Mitä on Fit in Engineering?
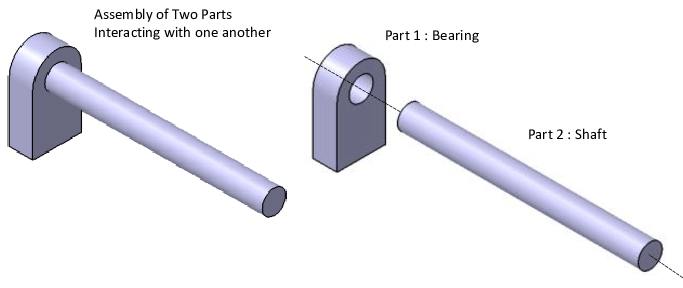
Konetekniikan näkökulmasta sovitus on laitteen tai kehyksen kahden vastakkaisen komponentin välinen yhteys. Tämä liitos tulee tästä vastaavuudesta. Sitä asetetaan yleensä vastakkain kokoonpanon toimivuuden ja kestävyyden kanssa. Sovitus on avainasemassa, sillä kaikkien kappaleiden, kuten akselien ja onteloiden, jousien ja sylintereiden tai muttereiden ja pulttien, on oltava täydellisesti koordinoituja, vaikka niiden pitäisi liukua toistensa ohi sulavasti tai tarttua lujasti yhteen.
Sovitukset voidaan jakaa kahteen luokkaan. Ne perustuvat esimerkiksi siihen, onko komponenttien välinen häiriö tai välys este vai vetovoiman lähde. Otetaan esimerkiksi ”tiukka sovitus”. Sillä on merkitystä, jos osat pysyvät hyvin yhteydessä toisiinsa ja samassa paikassa, kuten puristussovitteisessa laakerikokoonpanossa. Vaihtoehtoisesti ”löysä istuvuus” voi mahdollistaa osien vapaan liikkumisen, kuten akselin laakeroinnissa, joka laakeroi akselia pyörimään.
Osien istuvuus määrittelee, miten ne toimivat, kuten liukuvat, rullaavat tai lukkiutuvat. Tämän vuoksi sovitussuunnittelun tehtävät eivät rajoitu pelkästään hyvään suunnitteluun vaan myös sellaisten saranoiden rakentamiseen, jotka sopivat niihin ja takaavat siten pitkäaikaisen käytön. Insinöörit käyttävät erilaisia tapoja koota osia. Tämä parantaa suunnittelun mekaniikkaa ja toimivuutta soveltamalla oikeita sovituksia.
Sovitusten perusteet: Reikä- ja akselijärjestelmät
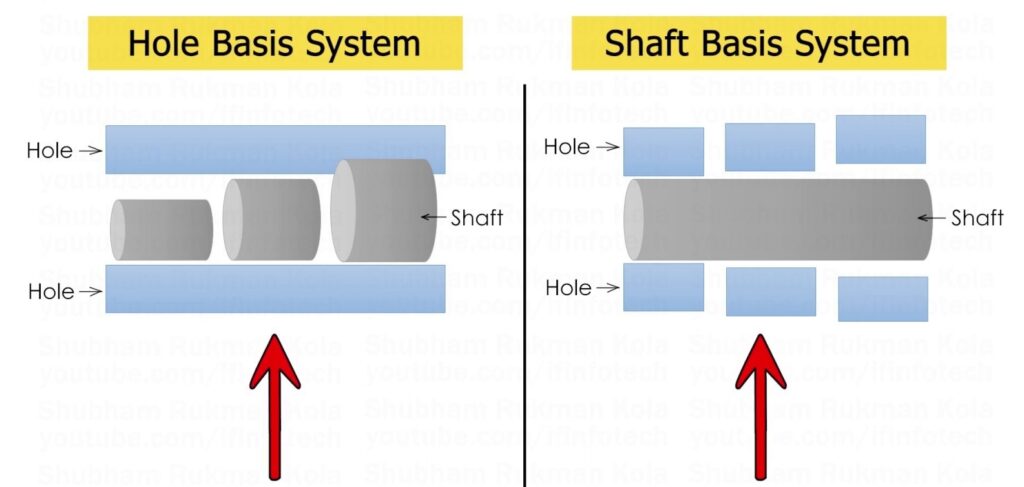
Konetekniikka vaatii tarkkoja sovituksia. Niiden ansiosta kokoonpano toimii ja kestää. Kaksi järjestelmää, joita tyypillisesti käytetään näiden liitososien standardointiin, ovat reikä- ja akseliperustejärjestelmät. Kummassakin järjestelmässä luodaan siis rakenne, jonka avulla voidaan saavuttaa eriasteinen löysä tai tiukka sovitus käyttäen asianmukaisia toleransseja.
