Mis on pilu freesimine?
Puuraugufreesimine, mida nimetatakse ka soonte freesimiseks, on protsess, mille käigus lõigatakse toorikule freesiga pilusid või kanaleid. Seda protsessi kasutatakse paljudes tehnikavaldkondades, et valmistada täpseid geomeetrilisi kujundeid, näiteks võtme- või sooned. Pilud võivad olla erineva kuju ja suurusega vastavalt valmistatavate pilude konstruktsiooninõuetele.
Puuraugu freesimine on eriline. See teeb puhtaid ja täpseid lõikeid. Need lõiked aitavad lõpptootel hästi töötada ja hästi välja näha. Pilu freesimine ulatub lihtsast pilust kuni kõige keerulisema sooneni. See mängib olulist rolli hammasrataste, rihmarataste ja muude mehaaniliste esemete detailide valmistamisel.
Pilu freesimine on paindlik. Sellega saab täpselt valmistada keerulisi kujundeid. Selliseid kujundeid oleks teiste meetoditega raske valmistada. Lisaks pakub pilu freesimine palju pilu kujundeid ja ristlõike geomeetriat. Need võimalused võimaldavad pilujoondamist kohandada vastavalt tootmisvajadustele.
Lõikeviskeid kasutatakse pilude freesimiseks, kuna need suudavad toime tulla suurte lõikevõimetega ja annavad hea lõppviimistluse. Teine meetod on külgfreesimine, mis on kasulik detaili välisserva täpsuse ja stabiilsuse tagamiseks. Pilude freesimiseks on olemas palju meetodeid ja tehnoloogiaid. Kuid pilu freesimine on üks kõige levinumaid ja tõhusamaid viise, kuidas toorikusse pilusid luua.
Puuraugu freesimise tehnika tüübid
Lõikeviskefreesimine on töötlemisel väga oluline. See võimaldab meil teha toorikusse erineva suuruse ja kujuga pilusid. See on lai kategooria, mis koosneb mitmest erinevast analüüsist, millest igaüks sobib erinevateks ülesanneteks ja eesmärkideks. undefined
Lõppfreesimine
Lõikepindade freesimist kasutatakse peamiselt selliste pilude lõikamiseks, mis ei ole ristkülikukujulised ja võivad olla erineva sügavusega. Selleks kasutatakse otsafreesid või kerefreesid, mille lõikekülg ja lõikepind jälgivad materjali soont. Lõikev freesimine on mehaanikute seas eelistatud tehnika, kuna lõikeveskid suudavad taluda sügavaid lõikeid ja suuri lõikejõude.
Külgfreesimine
Külgfreesimine on sellisel juhul väga tõhus, kuna see kasutab lõikeriista välisserva pilude moodustamiseks. See meetod on tuntud oma stabiilsuse tõttu, mis aitab taluda hästi lõikevõimet ja vibratsiooni. Külgfreesimist hinnatakse kõrgelt selle täpsuse tõttu. Sellega saab töödelda detailide külgedel olevaid tasaseid või kontuurseid pindu suure täpsusega. See kehtib eriti siis, kui seda tehakse horisontaalsel freespingil, millel on jäik tüür ja lühike tööriistade üleulatuvus.
T-pesa freesimine
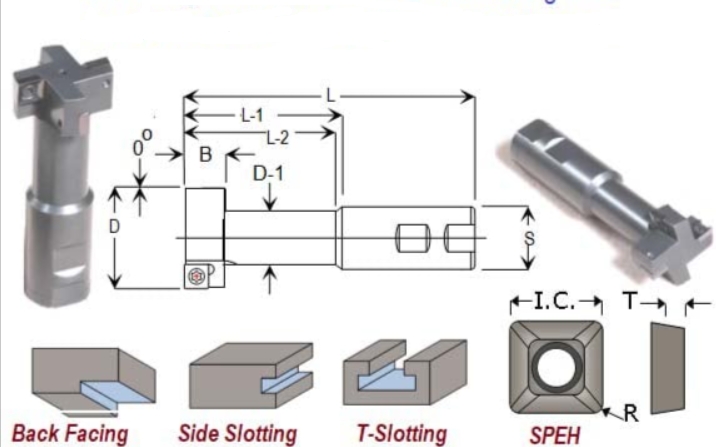
T-ava freesimine on ainulaadne. Selle peamine funktsioon on T-kujuliste pilude lõikamine. Need pilud on tööstuses ja mehaanilisel töötlemisel väga olulised. See algab tavalise soonega, et teha ruumi T-ava freesi varre jaoks. Seejärel saab T-ava lõikuriga otse T-ava freesida, kui need on avatud.
