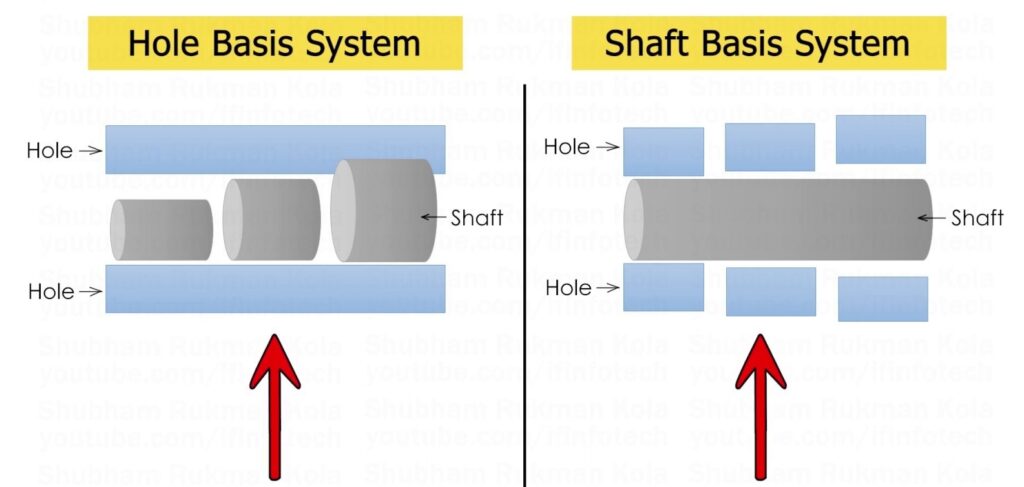
Hole-Base süsteem
See on kõige sagedamini kasutatav tehnika insener-tehniliste kohanduste valdkonnas. Kasutatavas süsteemis on augu läbimõõt sama ja ühtne, mis on kõigi suuruste alus. Pärast seda kohandatakse võlli mõõtmeid, et tagada nõutav sobivus. See võib olla lihtne sobivus mänguruumi või tihedam kokkupanek interferentsi sobitusega. Standardse ava mõõtu kasutatakse selle väikseima suuruse puhul, kusjuures minimaalne kõrvalekalle on null. Seda viisi eelistatakse, kuna augud saab alati õige suurusega puurida, kasutades standardseid puurimispunkte ja freespuid.
Võlli alussüsteem
Erinevalt augupõhisest süsteemist, mis fikseerib võlli läbimõõdu, säilitab võllipõhine süsteem põhimõõtmena augu läbimõõdu. Auku suuruse muutmine muudab võlli sobitumist auku õigesti. See süsteem on ideaalne, kui võlli ei saa pärast selle esialgset tootmist valmistada, näiteks eeltöödeldud võllid või võllid, mis vajavad suure töökiiruse saavutamiseks täpset tasakaalustamist. Siin on põhimõõduks võlli mõõt, ülemise kõrvalekaldega +/- 0. See meetod võib olla haruldane, kuid see on väga oluline rakendustes, kus tuleb teha poolviimistlus või materjali eelsuurus.
Kuidas nimetada erinevaid sobivustüüpe masinaehituses? Kuidas nimetada erinevaid sobivustüüpe masinaehituses?
Masinaehituses on erinevate sobivustüüpide täpne nimetamine ülioluline, et valida toote kokkupaneku ajal sobivad sobitused. Nimetamiskonventsioonid on standardiseeritud Rahvusvahelise Standardiorganisatsiooni (ISO) poolt tähtnumbrilise koodisüsteemi abil. See süsteem mitte ainult ei identifitseeri sobivuse tüüpi, vaid annab ka teada selle tolerantsitaseme.
Kood on jagatud tähestikuliseks ja numbriliseks osaks. Tähestikuline osa eristab, kas spetsifikatsioon viitab auku või võllile. Suurtähtedega tähistatakse auke ja väiketähtedega šahte. Näiteks kajastab kood “H7/h6”:
“H7” on augu tolerantsvahemik.
“h6” on võlli tolerantsvahemik.
