Apa yang dimaksud dengan Fit in Engineering?
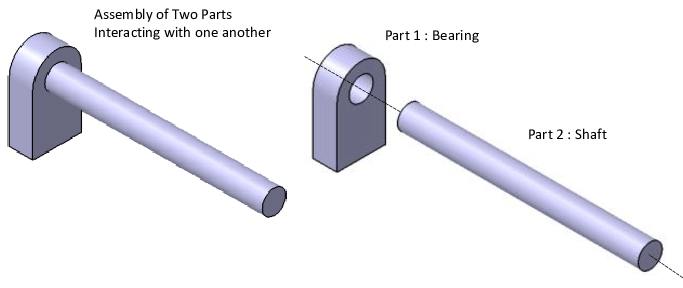
Dalam aspek teknik mesin, kecocokan adalah hubungan antara dua komponen yang dikawinkan dari suatu perangkat atau kerangka kerja. Ikatan ini berasal dari korelasi ini. Hal ini biasanya dikontraskan dengan operabilitas dan daya tahan rakitan. Kesesuaian adalah kuncinya karena semua bagian, seperti poros dan cekungan, pegas dan silinder, atau mur dan baut, harus memiliki koordinasi yang sempurna meskipun harus meluncur melewati satu sama lain dengan anggun atau saling menempel dengan kuat.
Kesesuaian dapat dibagi ke dalam dua kelas. Keduanya didasarkan pada berbagai hal, misalnya, apakah gangguan atau jarak bebas di antara berbagai komponen merupakan halangan atau sumber daya tarik. Sebagai contoh, ambil “kecocokan ketat”. Ini relevan jika bagian-bagiannya tetap terhubung dengan baik dan di satu tempat, seperti pada rakitan bantalan press-fit. Atau, “pas longgar” dapat memungkinkan bagian-bagian untuk bergerak dengan bebas, seperti pada bantalan yang menahan poros untuk berputar.
Kesesuaian komponen menentukan cara kerjanya, seperti geser, gulung, atau kunci. Sebagai konsekuensinya, tugas-tugas desain kesesuaian tidak hanya terbatas pada desain yang baik, tetapi juga membangun engsel yang sesuai, dan karenanya, menjamin aplikasi jangka panjang. Para insinyur menggunakan berbagai cara untuk merakit komponen. Hal ini meningkatkan mekanisme dan fungsionalitas desain dengan menerapkan kecocokan yang tepat.
Dasar-dasar Kesesuaian: Sistem Lubang dan Poros
Teknik mesin membutuhkan alat kelengkapan yang tepat. Alat kelengkapan ini memungkinkan perakitan bekerja dan bertahan lama. Dua sistem yang biasanya digunakan untuk menstandarkan alat kelengkapan ini adalah sistem berbasis lubang dan poros. Jadi, setiap sistem menciptakan struktur untuk mencapai berbagai tingkat kesesuaian yang longgar atau ketat dengan menggunakan toleransi yang sesuai.
