Online SFM Caculator
SFM-laskuri
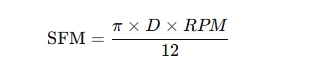
> Kaava: SFM = (π × D × RPM) / 12
Mitä on SFM koneistuksessa?

SFM eli pintajalat minuutissa on mitta, jolla mitataan, kuinka nopeasti leikkuutyökalu liikkuu työkappaleen pinnalla. Nopeus, jolla työkalu koskettaa leikattavaa materiaalia, vaikuttaa suoraan pintakäsittelyyn, leikkausvoimiin ja lämmöntuotantoon.
SFM on ratkaisevan tärkeä, koska sen avulla voidaan määrittää paras nopeus leikkuutyökalujen käyttöön. Mittausmenetelmästä riippuu, ilmoitetaanko se jaloissa minuutissa (FPM) vai metreissä minuutissa (m/min). Työkalu leikkaa nopeammin ja voi olla tuottavampi, jos SFM on suurempi, koska se liikkuu materiaalin pintaa pitkin nopeammin.
Miksi SFM on tärkeä?
- Työkalun käyttöikä: Sopiva SFM mahdollistaa ihanteelliset leikkausolosuhteet, mikä vähentää työkalun kulumista ja pidentää sen käyttöikää.
- Työstön tehokkuus: Valitsemalla sopivan SFM:n voit lisätä tuotantoa säilyttäen samalla tarkkuuden.
- Pinnan laatu: SFM vaikuttaa suoraan puhtaan ja sileän pinnan saamiseen, erityisesti tarkkuuspintakäsittelyssä.
Miten SFM vaikuttaa työstöprosesseihin?
SFM vaikuttaa merkittävästi useisiin koneistusprosessin osa-alueisiin. Se vaikuttaa työkalujen kulumiseen, pinnan kiillotukseen ja yleiseen toiminnan tehokkuuteen.
Vaikutus työkalujen kulumiseen
Työkalun kuluminen on yksi tärkeimmistä vääränlaisten SFM-asetusten vaikutuksista. Jos SFM on asetettu liian korkeaksi, syntyy liiallista lämpöä, mikä aiheuttaa leikkuutyökalun nopeampaa kulumista. Jos SFM on liian alhainen, leikkausprosessi muuttuu tehottomaksi, jolloin työkalun paine kasvaa ja kuluminen on epätasaista.
Pinnan viimeistely ja mittatarkkuus
Kappaleen pintakäsittely on vahvasti yhteydessä sen SFM:ään. Suurempi SFM parantaa pinnanlaatua, koska työkalu leikkaa materiaalia puhtaammin. Äärimmäisen suuri SFM voi kuitenkin aiheuttaa ongelmia, kuten työkalun tärinää ja kappaleen vääristymistä. Toisaalta alhainen SFM saattaa johtaa karheaan pintaan, koska työkalu ei ehkä leikkaa kunnolla.
Tasapainon löytäminen leikkausnopeuden ja laadun välillä
Tehokas työstö edellyttää oikean tasapainon saavuttamista leikkausnopeuden (SFM) ja tuotteen laadun välillä. Liian aggressiivinen SFM saattaa johtaa nopeampaan tuotokseen, mutta laadun kustannuksella, kun taas varovainen SFM-asetus saattaa lisätä syklin kestoa ja vähentää tuottavuutta. Sopivan tasapainon saavuttaminen on ratkaisevan tärkeää.
SFM vs RPM: Mikä on ero?.
Vaikka SFM ja RPM (Revolutions Per Minute) ovat molemmat tärkeitä työstöparametreja, ne eivät ole keskenään vaihdettavissa. Kun ymmärrät näiden kahden parametrin välisen yhteyden, voit maksimoida työstöolosuhteet.
SFM:n ja RPM:n välinen suhde
- SFM tarkoittaa leikkausnopeutta materiaalin pinnalla, kun taas kierrosnopeus ilmaisee, kuinka monta kertaa leikkuutyökalu (tai työkappale, työstä riippuen) pyörii minuutissa.