See standardkoodimine võimaldab inseneridel hõlpsasti leida nii ava kui ka võlli suurima ja väikseima suuruse. See aitab täpset kokkupanekut ja tagab detailide sobivuse.
Paigalduste tüübid
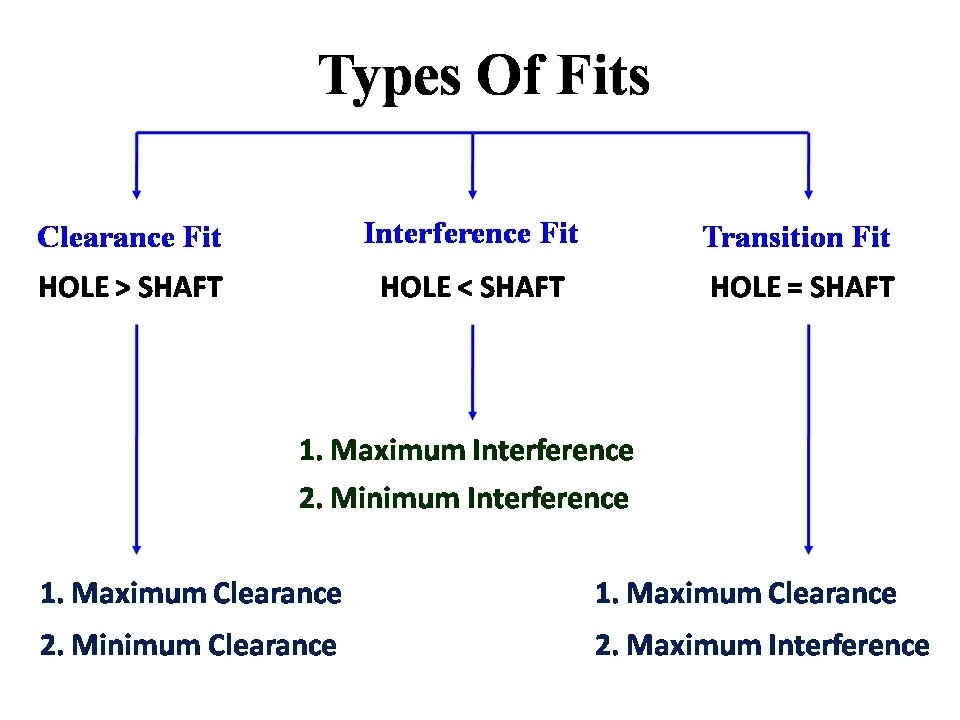
Masinaehituses viitab mõiste “sobivus” sellele, kui lähedane on tolerants kahe kokku sobiva detaili vahel. See suhe võib määrata, kui hästi ja kergesti osad kokku sobivad. Õige sobivuse valimine on oluline, sest see mõjutab seda, kui hästi asjad töötavad ja kui kaua nad kestavad. Inseneriteaduses eristatakse kolme tüüpi sobitusi: mängupesad, interferentsi sobitused ja üleminekupesad. Nendel kategooriatel on erinevad eesmärgid, mis valitakse sõltuvalt sellest, millised mehaanilised nõuded peavad olema täidetud konkreetses rakenduskeskkonnas.
Vabastus sobib

Vabaühenduse puhul jääb alati kahe vastastatava osa vahele ruumi; see tähendab, et ava läbimõõt on suurem kui vastava võlli läbimõõt. Seda tüüpi sobituse peamine eesmärk on tagada lihtne kokkupanek ja lahtivõtmine, võimaldades samal ajal liikumist osade vahel.
Tüübid:
- Lahtine jooksu sobivus: Kasutatakse, kui täpsus ei ole kriitiline ja mõningane saastumine on võimalik. 25 mm läbimõõdu puhul on minimaalne vahe 0,11 mm. Maksimaalne on 0,37 mm. Tüüpilised kasutusalad on tolmused või korrodeerunud kohad ja painduvad hinged.
- Vaba jooksufit: See on mõeldud kasutamiseks temperatuurimuutuste ja suurte kiiruste korral. 25 mm läbimõõdu puhul annab see vaba ruumi vahemikus 0,065 mm kuni 0,169 mm. See on tavaline liuglaagritega ja vähese pöörlemisega võllidel.
