Vad är en gängtapp?

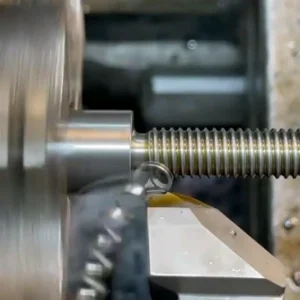
En gängtapp är ett skärande instrument som används för att forma invändiga gängor i ett förborrat hål. Denna procedur, som kallas gängtappning, är nödvändig för att skapa gängor i bultar, skruvar och andra fästelement. Gängtappar består ofta av snabbstål, hårdmetall eller andra robusta material som klarar kraven vid gängskärning. Gängtappning görs ofta på metaller, polymerer och andra material som kan rymma en gängad insats.
Gängtappen har skäreggar och spår för att avlägsna material från hålet och skapa ett exakt gängmönster. Det kan göras manuellt eller med hjälp av automatiserade maskiner, beroende på tillämpningen.
Vilka är komponenterna i en kran?
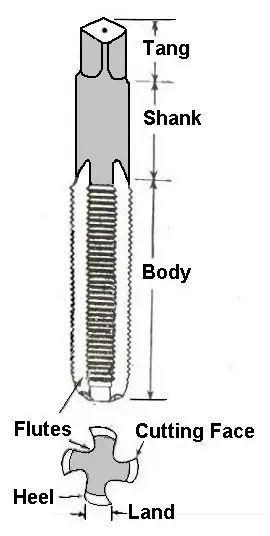
Att förstå komponenterna i en kran är avgörande för att välja rätt verktyg och använda det på ett effektivt sätt. En typisk kran består av följande。
Skaft
Detta är den del av gängtappen som glider in i chucken på en maskin eller ett handverktyg. Det är gängtappens icke-skärande del, som kan variera i längd och form beroende på gängtappens konstruktion och avsedda användning.
Flöten
Flutes är de spiralformade spåren som sträcker sig över hela gängtappens längd. Dessa spår har två funktioner: de ger utrymme för borttagning av det skurna materialet och gör det möjligt för kyl- eller smörjmedel att flöda genom gängtappen under gängningen. Fräsarna hjälper också till att styra gängtappen när den gör gängorna.
Skärande kanter
Dessa är de vassa kanterna på kranen som utför skärningen. Skäreggarna är ofta placerade på flöjlarnas yttre marginaler. När gängtappen snurrar skrapar dessa kanter bort material från hålet och skapar en lämplig gängprofil.
Punkt
Spetsen på gängtappen är verktygets spets, som är ansvarig för att initiera skärningen. Beroende på typ av gängtapp kan spetsen vara spetsig (för gängning i blindhål) eller platt (för genomgående hål).
Ledare
Spetsen på gängtappen är verktygets spets som initierar skärrörelsen. Beroende på gängtapp kan spetsen vara vass (för gängning i blindhål) eller platt (för genomgående hål).
Hals
Halsen är den del av gängtappen som avsmalnar från skaftet till skäreggarna. Den gör att gängtappen kan tränga in i materialet med mindre friktion och undviker att den fastnar under drift.
Vilka typer av gängtappar finns det?

Gängtappar delas in i många olika kategorier, som var och en är lämplig för en viss gängoperation, materialtyp och gängprofil. Några av de mest populära typerna av gängtappar är。
Handtappning
Handgängtappar är manuella gängtappar som ofta används vid mindre operationer eller för att skapa gängor i mindre krävande applikationer. De förekommer normalt i tre exemplar: en konisk gängtapp, en andra gängtapp och en bottentapp.
Den avsmalnande gängtappen har en mer gradvis gängskärningsprofil, den andra gängtappen är ett mellanting och bottengängtappen används för att skära gängor ända ner till hålets botten. Handgängtappar används när noggrannhet och mänsklig kontroll är avgörande, och de används ofta för att göra gängor i små hål.
Maskintappning
Maskingängtappar är avsedda för användning med automatiserad utrustning, t.ex. borrmaskiner, CNC-maskiner och gängtappsmaskiner. Dessa gängtappar är avsedda för snabbare och mer exakta gängningsoperationer än handgängtappar. De används ofta i massproduktionssituationer. Maskingängtappar finns i ett antal olika utföranden, t.ex. spiralflöjta gängtappar, spiralspetsgängtappar och rakflöjta gängtappar, som alla lämpar sig för en viss typ av gängskärning.