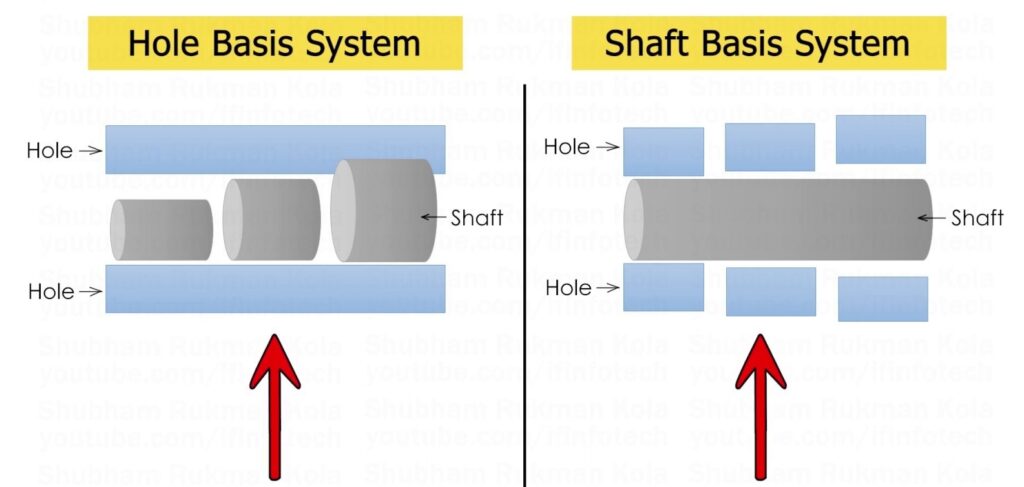
Sistem Dasar Lubang
Ini adalah teknik yang paling sering digunakan dalam bidang kustomisasi teknik. Diameter lubang sama dan seragam dalam sistem yang digunakan, yang merupakan dasar dari semua ukuran. Setelah itu, dimensi poros disesuaikan untuk memastikan kesesuaian yang diperlukan. Ini bisa berupa pemasangan yang mudah untuk jarak bebas atau perakitan yang lebih ketat dengan kesesuaian interferensi. Dimensi lubang standar digunakan untuk ukuran terkecilnya, dengan deviasi minimum sama dengan nol. Cara ini lebih disukai karena lubang selalu dapat dibor dengan ukuran yang tepat menggunakan mata bor dan reamer standar.
Sistem dasar poros
Tidak seperti sistem basis lubang, yang menetapkan diameter poros, sistem basis poros mempertahankan diameter lubang sebagai dimensi dasar. Mengubah ukuran lubang membuat poros sesuai dengan lubang dengan benar. Sistem ini sangat ideal di mana poros tidak dapat dibuat setelah produksi awal, seperti pada poros yang sudah jadi atau yang membutuhkan penyeimbangan yang tepat untuk kecepatan operasi yang tinggi. Di sini, ukuran dasarnya adalah pengukuran poros, dengan +/- 0 pada deviasi atas. Metode ini mungkin jarang terjadi tetapi sangat penting dalam aplikasi di mana ukuran awal setengah jadi atau bahan harus dilakukan.
Bagaimana Cara Memberi Nama Berbagai Jenis Fit dalam Teknik Mesin?
Dalam teknik mesin, penamaan jenis fit yang berbeda secara akurat sangat penting untuk memilih fit yang sesuai selama perakitan produk. Konvensi penamaan distandarisasi oleh Organisasi Internasional untuk Standardisasi (ISO) melalui sistem kode alfanumerik. Sistem ini tidak hanya mengidentifikasi jenis kesesuaian tetapi juga mengomunikasikan tingkat toleransinya.
Kode ini dibagi menjadi bagian abjad dan angka. Bagian abjad membedakan apakah spesifikasi mengacu ke lubang atau poros. Huruf besar menunjukkan lubang, sedangkan huruf kecil digunakan untuk poros. Sebagai contoh, kode “H7/h6” mencerminkan:
“H7” adalah kisaran toleransi untuk lubang.
“h6” adalah kisaran toleransi untuk poros.
Pengkodean standar ini memungkinkan para insinyur dengan mudah menemukan ukuran terbesar dan terkecil untuk lubang dan poros. Hal ini membantu perakitan yang tepat dan memastikan bagian-bagiannya saling pas.