- Muunnoskaava:

Missä:
- on leikkuutyökalun halkaisija (tuumina).
- PM on kierrokset minuutissa.
- Kertoimen 12 avulla muunnetaan tuumat jaloiksi.
Tämä kaava auttaa sinua määrittämään oikean kierrosluvun halutulle SFM:lle tai päinvastoin työstöolosuhteista riippuen.
SFM:n laskeminen: tärkeimmät kaavat ja tekniikat
Yksi kriittisimmistä työstötaidoista on kyky määrittää tiettyyn työstöön sopiva SFM. Seuraavassa käymme läpi SFM:n laskentaa ja annamme joitakin käytännön suosituksia.
Miten lasketaan SFM koneistuksessa?
SFM:n määrityskaava perustuu leikkuutyökalun halkaisijaan ja kierroslukuun. SFM:n laskeminen:
Jossa D on työkalun halkaisija (tuumina) ja RPM on karan nopeus.
Jos esimerkiksi työstät halkaisijaltaan 1 tuuman työkalulla ja kierroslukusi on 1200, voit laskea SFM:n seuraavasti:

SFM:n muuntaminen eri yksiköihin
SFM mitataan tavallisesti jaloissa minuutissa, mutta se voidaan joutua muuntamaan millimetreiksi minuutissa (mm/min). Jos haluat muuntaa SFM:n mm/min:ksi, kerrotaan luvulla 304,8.
Esimerkki:
Jos SFM:si on 100, muunnos olisi:
100SFM×304.8=30,480mm/min
SFM:n optimointi eri materiaaleille
Ominaisuuksiensa – kovuus, työstettävyys, lämmönjohtavuus – perusteella eri materiaaleilla on erilaiset ihanteelliset SFM-alueet. Työkalun käyttöikää ja työstön tehokkuutta voidaan parantaa huomattavasti optimoimalla SFM-arvo jokaiselle materiaalille.
SFM yleisiä materiaaleja varten
Tässä on pikaopas eri materiaalien tyypillisistä SFM-arvoista:
| Materiaali | Suositeltu SFM-alue (FPM) |
|---|---|
| Alumiini | 300-1000 |
| Mild Steel | 50-150 |
| Ruostumaton teräs | 50-100 |
| Titaani | 30-100 |
| Messinki | 300-1000 |
Miten säädät SFM:n materiaaliominaisuuksia varten?
Kovuutensa ja sitkeytensä vuoksi terästen ja ruostumattoman teräksen kaltaisten materiaalien SFM-arvo on pienempi. Pehmeämmät materiaalit, kuten alumiini ja messinki, kestävät suurempia SFM-arvoja, mikä johtaa nopeampaan leikkausnopeuteen ja parempaan pintakäsittelyyn.
Väärän SFM-asetuksen vaikutukset
Väärän SFM:n valitseminen tiettyyn työstöön voi aiheuttaa alhaista tuottavuutta, huonoa pinnanlaatua ja liian suurta työkalujen kulumista.
Mitä tapahtuu, jos SFM on liian korkea?
Jos SFM on liian korkea, työkalu saattaa palaa nopeasti loppuun liian suuren lämmöntuotannon vuoksi. Lisäksi korkeammat leikkauspaineet voivat aiheuttaa työkalun värähtelyä, jolloin pinnanlaatu ei ole ihanteellinen. Lisäksi liian korkea SFM-arvo voi aiheuttaa komponenttien muodonmuutoksia esimerkiksi teräksessä.
Mitä tapahtuu, jos SFM on liian alhainen?
Jos taas SFM on liian alhainen, leikkuutyökalu ei välttämättä riitä, mikä johtaa suurempaan työkalupaineeseen ja pidempiin työstöaikoihin. Tästä voi myös seurata huono pinnanlaatu ja säännöllisempi työkalun vaihto ajan myötä.
Miten SFM:ää säädetään eri työstötoimintoja varten
Jyrsintä, sorvaus ja poraus vaativat kaikki ainutlaatuisia SFM-ongelmia. Seuraavassa selitetään, miten SFM:ää muutetaan työstön mukaan.
