Hvad er en gevindhane?

En gevindskærer er et skærende instrument, der bruges til at danne indvendige gevind i et forboret hul. Denne procedure, kendt som gevindskæring, er afgørende for at skabe gevind i bolte, skruer og andre fastgørelseselementer. Gevindtappe består ofte af højhastighedsstål, hårdmetal eller andre robuste materialer, der kan klare kravene til gevindskæring. Gevindskæring udføres ofte på metaller, polymerer og andre materialer, der kan rumme en gevindindsats.
Gevindtappen har skærekanter og riller til at fjerne materiale fra hullet og skabe et præcist gevindmønster. Det kan gøres manuelt eller ved hjælp af automatiserede maskiner, afhængigt af anvendelsen.
Hvad er komponenterne i en vandhane? .
At forstå komponenterne i en vandhane er afgørende for at vælge det rigtige værktøj og bruge det effektivt. En typisk vandhane består af følgende。
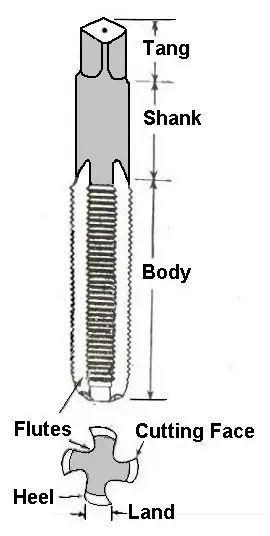
Skaft
Det er den del af gevindboret, der glider ind i borepatronen på en maskine eller et håndværktøj. Det er gevindskærerens ikke-skærende del, som kan variere i længde og form alt efter gevindskærerens design og tilsigtede brug.
Fløjter
Flutes er de spiralformede riller, der strækker sig over hele gevindskærerens længde. Disse riller har to funktioner: De giver plads til, at det afskårne materiale kan fjernes, og gør det muligt for køle- eller smøremiddel at strømme gennem gevindet under gevindskæringen. Flutes hjælper også med at styre gevindskæreren, når den laver gevind.
Skærende kanter
Det er de skarpe kanter på hanen, der udfører skæreoperationen. Skærekanterne er ofte placeret på ydersiden af rillerne. Når hanen drejer rundt, skraber disse kanter materiale væk fra hullet og skaber den rette gevindprofil.
Punkt
Spidsen af gevindskæreren er værktøjets spids, der er ansvarlig for at starte skæreprocessen. Afhængigt af typen af gevindskærer kan spidsen være spids (til at starte gevind i blinde huller) eller flad (til gennemgående huller).
Lede
Spidsen af gevindskæreren er værktøjets spids, der starter skærebevægelsen. Afhængigt af gevindskæren kan spidsen være skarp (til gevindskæring i blinde huller) eller flad (til gennemgående huller).
Hals
Halsen er den del af gevindskæreren, der tilspidses fra skaftet til skærekanterne. Den gør det muligt for gevindet at trænge ind i materialet med mindre friktion og forhindrer, at det binder under arbejdet.
Hvad er typerne af gevindtappe?

Taps er klassificeret i adskillige kategorier, som hver især er passende til en bestemt gevindoperation, materialetype og gevindprofil. Nogle af de mest populære gevindtyper er。
Håndslag
Håndvandhaner er manuelle vandhaner, der ofte bruges til mindre operationer eller til at skabe gevind i mindre krævende anvendelser. De forekommer normalt i tre grupper: en konusgevindskærer, en andengevindskærer og en bundgevindskærer.
Den koniske tap har en mere gradvis gevindskæringsprofil, den anden tap er et mellemværktøj, og bundtappen bruges til at skære gevind helt ned til bunden af hullet. Håndvandhaner bruges, når nøjagtighed og menneskelig kontrol er afgørende, og de bruges ofte til at lave gevind i små huller.
Maskinhaner
Maskintaps er beregnet til brug med automatiseret udstyr, herunder boremaskiner, CNC-maskiner og gevindskæremaskiner. Disse tappe er beregnet til hurtigere og mere præcise gevindskæringsprocesser end håndtappe. De bruges ofte i masseproduktionssituationer. Maskinvandhaner fås i en række forskellige former, herunder spiralfløjtevandhaner, spiralspidsvandhaner og ligefløjtevandhaner, som hver især egner sig til en bestemt slags gevindskæring.
Spiralfløjte-vandhaner
Spiralformede vandhaner har spiralformede riller, der driver spåner og skæreaffald opad og ud af hullet. Disse vandhaner er gode til gevindskæring i gennemgående huller, fordi de hjælper med at fjerne spånerne mere effektivt og reducerer blokering. Spiralformede vandhaner bruges også ofte, når man arbejder med materialer, der skaber lange, trevlede spåner, som f.eks. aluminium. Spiraldesignet forbedrer effektiviteten af gevindskæringen og kan forlænge gevindskærerens levetid.