Jenis-jenis Kesesuaian
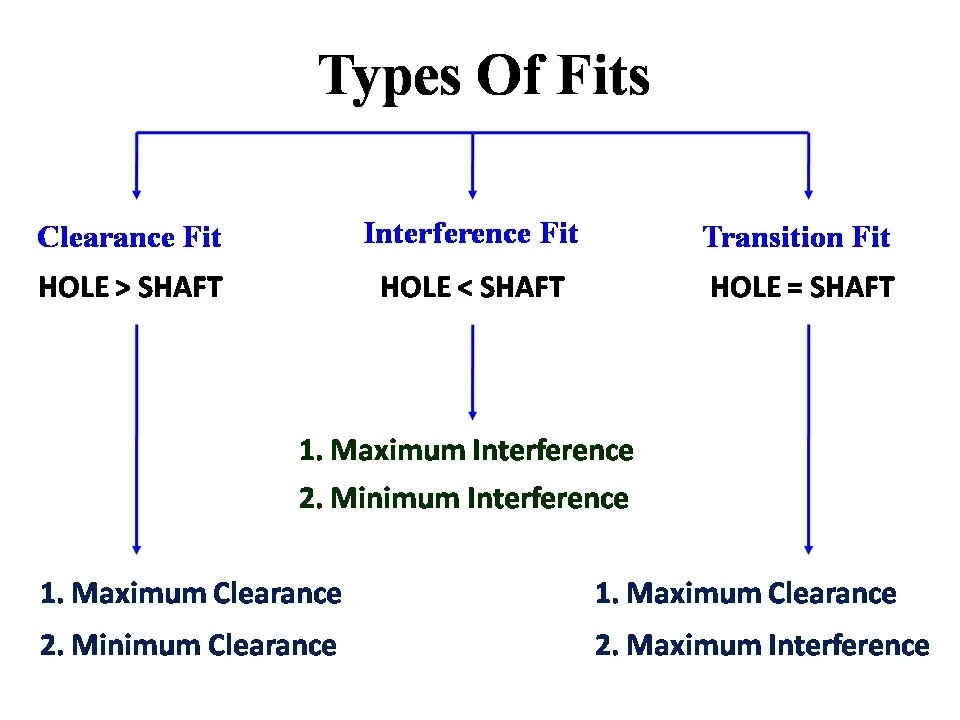
Dalam teknik mesin, istilah kesesuaian mengacu pada seberapa dekat toleransi antara dua komponen yang dikawinkan. Hubungan ini dapat menentukan seberapa baik dan mudahnya komponen-komponen tersebut akan menyatu. Memilih kecocokan yang tepat adalah hal yang penting karena hal ini memengaruhi seberapa baik benda bekerja dan berapa lama benda tersebut dapat bertahan. Dalam bidang teknik, ada tiga jenis kecocokan: kecocokan jarak bebas, kecocokan interferensi, dan kecocokan transisi. Kategori ini memiliki tujuan berbeda yang dipilih tergantung pada persyaratan mekanis apa yang perlu dipenuhi untuk lingkungan aplikasi tertentu.
Jarak Bebas

Pada clearance fit, akan selalu ada ruang di antara dua bagian yang dikawinkan; ini berarti bahwa lubang berdiameter lebih besar daripada poros yang sesuai. Tujuan utama dari jenis fit ini adalah untuk memastikan perakitan dan pembongkaran yang mudah sekaligus memungkinkan pergerakan di antara komponen.
Jenis:
- Fit Lari Longgar: Digunakan apabila akurasi tidak terlalu penting dan ada kemungkinan terjadi kontaminasi. Jarak bebas minimum untuk diameter 25 mm adalah 0,11 mm. Maksimum adalah 0,37 mm. Penggunaan yang umum termasuk tempat berdebu atau berkarat dan engsel yang bengkok.
- Fit Lari Gratis: Ini untuk penggunaan dengan pergeseran suhu dan kecepatan tinggi. Untuk diameter 25 mm, ini memberikan jarak bebas dari 0,065 mm hingga 0,169 mm. Ini biasa terjadi pada poros dengan bantalan biasa dan sedikit putaran.
- Close Running Fit: Memberikan jarak bebas yang kecil untuk akurasi sedang. Cocok untuk kecepatan/tekanan sedang. Kesesuaian H8/f7 memberikan jarak bebas minimum 0,020mm. Maksimumnya adalah 0,074mm. Ini untuk batang geser pada peralatan mesin dan spindel.
- Kesesuaian Geser: Ini menjaga jarak bebas yang kecil apabila diperlukan gerakan relatif yang tepat dari bagian geser. Kesesuaian H7/g6 untuk poros 25mm memiliki jarak bebas dari 0,007 mm hingga 0,041 mm. Ini sangat ideal untuk memandu poros, roda gigi geser, katup geser, suku cadang mobil, dan cakram kopling pada peralatan mesin.