Reikä-pohjajärjestelmä
Tämä on yleisimmin käytetty tekniikka teknisten mukautusten alalla. Reiän halkaisija on sama ja yhtenäinen käytetyssä järjestelmässä, joka on kaikkien kokojen perusta. Tämän jälkeen akselin mitat säädetään, jotta varmistetaan, että akseli sopii halutulla tavalla. Se voi olla helppo sovitus välyksen vuoksi tai tiukempi kokoonpano, jossa on interferenssisovitus. Standardireiän mittaa käytetään sen pienimmän koon osalta, ja vähimmäispoikkeama on nolla. Tätä tapaa suositaan, koska reiät voidaan aina porata oikean kokoisiksi vakioporanterillä ja -reijillä.
Akselipohjajärjestelmä
Toisin kuin reikäpohjajärjestelmässä, jossa akselin halkaisija on kiinteä, akselipohjajärjestelmässä reiän halkaisija on perusmitta. Reiän koon muuttaminen saa akselin sopimaan reikään oikein. Tämä järjestelmä on ihanteellinen silloin, kun akselia ei voida valmistaa sen alkutuotannon jälkeen, kuten esivalmistetuissa akseleissa tai akseleissa, jotka edellyttävät tarkkaa tasapainotusta suurta käyttönopeutta varten. Tällöin peruskoko on akselin mitta, jonka yläpoikkeama on +/- 0. Tämä menetelmä voi olla harvinainen, mutta se on erittäin tärkeä sovelluksissa, joissa on tehtävä puolivalmistus tai materiaalin esivalmistus.
Kuinka nimetä eri sovitustyyppejä konetekniikassa?
Koneenrakennuksessa eri sovitustyyppien tarkka nimeäminen on ratkaisevan tärkeää, jotta tuotteen kokoonpanon aikana voidaan valita sopiva sovitus. Kansainvälinen standardisoimisjärjestö (ISO) on standardoinut nimeämiskäytännöt aakkosnumeerisen koodijärjestelmän avulla. Tämä järjestelmä ei ainoastaan tunnista sovitustyyppiä vaan myös ilmoittaa sen toleranssirajat.
Koodi on jaettu aakkoselliseen ja numeeriseen osaan. Aakkososassa erotetaan toisistaan, koskeeko erittely reikää vai akselia. Isoilla kirjaimilla merkitään reikiä ja pienillä kirjaimilla akseleita. Esimerkiksi koodi ”H7/h6” kuvastaa:
”H7” on reiän toleranssialue.
’h6’ on akselin toleranssialue.
Tämän vakiokoodauksen avulla insinöörit voivat helposti löytää sekä reiän että akselin suurimman ja pienimmän koon. Se auttaa tarkassa kokoonpanossa ja varmistaa, että osat sopivat yhteen.