- Close Running Fit: Tagab väikesed vahed mõõduka täpsuse saavutamiseks. Need on mõeldud keskmiste kiiruste/rõhkude jaoks. H8/f7 sobivus annab 0,020 mm minimaalse vaba ruumi. Maksimaalne on 0,074 mm. See on ette nähtud tööpinkide ja spindlite liugvarraste jaoks.
- Sliding Fit: See hoiab väikesed vahed, kui on vaja libisevate osade täpset suhtelist liikumist. H7/g6 sobivus 25 mm võllile on vahemikus 0,007 mm kuni 0,041 mm. See sobib ideaalselt juhtivatele võllidele, libisevatele hammasratastele, liugklappidele, autoosadele ja siduriketastele tööpinkidel.
- Kohaliku kliirensiga sobivus: See annab väga väikesed vahekaugused. Pärast osade täpset positsioneerimist ei teki nende vahel märkimisväärset liikumist. H7/h6 sobitus 25 mm läbimõõdule pakub minimaalset mänguruumi 0,000 mm ja maksimaalset 0,034 mm. Neid sobitusi kasutatakse tavaliselt rulljuhtides ja võllide täpseks juhtimiseks.
Ülemineku sobivus
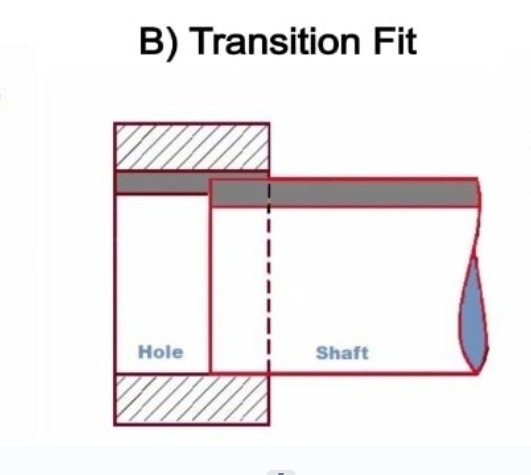
Üleminekupassaaž võib anda mänguruumi või häireid, mis põhinevad konkreetsete osade individuaalsetel tolerantsidel. See omadus muudab selle kohandatavaks stsenaariumide puhul, mis vajavad teatavat liikumistäpsust. Samuti võtavad nad arvesse tolerantse.
Tüübid:
- Sarnane sobivus: Lisaks on see kokku visatud ja kokku pandud kummivasaraga ilma suurema jõuta. See konstruktsioon võiks hästi toimida selliste komponentide puhul, mis vajavad joondamise osas täpsust, kuid ei ole suurte koormuste vahemikus. 25 mm suuruse H7/k6 puhul on vahe väärtus maksimaalselt 0,019 mm ja maksimaalselt 0,015 mm häire. Seda võib kasutada nabade, hammasrataste, rihmarataste ja laagrite ehitiste puhul.
- Fikseeritud sobivus: See sobivus pakub täpset joondamist minimaalse mänguruumiga, mis nõuab kokkupanekuks kerget jõudu. See sobib püsiseadetele, kuid võimaldab lihtsamat demonteerimist. Mainitud 25 mm läbimõõdu puhul võimaldab klass H7/n6 0,006 mm vahe ja 0,028 mm erinevus. Seda vormi kasutatakse sageli koonuslike pukside, tihvtide, muhvide ja hülsilaagritega.
Interferentsi sobivus

Häirisliitmine (tuntud ka kui pressliitmine või hõõrdepaigutus) nõuab, et võll oleks suurem kui ava. See võimaldab kasutada kokkupanekuks jõudu või spetsiaalset töötlemist, näiteks kuumutamist või jahutamist. Seda ühendust kasutatakse siis, kui on vaja suure tugevusega tihedat sidet, et edastada energiat või taluda nihkekoormust.
Tüübid:
- Press Fit: Pinnakatteta interferentsiaalne sobivus sobib ideaalselt selliste seadmete jaoks, nagu rummu ja kuulid. Võimalikud katkestused on 25 mm läbimõõdu puhul minimaalsed – 0,001 mm. See on üks kõige õhematest sisestustest, mida tavaliselt kasutatakse sadulavõrkude jaoks võllidel ja nabadel.