- Kesesuaian Jarak Bebas Lokasi: Ini memberikan jarak bebas yang sangat kecil. Tidak ada pergerakan signifikan yang akan terjadi di antara komponen setelah diposisikan secara akurat. Kesesuaian H7/h6 untuk diameter 25mm menawarkan jarak bebas minimum 0,000 mm dan maksimum 0,034 mm. Suaian ini biasanya digunakan pada pemandu rol dan untuk memandu poros secara tepat.
Kesesuaian Transisi
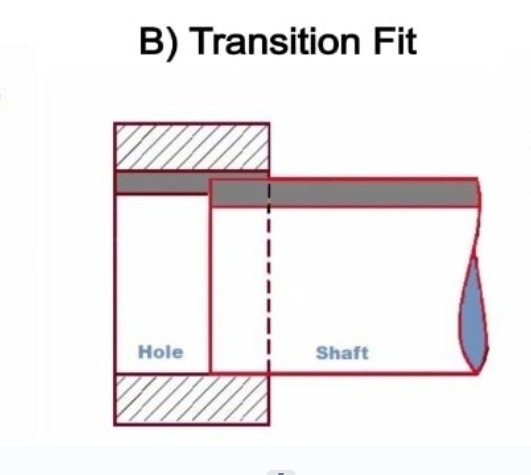
Kesesuaian transisi dapat memberikan jarak bebas atau gangguan berdasarkan toleransi individu pada bagian tertentu. Properti ini membuatnya mudah beradaptasi dengan skenario yang memerlukan ketepatan gerakan. Mereka juga memperhitungkan toleransi.
Jenis:
- Kesesuaian yang serupa: Memungkinkan jarak bebas minimal atau visual, ditambah lagi, dapat dilempar dan dirakit dengan palu karet tanpa banyak tenaga. Desain ini dapat bekerja dengan baik untuk komponen yang membutuhkan presisi dalam hal penyelarasan tetapi tidak berada dalam kisaran beban yang tinggi. Untuk ukuran 25 mm dari H7/k6, nilai celah paling banyak 0,019 mm dan gangguan paling banyak 0,015 mm. Ini bisa digunakan untuk hub, roda gigi, katrol, dan bangunan bantalan.
- Pemasangan Tetap: Pemasangan ini menawarkan keselarasan yang tepat dengan jarak bebas minimal, sehingga membutuhkan tenaga yang ringan untuk perakitan. Cocok untuk penyetelan permanen tetapi memungkinkan pembongkaran yang lebih mudah. Untuk diameter 25 mm yang disebutkan, kelas H7/n6 memungkinkan jarak bebas 0,006 mm dan perbedaan 0,028 mm. Bentuk yang pas ini sering digunakan dengan semak meruncing, colokan, kopling, dan bantalan selongsong.
Kecocokan Interferensi

Interference fit (juga dikenal sebagai press fit atau friction fit) membutuhkan poros yang lebih besar dari lubang. Hal ini memungkinkan penggunaan gaya atau perlakuan khusus seperti pemanasan atau pendinginan untuk perakitan. Sambungan ini digunakan ketika ikatan ketat berkekuatan tinggi diperlukan untuk mentransfer daya atau dapat menahan beban geser.
Jenis:
- Tekan Fit: Kesesuaian interferensi tanpa lapisan sangat cocok untuk perangkat seperti hub dan bola. Interferensi yang mungkin terjadi minimal 0,001 mm untuk diameter 25 mm. Ini adalah salah satu sisipan tertipis yang biasa digunakan untuk kisi pelana pada poros dan hub.
- Kesesuaian Mengemudi: Menuntut untuk meningkatkan jumlah gaya perakitan yang disesuaikan, yang akan digunakan untuk pengikatan positif pada roda gigi dan poros. Hal ini harus diterapkan pada semua persinggungan maksimum dan nol minimum dari 0,014 mm hingga 0,048 mm. Jenis alat ini dapat digunakan untuk pemasangan poros dan roda gigi secara permanen.