Sovitustyypit
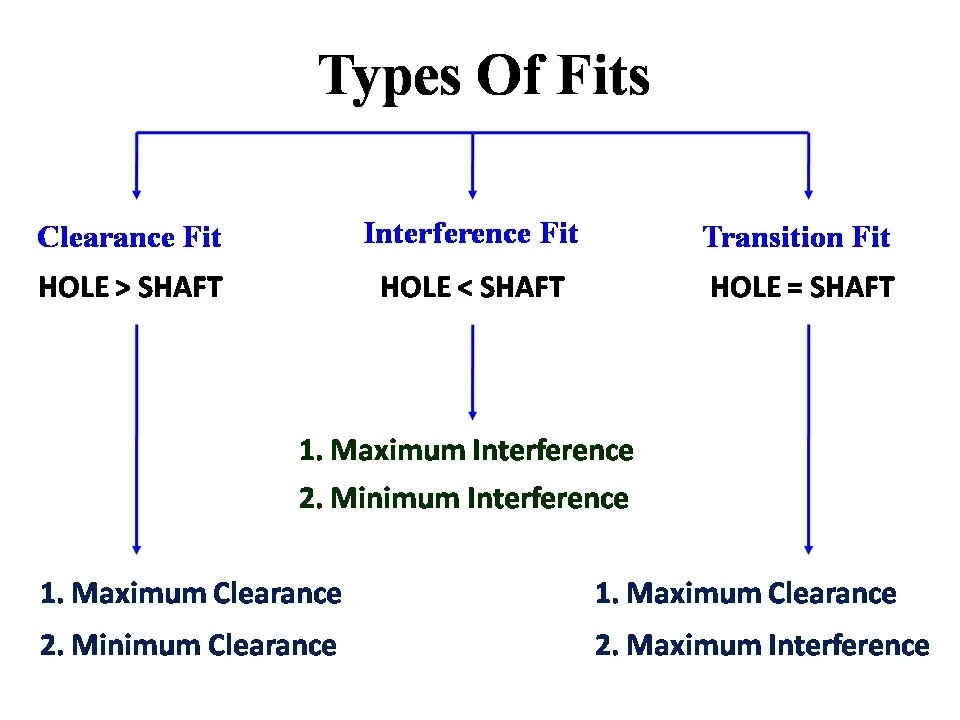
Konetekniikassa termi sovitus viittaa siihen, kuinka lähellä toleranssi on kahden toisiinsa sopivan osan välillä. Tämä suhde voi määrittää, kuinka hyvin ja helposti osat sopivat yhteen. Oikean istuvuuden valitseminen on tärkeää, koska se vaikuttaa siihen, miten hyvin osat toimivat ja miten kauan ne kestävät. Tekniikassa on kolmenlaisia sovituksia: välys-, väli- ja siirtymäsovitukset. Näillä luokilla on eri tarkoitukset, ja ne valitaan sen mukaan, mitä mekaanisia vaatimuksia tietyn sovellusympäristön on täytettävä.
Välys sopii

Vapaaliitoksessa kahden vastakkaisen osan väliin jää aina tilaa, mikä tarkoittaa, että reikä on halkaisijaltaan suurempi kuin vastaava akseli. Tämäntyyppisen sovituksen päätavoitteena on varmistaa helppo kokoaminen ja purkaminen ja sallia samalla liikkuminen osien välillä.
Tyypit:
- Löysä juoksupuku: Käytetään silloin, kun tarkkuus ei ole kriittinen ja likaantuminen on mahdollista. Vähimmäisvälys 25 mm:n halkaisijalle on 0,11 mm. Suurin sallittu välys on 0,37 mm. Tyypillisiä käyttökohteita ovat pölyiset tai syöpyneet paikat ja saranoiden taivutus.
- Free Running Fit: Se on tarkoitettu käytettäväksi lämpötilavaihteluissa ja suurilla nopeuksilla. Se antaa 25 mm:n halkaisijalle 0,065 mm:n ja 0,169 mm:n välit. Se on yleinen akseleissa, joissa on liukulaakerit ja pieni pyöriminen.
- Close Running Fit: Pienet välykset kohtuullista tarkkuutta varten. Ne on tarkoitettu keskinopeuksille/paineille. H8/f7-kiinnitys antaa 0,020 mm:n vähimmäispoikkeaman. Suurin sallittu välys on 0,074 mm. Tämä on tarkoitettu työstökoneiden ja karojen liukutankoihin.
- Liukuva sovitus: Se pitää pienet välykset, kun tarvitaan liukuvien osien tarkkaa suhteellista liikettä. 25 mm:n akselille tarkoitetussa H7/g6-sovituksessa on välykset 0,007 mm:stä 0,041 mm:iin. Tämä sopii erinomaisesti akselien ohjaukseen, liukupyörille, liukuventtiileille, autonosille ja kytkinlevyille työstökoneissa.