Spiralflänsade gängtappar
Spiralflänsade gängtappar har spiralformade flänsar som för spånor och skäravfall uppåt och ut ur hålet. Dessa gängtappar är utmärkta för gängtappning i genomgående hål eftersom de hjälper till att avlägsna spånorna mer effektivt och minskar blockeringen. Spiralflänsade gängtappar används också ofta när man arbetar med material som skapar långa, trådiga spånor, t.ex. aluminium. Spiraldesignen förbättrar effektiviteten vid gängtappningen och kan förlänga gängtappens livslängd.
Spiralspetsade gängtappar
Spiralspetsgängtappar, som ibland kallas pistolgängtappar, är avsedda att driva spånorna framåt ur hålet i stället för att dra tillbaka dem. Den här typen av gängtapp är idealisk för applikationer med genomgående hål där spånorna kan drivas ut snabbt. Spiralspetsarna trycker materialet utåt, vilket minskar igensättningen i flöjtområdet. De används ofta i automatiserade eller höghastighetsapplikationer för gängtappning eftersom de kan hantera enorma mängder spånor.
Straka flöjtkranar
Kranar med raka flänsar har raka spår över hela kranens längd, vilket kan hjälpa till att avlägsna spånor från hålet men är mindre effektivt än spiralflänsar i vissa situationer. Gängtappar med raka spår används ofta i blindhål eller för gängtappning i material som inte ger upphov till så mycket spånor. Även om de är effektiva för gängtappning med låg till måttlig hastighet är de inte lämpliga för högvolym- eller höghastighetsaktiviteter eftersom de snabbt kan blockeras.
Bottnande kranar
Bottengängare är konstruerade för att skära gängor hela vägen till botten av ett hål. De används ofta i situationer där det krävs djupa eller blinda hål med gängor som sträcker sig så långt som möjligt. Spetsen på en bottengängare är platt för att undvika att materialet skärs för hårt i början, vilket gör att den fungerar bra i djupare hål. De här gängtapparna är perfekta för applikationer som kräver ett helt gängat hål.
Jagar kranar
Gängtappar är specialiserade gängtappar som rengör eller följer upp befintliga gängor i tidigare gängade hål. De avlägsnar inte material på samma sätt som skärande gängtappar, utan rengör grova eller skadade gängor för att säkerställa att de uppfyller kraven. Gängtappar används ofta för att reparera trasiga gängor eller eliminera fel efter den första gängtappningen.
Rörkranar
Rörgängare är speciellt avsedda för att producera avsmalnande gängor i rördelar. Dessa gängtappar används i applikationer som omfattar rörsystem, t.ex. inom byggbranschen och olje- och gasindustrin. Gängorna på rörtapparna är avsmalnande, vilket gör att rören passar ordentligt när de kopplas ihop.
Hur använder man en gängtapp för gängning?
Gängning med en gängtapp är ett exakt förfarande som kräver både rätt instrument och en grundlig förståelse för tekniken. Här är en grundläggande handledning om hur du använder en gängtapp för gängning.
Steg 1: Välj rätt kran
Innan du börjar ska du se till att du väljer rätt gängtapp för ditt material, hålstorlek och gängkrav. Tänk på vilket material du har att göra med, vilken gängprofil som krävs och om hålet är genomgående eller blind.
Steg 2: Förbered hålet
Borra hålet som ska gängas till rätt storlek. Hålstorleken är avgörande, för om den är för stor eller för liten kommer gängningsprocessen att misslyckas eller ge en felaktig gänga. Den borrstorlek som behövs varierar beroende på vilken gängtyp och gängtapp som används. För att hitta rätt hålstorlek, använd ett borrdiagram eller tillverkarens instruktioner.
Steg 3: Smörj kranen
Smörjning är avgörande för att minska friktion och värmeutveckling under gängoperationen. Använd den skärolja eller det smörjmedel som rekommenderades för ditt material. Korrekt smörjning ökar gängtappens livslängd och ger rena, exakta gängor.
Steg 4: Sätt i kranen och börja knacka
För in gängtappen i hålet och håll den rak och centrerad. Om du använder en handgängad gängtapp ska du använda ett starkt men jämnt tryck för att hålla gängtappen i rätt riktning. Om du använder en maskinkran ska du se till att den arbetar med rätt hastighet och tryck.
Steg 5: Backa ur kranen ibland
Det är nödvändigt att backa ut gängtappen regelbundet för att avlägsna spånor och smuts från flötena. Detta förhindrar att gängtappen låser sig och skapar en ren och exakt gänga. För större hål eller djupare gängor kan det krävas ytterligare gängtappar för att slutföra gängningen.
Steg 6: Inspektera trådarna
Efter gängningen ska du kontrollera att gängorna är homogena och korrekt formade. Använd en gängmätare för att kontrollera gängorna och deras passform. Om det behövs kan du snygga till eller förfina gängorna med en chasing-gänga.