- Forced Fit: Interferensi yang tinggi cocok dengan pendekatan teknik perakitan tingkat lanjut, membuat proses perakitan permanen menjadi jalur yang paling memungkinkan. Garis sambungan tidak memberikan area geser yang signifikan. Jadi, diameter lubang dari suaian 25 H7/u6 memiliki interferensi minimum 0,027 mm dan maksimum 0,061 mm. Mereka bagus untuk penggunaan mekanis seperti meletakkan roda pada as roda kereta api atau roda gigi yang berat. Bagian-bagian ini harus tahan terhadap gaya dinamis dan aksial.
Bagaimana Cara Mencapai Toleransi Dimensi untuk Kesesuaian?
Toleransi sangat penting. Hal ini memungkinkan adanya faktor variasi ukuran dan bentuk yang elastis. Namun, rakitan masih bisa bertahan meskipun ukuran komponennya tidak sama persis. Menciptakan batas toleransi memungkinkan para insinyur mempertimbangkan ketidakakuratan kecil. Ini adalah hal yang normal dalam manufaktur. Batas-batas tersebut menjamin kualitas produk yang tinggi dengan memandu perakitan.
Pemesinan Presisi CNC
Pemesinan presisi CNC (Computer Numerical Control) adalah metode dasar untuk mencapai deviasi yang luar biasa, yang sangat penting untuk meningkatkan produktivitas atau memperluas bisnis di sektor industri. Dengan menggunakan kontrol ini, zona ekstra dapat mencapai +/- 0,001mm pada mesin CNC. Mereka memastikan bahwa komponennya tepat dan produksi sesuai dengan spesifikasi. Teknisi dapat memilih alat dan perlengkapan terbaik. Hal ini memungkinkan mereka membuat komponen yang sesuai dengan rakitan yang rumit. Rakitan adalah bagian utama dari sistem. Mereka membiarkan sistem bekerja.
Penggilingan
Penggerindaan adalah metode default untuk membuat komponen. Hal ini khususnya berlaku untuk akurasi tertinggi, hingga +/- 0,25 mikron. Akurasi ini sangat penting untuk kasus-kasus di mana produk akhir memerlukan kesesuaian toleransi antarmuka. Bahkan variasi toleransi yang kecil pun akan menyebabkan kesalahan yang besar. Penggerindaan memungkinkan produsen menetapkan standar yang lebih tinggi dari biasanya. Hal ini juga memungkinkan mereka mendapatkan kualitas keselarasan, kesesuaian, dan keandalan yang dibutuhkan.
Reaming
Reaming dapat membuat pori-pori yang sangat rapat. Mereka adalah bagian penting dari banyak proyek rekayasa. Proses EDM patut diperhatikan. Proses ini dapat menghilangkan material yang cukup akurat. Hal ini penting untuk mencapai toleransi yang ketat pada alat kelengkapan mekanis. Reaming yang tepat sangat penting. Ini memungkinkan lubang agar pas. Hal ini meminimalkan stres dan ketidaksejajaran pada perakitan akhir.
Kepatuhan terhadap Standar GD&T
Produsen harus mengikuti standar GD&T (Geometric Dimensioning and Tolerancing) karena standar ini menggambarkan deviasi maksimum yang dapat dimiliki oleh komponen dari geometri sebenarnya. Orang-orang ini bertanggung jawab atas manufaktur. Mereka memandu agar setiap masalah tetap berada dalam spesifikasi desain.
Penerapan Kesesuaian dalam Teknik
Persyaratan Aplikasi
Setiap kecocokan teknik dirancang untuk tugas dan aplikasi tertentu. Oleh karena itu, Anda harus memperjelas tujuannya. Ambil pertanyaan tentang bagaimana pola seharusnya bekerja, apakah itu karena tujuan yang halus atau kuat. Bedakan peran berbagai bagian dalam hal produk yang seharusnya lengkap dengan perangkat itu sendiri yang fungsional.