- Sijaintiväli Soveltuvuus: Se antaa hyvin pienet välykset. Osien välillä ei tapahdu merkittävää liikettä sen jälkeen, kun ne on sijoitettu tarkasti. Halkaisijaltaan 25 mm:n kappaleen H7/h6- sovituksessa vähimmäispoikkeama on 0,000 mm ja enimmäispoikkeama 0,034 mm. Näitä sovituksia käytetään tyypillisesti rullaohjaimissa ja akselien tarkkaan ohjaamiseen.
Transition Fit
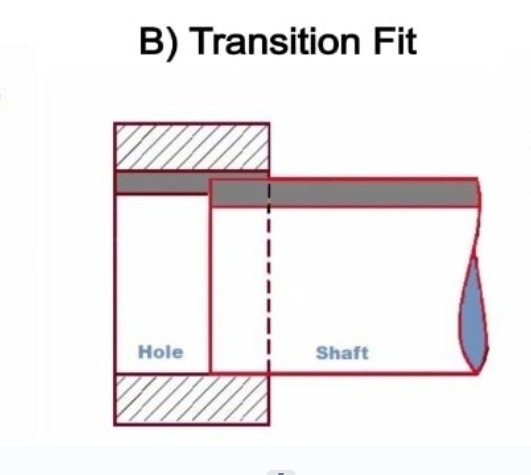
Siirtymäsovitus voi aiheuttaa välystä tai häiriötä, joka perustuu yksittäisten osien toleransseihin. Tämän ominaisuuden ansiosta se soveltuu skenaarioihin, joissa tarvitaan jonkin verran liikkeen tarkkuutta. Ne ottavat myös huomioon toleranssit.
Tyypit:
- Samanlainen sovitus: Lisäksi se heitetään yhteen ja kootaan kumivasaralla ilman suurta voimaa. Tämä muotoilu voisi toimia hyvin sellaisille komponenteille, jotka vaativat tarkkuutta kohdistuksen suhteen, mutta eivät ole suurten kuormitusten alueella. H7/k6:n 25 mm:n koossa enintään 0,019 mm:n rakoarvo ja enintään 0,015 mm:n välimatka. Sitä voitaisiin käyttää navoissa, hammaspyörissä, hihnapyörissä ja laakerirakennuksissa.
- Kiinteä sovitus: Tämä istuvuus tarjoaa tarkan kohdistuksen minimaalisella välyksellä, ja kokoonpano vaatii vain vähän voimaa. Se sopii pysyviin asennuksiin, mutta mahdollistaa helpomman purkamisen. Mainitun 25 mm:n halkaisijan osalta H7/n6-luokka sallii 0,006 mm:n välyksen ja 0,028 mm:n eron. Tätä muotoliitosta käytetään usein kartioholkkien, tulppien, kytkimien ja holkkilaakereiden kanssa.
Interferenssi Fit

Interferenssisovitus (tunnetaan myös nimellä puristus- tai kitkasovitus) edellyttää, että akselin on oltava reikää suurempi. Tämä mahdollistaa voiman käytön tai erityiskäsittelyt, kuten lämmityksen tai jäähdytyksen, kokoonpanoa varten. Tätä liitosta käytetään silloin, kun tarvitaan lujaa ja tiivistä liitosta voimansiirtoon tai kun se kestää leikkauskuorman.
Tyypit:
- Press Fit: Pinnoittamaton interferenssisovitus sopii täydellisesti laitteisiin, kuten napaan ja palloihin. Mahdolliset keskeytykset ovat niinkin vähäisiä kuin 0,001 mm halkaisijan ollessa 25 mm. Tämä on ohuimpia akselien ja navojen satulaverkoissa yleisesti käytettäviä inserttejä.
- Ajo-ominaisuudet: Vaatii lisää sovitettujen kokoonpanovoimien määrää, joita käytetään hammaspyörien ja akselien positiiviseen kytkeytymiseen. Tätä olisi sovellettava kaikkiin maksimi- ja nollaminimiristeyksiin 0,014 mm:stä 0,048 mm:iin. Tämäntyyppistä työkalua voidaan käyttää akselin ja hammaspyörän pysyvään asennukseen.