Spiralspids-vandhaner
Spiralspidsvandhaner, også kendt som kanonvandhaner, er beregnet til at drive spåner fremad ud af hullet i stedet for at trække dem tilbage. Denne type gevindskærer er ideel til applikationer med gennemgående huller, hvor spånerne skal ud hurtigt. Spiralspidserne skubber materialet udad og reducerer tilstopning i rilleområdet. De bruges ofte til automatiseret gevindskæring eller gevindskæring ved høj hastighed på grund af deres evne til at håndtere enorme mængder spåner.
Rette fløjtehaner
Vandhaner med lige riller har lige riller på tværs af vandhanens længde, hvilket kan hjælpe med at fjerne spåner fra hullet, men er mindre effektivt end spiralformede riller i visse situationer. Vandhaner med lige riller bruges ofte i blinde huller eller til gevindskæring i materialer, der ikke skaber mange spåner. Selv om de er effektive til gevindskæring ved lav til moderat hastighed, er de ikke egnede til aktiviteter med stor volumen eller høj hastighed, fordi de hurtigt kan blive blokeret.
Bottoming Taps.
Bundtappe er designet til at skære gevind helt ned til bunden af et hul. De bruges ofte i situationer, hvor der er brug for dybe eller blinde huller med gevind, der når så langt ud som muligt. Bundtappens spids er flad for at undgå at skære materialet for kraftigt i starten, hvilket gør, at den fungerer godt i dybere huller. Disse vandhaner er perfekte til opgaver, hvor der er brug for et helt gevindhul.
Jagt på vandhaner
Gevindskærere er specialiserede gevindskærere, der renser eller forfølger eksisterende gevind i tidligere gevindskårne huller. De fjerner ikke materiale på samme måde som skærende gevindbor; i stedet renser de ru eller beskadigede gevind for at sikre, at de lever op til de nødvendige krav. Skærevandhane bruges ofte til at reparere knækkede gevind eller fjerne fejl efter første gevindskæring.
Rørhaner
Rørtappe er specielt beregnet til at producere koniske gevind i rørfittings. Disse haner bruges i applikationer, der omfatter VVS- eller rørsystemer, såsom byggeri og olie og gas. Gevindet på rørtaps er konisk, så rørene kan passe sikkert sammen, når de forbindes.
Hvordan bruger man en gevindskærer til gevindskæring?
Gevindskæring med en gevindskærer er en præcis procedure, der kræver både de rette instrumenter og en grundig forståelse af teknikken. Her er en grundlæggende vejledning i at bruge en gevindskærer til gevindskæring.
Trin 1: Vælg det rigtige tryk.
Før du begynder, skal du sørge for at vælge den rigtige gevindskærer til dit materiale, din hulstørrelse og dine krav til gevind. Overvej det materiale, du har med at gøre, den nødvendige gevindprofil, og om hullet er gennemgående eller blindt.
Trin 2: Forbered hullet.
Bor det hul, der skal gevindskæres, i den rigtige størrelse. Hulstørrelsen er afgørende, for hvis den er for stor eller for lille, vil gevindskæringen mislykkes eller give et forkert gevind. Den nødvendige borestørrelse varierer alt efter den anvendte gevindtype og gevindskærer. For at finde den rigtige hulstørrelse skal du bruge et borediagram eller producentens instruktioner.
Trin 3: Smør vandhanen.
Smøring er afgørende for at reducere friktion og varmeudvikling under gevindskæringen. Brug den skæreolie eller det smøremiddel, der blev anbefalet til dit materiale. Korrekt smøring øger gevindskærerens levetid og giver rene, præcise gevind.
Trin 4: Indsæt vandhanen, og begynd at trykke.
Sæt vandhanen ind i hullet, og hold den lige og centreret. Hvis du drejer en håndvandhane, skal du bruge et kraftigt, men jævnt tryk for at holde vandhanen i den rette position. Hvis du bruger en maskinhane, skal du sørge for, at den fungerer med den rette hastighed og det rette tryk.
Trin 5: Træk vandhanen tilbage af og til.
Det er nødvendigt at bakke vandhanen ud med jævne mellemrum for at fjerne spåner og snavs fra rillerne. Det forhindrer gevindet i at sætte sig fast og giver et rent og præcist gevind. Ved større huller eller dybere gevind kan det være nødvendigt med yderligere gevindskæring for at afslutte gevindskæringsproceduren.
Trin 6: Undersøg trådene.
Efter gevindskæring skal du kontrollere, at gevindene er homogene og korrekt formet. Brug en gevindmåler til at kontrollere gevindets stigning og pasform. Hvis det er nødvendigt, skal du rydde op eller forfine gevindene med en gevindskærer.