Pertimbangan Anggaran
Penyetelan buatan insinyur bisa memiliki perbedaan besar dalam biaya, terutama ketika berhadapan dengan kasus yang rumit dan membutuhkan akurasi. Toleransi yang longgar cenderung menciptakan biaya yang lebih tinggi. Ngomong-ngomong, cara yang baik untuk memulai adalah melakukan evaluasi anggaran. Menyeimbangkan biaya dan fungsi secara efisien dalam produksi sangat penting untuk mempertahankan toleransi dimensi sesuai anggaran.
Memahami Toleransi
Gagasan intoleransi (kecepatan) adalah gagasan utama dalam memilih kecocokan teknik yang baik. Tentukan seberapa besar fleksibilitas atau kekakuannya agar sesuai dengan tuntutan situs Anda. Tentukan apakah rotasi segmen diperlukan sepenuhnya atau tidak harus dipegang dengan ketat. Membuat produk dengan sedikit perbedaan dapat mengurangi presisi pengukuran. Hal ini sangat penting ketika merakit komponen untuk memastikan komponen tersebut memenuhi standar dan tidak melebihi tingkat toleransi.
Kesimpulan
Dalam dunia teknik, presisi adalah yang terpenting. Dari kesesuaian jarak bebas hingga kesesuaian interferensi, setiap jenis memiliki tujuan yang berbeda dalam memastikan kinerja yang optimal dan masa pakai yang lama dari rakitan mekanis. Dengan memahami toleransi, biaya, dan kebutuhan, para insinyur dapat menciptakan solusi. Solusi tersebut memenuhi standar tinggi untuk kualitas dan fungsi.
Bermitra dengan kami untuk meningkatkan kecocokan teknik Anda. Hal ini akan meningkatkan rakitan Anda ke tingkat presisi dan keandalan yang baru. Mari berkolaborasi untuk merancang solusi yang melampaui ekspektasi dan menetapkan standar baru di industri ini.
PERTANYAAN UMUM:
Apa itu LMC dan MMC?
MMC adalah istilah yang digunakan dalam percakapan toleransi perakitan. LMC adalah tentang lubang di rumah. Ini tentang lubang di dekat tepi dan ketebalan pipa.
Apa itu Tunjangan?
Toleransi dalam teknik mesin adalah perbedaan yang direncanakan antara dimensi lubang dan diameter nominal poros. Ini dihitung dengan LLH – HLS, di mana LLH adalah batas bawah lubang dan HLS adalah batas atas poros. Untuk menentukan kecocokan yang berkaitan dengan jarak bebas dan penempelan, rumus ini diterapkan. Tanda positif untuk jarak bebas dan tanda negatif untuk penempelan, keduanya dianggap cocok.
Mengapa Sistem Basis Lubang lebih umum digunakan daripada Sistem Basis Poros?
Pengaturan basis lubang paling sesuai dibandingkan dengan pengaturan basis poros karena menghilangkan komplikasi yang terkait dengan produksi. Toko mesin yang menggunakan satu alat yang dapat diatur untuk membuat lubang standar di berbagai ukuran poros akan melihat secara keseluruhan, produk yang diproduksi lebih cepat dan dengan biaya yang lebih rendah.
Bagaimana Kami Menghitung Toleransi Kesesuaian Teknik?
Kecocokan teknik ditentukan dan diwakili oleh gambar dimensi dari standar ISO dan ASME, yang menentukan dimensi dan toleransi terperinci untuk berbagai kecocokan dan lubang serta ukuran poros yang sesuai.
Apa itu Nilai Toleransi?
Tingkat toleransi dalam bidang teknik menunjukkan tingkat akurasi komponen di 18 tingkat:
- IT01 hingga IT4: Digunakan pada instrumen presisi tinggi seperti pengukur.
- IT5 hingga IT7: Diterapkan dalam kesesuaian teknik presisi.
- IT8 hingga IT11: Dipekerjakan di bidang teknik umum.
- IT12 hingga IT14: Digunakan dalam pengerjaan logam.
- IT15 dan IT16: Digunakan untuk tugas pemotongan dan pengecoran secara umum.