- Pakotettu sovitus: Suuret häiriöt sopivat kehittyneeseen kokoonpanotekniikkaan, jolloin pysyvästä kokoonpanoprosessista tulee todennäköisin tie. Liitoslinja ei anna merkittävää leikkausaluetta. Niinpä 25 H7/u6-sovituksen reiän halkaisijat ovat vähintään 0,027 mm ja enintään 0,061 mm. Ne soveltuvat hyvin mekaaniseen käyttöön, kuten pyörien asettamiseen rautatieakseleihin tai raskaisiin vaihteisiin. Näiden osien on kestettävä dynaamisia ja aksiaalisia voimia.
Miten saavutetaan mittatoleranssit sovituksissa?
Suvaitsevaisuus on elintärkeää. Ne mahdollistavat kimmoisan koon ja muodon vaihtelun. Kokoonpano voi silti kestää, vaikka osat eivät olisikaan täsmälleen samankokoisia. Toleranssirajojen luominen antaa insinööreille mahdollisuuden ottaa huomioon pienet epätarkkuudet. Nämä ovat normaaleja valmistuksessa. Rajat varmistavat tuotteen korkean laadun ohjaamalla kokoonpanoa.
CNC-tarkkuuskoneistus
CNC-tarkkuuskoneistus (Computer Numerical Control) on perusmenetelmä, jolla saavutetaan uskomaton poikkeama, mikä on erittäin tärkeää tuottavuuden lisäämiseksi tai liiketoiminnan laajentamiseksi teollisuudessa. Näiden ohjausten avulla CNC-koneiden lisäalue voi olla +/- 0,001 mm. Niillä varmistetaan, että osat ovat oikeita ja että tuotanto vastaa speksejä. Koneistajat voivat valita parhaat työkalut ja kiinnikkeet. Näin he voivat valmistaa osia, jotka sopivat monimutkaisiin kokoonpanoihin. Kokoonpanot ovat järjestelmän tärkeimmät osat. Niiden avulla järjestelmä toimii.
Hionta
Hionta on oletusmenetelmä osien valmistuksessa. Tämä pätee erityisesti suurimman tarkkuuden, jopa +/- 0,25 mikronin tarkkuuden, osalta. Tällä tarkkuudella on merkitystä erityisesti silloin, kun lopputuotteelta vaaditaan toleranssien rajapinnan sopivuutta. Pienikin toleranssin vaihtelu johtaa huomattaviin virheisiin. Hionta antaa valmistajille mahdollisuuden asettaa tavallista korkeammat standardit. Sen avulla he voivat myös saavuttaa tarvittavan tasauslaadun, vaatimustenmukaisuuden ja luotettavuuden.
Reaming
Rei’itys voi tehdä huokosista hyvin tiiviitä. Ne ovat keskeinen osa monia teknisiä projekteja. EDM-prosessi on huomionarvoinen. Sillä voidaan poistaa juuri tarpeeksi materiaalia tarkasti. Tämä on tärkeää tiukkojen toleranssien saavuttamiseksi mekaanisissa liitososissa. Tarkka rei’itys on elintärkeää. Se mahdollistaa reikien sovittamisen. Tämä minimoi jännityksen ja virheasennon lopullisessa kokoonpanossa.
GD&T-standardien noudattaminen
Valmistajien on noudatettava GD&T-standardeja (Geometrinen mitoitus ja tolerointi), koska standardit kuvaavat suurimman sallitun poikkeaman, jonka osa voi poiketa todellisesta geometriasta. Nämä ihmiset vastaavat valmistuksesta. He ohjaavat, kun jokainen asia pysyy suunnittelun speksin sisällä.
Soveltaminen Fitsin tekniikan alalla
Hakemusvaatimukset
Jokainen tekninen sovitus on suunniteltu tiettyä tehtävää ja sovellusta varten. Näin ollen sinun on selvitettävä tavoite. Ota kysymys siitä, miten mallin on tarkoitus toimia, johtuuko se herkistä vai vahvoista tarkoituksista. Erottele eri osien roolit tuotteen kannalta, jonka on tarkoitus olla täydellinen, kun itse laite on toimiva.