- Sõiduki sobivus: Nõuab, et suurendatakse kokkupaneku jõudude arvu, mida kasutatakse hammasrataste ja võllide positiivseks ühendamiseks. Seda tuleks kohaldada kõigi maksimaalsete ja nullmiinimumide ristumiskohtade suhtes alates 0,014 mm kuni 0,048 mm. Seda tüüpi tööriista saab kasutada võlli ja hammasratta püsivaks paigaldamiseks.
- Forced Fit: Kõrged häired sobivad, mis on allutatud täiustatud koostetehnika lähenemisviisile, muutes alalise koosteprotsessi kõige tõenäolisemaks teeks. Liigendusjoon ei anna märkimisväärset nihkepinda. Seega on 25 H7/u6 sobitamise puurimõõdud minimaalselt 0,027 mm ja maksimaalselt 0,061 mm suurune häire. Need sobivad hästi mehaaniliseks kasutamiseks, näiteks rataste panemiseks raudtee telgedele või rasketele hammasratastele. Need osad peavad vastu pidama dünaamilistele ja aksiaalsetele jõududele.
Kuidas saavutada mõõtmete tolerantsid?
Sallivus on eluliselt tähtis. Nad võimaldavad elastse suuruse ja kuju varieerumise tegurit. Ometi võib kokkupanek pidada ka siis, kui osad ei ole täpselt ühesuguse suurusega. Tolerantspiiride loomine võimaldab inseneridel arvestada väikeste ebatäpsustega. Need on tootmises tavalised. Piirangud tagavad toote kõrge kvaliteedi, suunates kokkupanekut.
CNC-täppistöötlus
CNC (Computer Numerical Control) täppistöötlus on baasmeetod uskumatu kõrvalekaldumise saavutamiseks, mis on väga oluline tootlikkuse suurendamiseks või äritegevuse laiendamiseks tööstussektoris. Nende juhtimissüsteemide abil võib CNC-pinkide lisatsoon olla +/- 0,001 mm. Nad tagavad, et detailid on õiged ja tootmine vastab spetsifikatsioonidele. Masinaehitajad saavad valida parimad tööriistad ja kinnitused. See võimaldab neil valmistada keerukatesse koostudesse sobivaid osi. Kokkupanekud on süsteemi peamised osad. Nad lasevad süsteemil töötada.
Lihvimine
Lihvimine on detailide valmistamise vaikimisi meetod. See kehtib eriti kõrgeima täpsuse puhul, kuni +/- 0,25 mikronit. See täpsus on eriti oluline sellistel juhtudel, kus lõpptoode nõuab tolerantside liidese sobivust. Isegi väike tolerantsi erinevus põhjustab olulisi vigu. Lihvimine võimaldab tootjatel kehtestada tavapärasest kõrgemad standardid. Samuti võimaldab see neil saavutada vajalikku joonduskvaliteeti, vastavust ja usaldusväärsust.
Reaming
Puurimine võib teha väga tihedaid poore. Need on paljude inseneriprojektide oluline osa. EDM-protsess on tähelepanuväärne. Sellega saab eemaldada just piisavalt täpselt materjali. See on oluline mehaaniliste liitmike kitsaste tolerantside saavutamiseks. Täpne freesimine on eluliselt tähtis. See võimaldab auke sobitada. See minimeerib pingeid ja ebakõlasid lõppkoostisesse.
GD&T standardite järgimine
Tootjad peavad järgima GD&T (geomeetriline dimensioneerimine ja tolerantsimine) standardeid, sest standardid kirjeldavad maksimaalset kõrvalekaldumist, mida detail võib omada tegelikust geomeetriast. Need inimesed vastutavad tootmise eest. Nad juhivad, kuna iga küsimus jääb konstruktsiooni spetsifikatsioonide piiresse.
Kohanduste rakendamine inseneriteaduses
Taotluse nõuded
Iga tehniline sobivus on kavandatud konkreetse ülesande ja rakenduse jaoks. Järelikult on teie ülesanne selgitada eesmärki. Võtke küsimus, kuidas muster peaks toimima, kas see on tingitud õrnast või tugevast eesmärgist. Eristage erinevate osade rollid seoses tootega, mis peaks olema täielik, kusjuures seade ise on funktsionaalne.