Tips för att välja rätt typ av gängtapp
Valet av lämplig kran avgörs av en mängd olika variabler. Här är några viktiga faktorer att ta hänsyn till.
Material
Gängtapparna måste vara utformade för vissa material. Exempelvis kan starkare material som rostfritt stål behöva gängtappar tillverkade av snabbstål (HSS) eller hårdmetall, medan mjukare material som aluminium kan gängas med vanliga stålgängtappar.
Håltyp
Typen av hål – genomgående eller blindhål – avgör vilken typ av gängtapp som ska användas. Spiralflänsade gängtappar är lämpliga för genomgående hål, medan bottengängtappar krävs för blindhål med fullt gängdjup.
Trådtyp och trådstorlek
Valet av gängtapp bestäms av vilken typ av gänga du ska tillverka (t.ex. UNC, UNF eller metriska gängor). Se till att den gängtapp du väljer är lämplig för gängans storlek och stigning.
Snabbhet och effektivitet
Maskinella gängtappar är att föredra vid masstillverkning eller höghastighetsoperationer eftersom de kan arbeta snabbare och mer korrekt. Handgängning kan å andra sidan vara mer lämpligt för små, specifika sysslor eller engångsarbeten.
Hur får man en gängtappsstorlek med ett diagram?
Använd en gängtappstabell för att identifiera rätt gängtapp för en viss applikation. Ett gängdiagram visar vilken borrstorlek som behövs för gängstorleken och stigningen. Många tillverkare tillhandahåller dessa tabeller som en enkel referens för att säkerställa att hålet är korrekt borrat före gängning.
Perfekt gängade hål behöver rätt gängstorlek. Gängtappens storlek beror på hålets storlek och gängans typ (metrisk eller unified). I gängtappstabellen nedan visas typiska borrdiametrar för flera gängtappstyper.
| Trådstorlek | Vinjettborrstorlek (metrisk) | Storlek på gängtappsborr (Imperial) |
|---|---|---|
| M2 x 0,4. | 1,6 mm | #56 (0,046 tum) |
| M3 x 0,5 | 2,5 mm | #49 (0,070 tum) |
| M4 x 0,7. | 3,3 mm | #36 (0,106 tum) |
| M5 x 0,8. | 4,2 mm | #29 (0,136 tum) |
| M6 x 1,0. | 5,0 mm | #22 (0,157 tum) |
| M8 x 1,25. | 6,75 mm | #16 (0,177 tum) |
| M10 x 1,5. | 8,5 mm | #12 (0,189 tum) |
| 1/4″-20 UNC. | 0,200 tum | Borr #3 (0,200 tum) |
| 5/16″-18 UNC. | 0,242 tum | Borr #2 (0,242 tum) |
| 3/8″-16 UNC. | 0,281 tum | Borr #1 (0,281 tum) |
Använd alltid en gängtappstabell för att fastställa lämplig borrkronestorlek och gängtapp för ditt projekt.
Online Taps Caculator
För enhetliga trådar (UNC/UNF):
Kalkylator för gängborrstorlekar (UNC/UNF)
Slutsats
Gängtappar är nödvändiga för exakt invändig gängning i olika material. Genom att förstå funktionerna och egenskaperna hos varje gängtappstyp kan du välja den perfekta gängtappen för ditt projekt. Genom att använda rätt gängtappstyp för metaller, plast eller andra material får du snabb och exakt gängning, vilket ökar produktens kvalitet och robusthet.
Frågor
Vad är skillnaden mellan en handkran och en maskinkran?
Maskingängare är avsedda för automatiserad gängning eller gängning med hög hastighet, medan handgängare är avsedda för mänsklig gängning. Maskingängning är snabbare och mer exakt, medan handgängning är bättre för mindre projekt.
Kan jag använda samma kran för alla material?
Nej, olika material kräver olika gängtappar. Aluminium kan gängas med vanliga stålgängtappar, medan rostfritt stål kräver gängtappar av snabbstål eller hårdmetall.
Hur förhindrar jag att en kran går sönder?
Se till att hålet har rätt storlek, smörj gängtappen och undvik överdriven kraft vid gängtappningen för att inte skada den. använd rätt gängtapp för materialet och användningen.
Vad är syftet med flöjterna på en kran?
Gängtappens flänsar avlägsnar spånor och smuts från hålen vid gängskärning. Dessa styrningar hjälper till att styra gängtappen och möjliggör smörjning under gängningen.
Kan gängtappar slipas om?
Ja, gängtappar kan slipas om de blir slöa, men geometrin måste vara korrekt. Om en gängtapp slipas om på ett dåligt sätt kan det påverka arbetsstyckets eller gängans kvalitet.