Talousarvioon liittyvät näkökohdat
Insinöörin tekemät sovitukset voivat aiheuttaa valtavia kustannuseroja, etenkin kun kyseessä ovat monimutkaiset ja tarkkuutta vaativat tapaukset. Löysät toleranssit aiheuttavat yleensä korkeampia kustannuksia. Muuten, hyvä tapa aloittaa on tehdä budjettiarviointi. Kustannusten ja toiminnan tasapainottaminen tehokkaasti tuotannossa on ratkaisevan tärkeää, jotta mittatoleranssit pysyvät budjetin rajoissa.
Suvaitsevaisuuden ymmärtäminen
Suvaitsemattomuus (nopeus) on keskeinen ajatus hyvän insinöörityön valinnassa. Päätä, kuinka paljon joustavuutta tai jäykkyyttä tulisi olla, jotta se vastaisi työmaasi vaatimuksia. Määritä, vaaditaanko segmentin kiertymistä täysin vai ei tarvitse pitää tiukasti kiinni. Tuotteiden valmistaminen pienillä eroilla voi heikentää mittaustarkkuutta. Tämä on ratkaisevan tärkeää, kun osia kootaan, jotta voidaan varmistaa, että ne täyttävät standardit eivätkä ylitä toleranssitasoja.
Johtopäätös
Tekniikan maailmassa tarkkuus on ensiarvoisen tärkeää. Jokaisella tyypillä on oma tarkoituksensa mekaanisten kokoonpanojen optimaalisen suorituskyvyn ja pitkäikäisyyden varmistamisessa, aina välys- ja välikappaleista interferenssisovituksiin. Kun insinöörit ymmärtävät toleranssit, kustannukset ja tarpeet, he voivat luoda ratkaisuja. Ratkaisut täyttävät korkeat laatu- ja toimintastandardit.
Tee yhteistyötä kanssamme parantaaksesi suunnittelun sopivuutta. Tämä nostaa kokoonpanosi uudelle tarkkuuden ja luotettavuuden tasolle. Suunnitellaan yhdessä ratkaisuja, jotka ylittävät odotukset ja asettavat uusia standardeja alalla.
FAQS:
Mitä ovat LMC ja MMC?
MMC on termi, jota käytetään kokoonpanon toleranssikeskustelussa. LMC koskee koteloiden reikiä. Kyse on rei’istä reunojen lähellä ja putkien paksuudesta.
Mikä on korvaus?
Toleranssi on koneenrakennuksessa reiän mittojen ja akselin nimellishalkaisijan välinen suunniteltu ero. Se lasketaan kaavalla LLH – HLS, jossa LLH on reiän alaraja ja HLS on akselin yläraja. Sovituksen määrittämiseksi välyksen ja tarttumisen suhteen käytetään kaavaa. Positiivinen merkki välyksen osalta ja negatiivinen merkki tarttumisen osalta katsotaan molemmat hyväksi sovitukseksi.
Miksi reikäperusjärjestelmää käytetään yleisimmin kuin akseliperusjärjestelmää??
Reikäpohja-asetus on sopivin verrattuna akselipohja-asetukseen, koska se poistaa tuotantoon liittyvät komplikaatiot. Konepajat, jotka käyttävät yhtä työkalua, joka voidaan asettaa luomaan standardoituja reikiä eri akselikokojen välille, näkevät, että tuotteet valmistuvat nopeammin ja edullisemmin.
Miten laskemme teknisen sovituksen toleranssin?
Tekniset sovitukset määritetään ja esitetään ISO- ja ASME-standardien mukaisilla mittapiirustuksilla, joissa määritellään eri sovitusten yksityiskohtaiset mitat ja toleranssit sekä niitä vastaavat reikä- ja akselikoot.
Mitä ovat toleranssiasteet?
Tekniikan toleranssiluokat ilmoittavat komponenttien tarkkuusasteet 18 luokassa:
- IT01-IT4: Käytetään korkean tarkkuuden instrumenteissa, kuten mittareissa.
- IT5-IT7: Sovelletaan tarkkuustekniikan sovituksiin.
- IT8-IT11: Työskentelee yleisten teknisten töiden parissa.
- IT12-IT14: Käytetään metallin työstössä.
- IT15 ja IT16: Käytetään yleisiin leikkaus- ja valutöihin.