CNC-jyrsintä, sorvaus ja poraus
- Jyrsintä: Jyrsittäessä SFM:n on oltava riittävän korkea, jotta lastujen liiallinen kertyminen minimoituu, mutta riittävän alhainen, jotta työkalu ei vaurioidu.
- Kääntyminen: Sorvauksessa käytetään usein alhaisempaa SFM-arvoa teräksen kaltaisille materiaaleille, mutta korkeampia arvoja voidaan käyttää pehmeämmille materiaaleille, kuten alumiinille.
- Poraus: SFM-arvot johdetaan yleensä poranterän halkaisijan ja porattavan materiaalin perusteella.
SFM:n mukauttaminen suuren volyymin tuotantoa varten
Erävalmistuksen SFM-parametrit on sovitettava siten, että nopeuden ja komponenttien laadun välinen kompromissi saavutetaan. SFM:n lisääminen voi lyhentää sykliaikaa, mutta vain jos se ei vaikuta työkalun käyttöikään tai kappaleen viimeistelyyn.
Parhaat käytännöt SFM:n optimoimiseksi
Ihanteellisen SFM-asetuksen löytäminen vaatii jonkin verran kokeilua ja erehdystä sekä koneen, työkalun ja käsiteltävän materiaalin ymmärtämistä.
Trial and Error: SFM:n hienosäätö
Aloita valmistajan ehdotuksista ja mukauta niitä sitten käytännön testien perusteella. Näin voit määrittää parhaan SFM:n ainutlaatuiseen kone- ja työkalukokoonpanoosi.
SFM:n tasapainottaminen muiden parametrien kanssa
Älä unohda, että SFM on vain yksi parametri. Syöttönopeus ja leikkuusyvyys ovat muita tärkeitä tekijöitä, jotka vaikuttavat työstöprosessin tehokkuuteen.
SFM:n säätäminen työkalun kulumista varten
Kun työkalut kuluvat, SFM:ää on säädettävä. SFM:n pienentäminen jonkin verran voi auttaa pidentämään kuluneiden työkalujen käyttöikää säilyttäen samalla hyväksyttävän leikkausnopeuden.
Johtopäätös
Laadukkaiden ja tehokkaiden tuotteiden tuottaminen edellyttää, että ymmärrät, miten pinta-alat minuutissa (Surface Feet per Minute, SFM) voidaan optimoida eri materiaaleille ja työstötekniikoille. SFM voi parantaa työkalujen käyttöikää, pintakäsittelyä ja työstön tehokkuutta CNC-operaattoreille, insinööreille ja tuotantopäälliköille.
SFM voidaan laskea ja muokata materiaalityyppien, työkalujen ja työstöprosessien perusteella valmistustulosten maksimoimiseksi alumiinille, teräkselle tai muille materiaaleille.
Tiheästi kysytyt kysymykset
Q:Miten voin määrittää leikkuutyökalulle ehdotetun SFM:n?
A: Tutustu työkalun valmistajan luetteloon tai verkkosivustoon. Yleensä ne sisältävät ehdotetut leikkausasetukset, kuten SFM:n.
Q:Mitä tapahtuu, jos en käytä sopivaa SFM:ää?
A: Väärä SFM voi johtaa huonoon pinnanlaatuun, työkalun aikaiseen kulumiseen ja työstön tehokkuuden heikkenemiseen.
Q:Onko suurimman mahdollisen SFM:n käyttäminen aina parempi vaihtoehto?
A: Ei suinkaan. Korkeampi SFM voi nopeuttaa materiaalin poistoa, mutta se voi myös lyhentää työkalun käyttöikää ja heikentää pinnanlaatua. Nämä parametrit tasapainotetaan parhaan SFM:n aikaansaamiseksi.
Q:Mikä vaikutus leikkuunesteellä on SFM:ään?
A: Joissakin tilanteissa suuremmat SFM-arvot mahdollistuvat leikkuunesteen kyvystä voidella leikkauskosketusta ja hajauttaa lämpöä.