Tips til at vælge den rigtige gevindtype
Valget af den rette vandhane bestemmes af en række forskellige variabler. Her er nogle vigtige overvejelser.
Materiale
Taps skal være designet til bestemte materialer. For eksempel kan stærkere materialer som rustfrit stål have brug for gevindskærer fremstillet af højhastighedsstål (HSS) eller hårdmetal, mens blødere materialer som aluminium kan gevindskæres med almindelige stålgevindskærer.
Hultype
Typen af hul – gennemgående eller blindt – afgør, hvilken type gevindskærer der skal anvendes. Spiralformede vandhaner er velegnede til gennemgående huller, mens der kræves bundvandhaner til blinde huller med fuld gevinddybde.
Trådtype og -størrelse.
Valg af gevindtype bestemmes af den type gevind, du laver (f.eks. UNC, UNF eller metriske gevind). Sørg for, at det gevind, du vælger, passer til gevindstørrelsen og stigningen.
Hastighed og effektivitet
Maskinelle gevindskærere foretrækkes til masseproduktion eller højhastighedsoperationer, fordi de kan arbejde hurtigere og mere korrekt. På den anden side kan håndtapning være mere passende til små, specifikke opgaver eller engangsopgaver.
Hvordan får man en gevindstørrelse med et diagram?
Se et gevindstørrelsesskema for at finde den rigtige gevindstørrelse til en opgave. Et gevindskema viser den nødvendige borestørrelse til gevindstørrelsen og stigningen. Mange producenter giver disse diagrammer til nem reference for at sikre, at hullet er boret korrekt før gevindskæring.
Huller med korrekt gevind har brug for den rigtige gevindstørrelse. Gevindstørrelsen afhænger af hulstørrelsen og gevindtypen (metrisk eller unified). Tap-tabellen nedenfor viser typiske borediametre for flere tap-typer.
| Trådstørrelse | Tapborstørrelse (metrisk). | Tapborstørrelse (imperial). |
|---|---|---|
| M2 x 0,4. | 1,6 mm | #56 (0,046 tommer) |
| M3 x 0,5. | 2,5 mm | #49 (0,070 tommer) |
| M4 x 0,7. | 3,3 mm | #36 (0,106 tommer) |
| M5 x 0,8. | 4,2 mm | #29 (0,136 tommer) |
| M6 x 1,0. | 5,0 mm | #22 (0,157 tommer) |
| M8 x 1,25 | 6,75 mm | #16 (0,177 tommer) |
| M10 x 1.5 | 8,5 mm | #12 (0,189 tommer) |
| 1/4″-20 UNC. | 0,200 tommer | Bor #3 (0,200 in) |
| 5/16″-18 UNC. | 0,242 tommer | #Bor nr. 2 (0,242 tommer) |
| 3/8″-16 UNC. | 0,281 tommer | #Bor nr. 1 (0,281 tommer) |
Brug altid et gevindskema til at finde den rette borestørrelse og gevindskæring til dit projekt.
Online vandhane-kakulator
Til ensartede gevind (UNC/UNF):
.Regner til gevindborstørrelser (UNC/UNF)
Konklusion
Gevindtappe er afgørende for nøjagtig indvendig gevindskæring i forskellige materialer. Hvis du forstår de enkelte gevindtypers funktion og egenskaber, kan du vælge den ideelle type til dit projekt. Brug af den rigtige gevindtype til metaller, plast eller andre materialer sikrer hurtig og præcis gevindskæring, hvilket øger produktets kvalitet og robusthed.
FAQs.
Hvad er forskellen på en håndhane og en maskinhane?
Maskintaps er til automatiseret gevindskæring eller gevindskæring ved høj hastighed, mens håndtaps er til menneskelig gevindskæring. Maskingevindskæring er hurtigere og mere præcis, mens håndgevindskæring er bedre til mindre projekter.
Kan jeg bruge den samme hane til alle materialer? .
Nej, materialer har brug for forskellige gevind. Aluminium kan gevindskæres med almindelige ståltaps, mens rustfrit stål kræver højhastighedsstål eller karbidtaps.
Hvordan forhindrer jeg, at en vandhane går i stykker?
Sørg for, at hullet har den rigtige størrelse, smør gevindskæreren, og undgå at bruge for stor kraft, når du tapper, for at undgå at beskadige den. Brug den rigtige gevindskærer til materialet og anvendelsen.
Hvad er formålet med fløjterne på en vandhane? .
Gevindskærere fjerner spåner og snavs fra huller, når der skæres gevind. Disse føringer hjælper med at styre gevindskæreren og muliggør smøring under gevindskæringen.
Kan vandhaner slibes igen? .
Ja, vandhaner kan skærpes igen, hvis de bliver sløve, men geometrien skal være nøjagtig. Hvis man sliber en gevindskærer dårligt, kan det påvirke arbejdsemnet eller gevindkvaliteten.