Eelarve kaalutlused
Inseneride valmistatud sobitustel võivad olla suured erinevused maksumuses, eriti kui tegemist on keeruliste ja täpsust nõudvate juhtumitega. Lahtised tolerantsid tekitavad tavaliselt suuremaid kulusid. Muide, hea viis alustada on teha eelarve hindamine. Kulude ja funktsioonide tõhus tasakaalustamine tootmises on otsustava tähtsusega, et hoida mõõtmete tolerantsid eelarve piires.
Sallivuse mõistmine
Sallimatuse (kiiruse) mõiste on hea inseneri sobivuse valimisel võtmeidee. Otsustage, kui suur peaks olema paindlikkus või jäikus, et see vastaks teie objekti nõudmistele. Määrake kindlaks, kas segmendi pöörlemine on vajalik täielikult või ei pea seda tihedalt kinni hoidma. Väikeste erinevustega toodete valmistamine võib vähendada mõõtetäpsust. See on komponentide kokkupanekul ülioluline, et tagada standarditele vastavus ja mitte ületada tolerantsitasemeid.
Kokkuvõte
Inseneride maailmas on täpsus ülimalt tähtis. Iga tüüp, alates vabakinnitusest kuni interferentsliitmeteni, täidab omaette eesmärki mehaaniliste koostude optimaalse jõudluse ja pikaealisuse tagamisel. Mõistes tolerantsi, kulusid ja vajadusi, saavad insenerid luua lahendusi. Lahendused vastavad kõrgetele kvaliteedi- ja tegevusstandarditele.
Tehke meiega koostööd, et parandada oma insenerilahenduste sobivust. See tõstab teie sõlmede täpsuse ja usaldusväärsuse uuele tasemele. Teeme koostööd, et projekteerida lahendusi, mis ületavad ootusi ja seavad tööstuses uusi standardeid.
KKK:
Mida on LMC ja MMC?
MMC on termin, mida kasutatakse montaažitolerantsi käsitlevas vestluses. LMC käsitleb korpuses olevaid auke. Tegemist on servade lähedal olevate aukude ja torude paksusega.
Mida on toetus?
Tolerants on masinaehituses kavandatud erinevus augu mõõtmete ja võlli nimiläbimõõdu vahel. See arvutatakse valemiga LLH – HLS, kus LLH on augu alumine piir ja HLS on võlli ülemine piir. Sobivuse määramiseks seoses kliirensi ja kinni jäämisega kasutatakse valemit. Positiivset märki kliirensi ja negatiivset märki kleepumise puhul peetakse heaks sobivuseks.
Miks kasutatakse kõige sagedamini aukude baassüsteemi kui võlli baassüsteemi?.
Aukude baasi seadistus on kõige sobivam võrreldes võlli baasi seadistusega, sest see välistab tootmisega seotud komplikatsioonid. Masinaehitusettevõtted, mis kasutavad ühte tööriista, mida saab seadistada standardiseeritud aukude loomiseks erinevate võllimõõtude puhul, näevad, et tooteid valmistatakse üldiselt kiiremini ja madalamate kuludega.
Kuidas me arvutame tehnilise sobivuse tolerantsi?
Tehnilised sobitused määratakse kindlaks ja esitatakse ISO- ja ASME-standardite mõõtmete jooniste abil, mis määratlevad üksikasjalikud mõõtmed ja tolerantsid erinevate sobituste ja vastavate aukude ning võlli suuruste jaoks.
Millised on sallivusastmed?
Tolerantsiklassid tehnikas näitavad komponentide täpsusastmeid 18 klassis:
- IT01 kuni IT4: Kasutatakse kõrge täpsusega instrumentides, näiteks mõõteseadmetes.
- IT5-IT7: Rakendatakse täppistehnika sobitamisel.
- IT8-IT11: töötab üldehituse valdkonnas.
- IT12-IT14: kasutatakse metallitöötlemisel.
- IT15 ja IT16: kasutatakse üldiste lõikamis- ja valutööde tegemiseks.