Woodruff võtme pilud
Woodruff-võtme pilu valmistab Woodruff-võtmete jaoks poolringikujulisi pilusid. Need pilud võimaldavad koormuse ülekandmist osade vahel. Selle tehnika puhul kasutatakse Woodruffi võtmepesa lõikurit. Sellega saab ühe tööga lõigata täpseid võtmekujad. See on oluline hammasrataste ja muude pöörlevate osade kinnitamiseks võllidele.
Jalgrataste freesimine
Grupifreesimine on väga tõhus meetod, mille puhul on ühel toorikuga varustatud mitu lõiketera, mida kasutatakse korraga erinevate detailide lõikamiseks. Sellel tehnikal on eelised masstootmise puhul. Sellega saab teha korraga palju pilusid ning vähendada seadistamise ja käsitsemise aega. Siiski tuleb mainida, et suured lõikamisjõud tähendavad suuri nõudeid tooriku ja tööpingi tugevusele. Need nõuavad ka vajalikku jäikust.
Kõigil neil pilu freesimise tehnikatel on omad eelised ja kasutatav tehnika sõltub tehtava töö iseloomust. Freesimismeetodid sõltuvad toimingu tüübist ja töödeldavast materjalist. Hästi valitud meetodid tagavad suure täpsuse ja tõhususe.
Parimad näpunäited ja praktikad avade freesimiseks

Pilude freesimine hõlmab pilude lõikamist materjali. Seda tehakse ettevaatlikult, et vältida vigastuste tekkimist või halva tulemuse saamist. Siin on põhjalik juhend mõnede parimate tavade ja näpunäidete kohta edukaks pilude freesimiseks:
Ramp Down Entry
Oluline on kasutada ramp-alla sisenemist. See vähendab löögijõudu ja pingeid tööriistale ja toorikule. See kehtib eriti kõvade materjalide või sügavate pilude lõikamisel. Samuti aitab see jagada lõikevõimet ühtlaselt kogu tooriku paksuse ulatuses. Nii välditakse olukordi, kus üks tööriist on ülekoormatud ja põhjustab vibratsiooni. Soovitatav on kaldtee kallutada vähemalt 45-kraadise nurga all, et tööriist ja masin ei satuks järsku surve alla.
Kiipide evakueerimine
Pikafreesimise puhul on laastude haldamine kriitilise tähtsusega. Kui laaste ei eemaldata piisavalt, võivad need mõjutada detailide täpsust, nende pinnaviimistlust ja tööriista vastupidavust. Kahekäigulise lõikamisstrateegia kasutamine lihtsustab laastude tekkimist ja väljumist. See muudab materjali eemaldamise määra hilisemates käikudes paremaks. Lõikepurustitega lõikurid ja kõrgsurve jahutusvedeliku süsteemide või suruõhu rakendamine aitavad palju kaasa laastude eemaldamisele lõiketsoonist.
Spindli koormuse säilitamine
Tuleb tagada, et spindel oleks alati täis, mis tähendab, et vähemalt üks lõikehammas peaks materjaliga kokku puutuma. Selline pidev kasutamine väldib lõikamise peatumist. See kahjustab pinna viimistlust ja põhjustab tööriista suurt kulumist. See on kasulik ka suure materjali eemaldamise kiiruse saavutamiseks ja vibratsiooni minimeerimiseks.
Alamfreesimine vs. ülesfreesimine
Alati on soovitav kasutada allaviske- või ronimisfreesimist selle stabiilsuse ja laastude koristamise viisi tõttu. Tuleb veenduda, et masina seadistus on stabiilne ja jäik. See peab vastu pidama allafreesimise jõududele.
Suurema lõikuri läbimõõdu valimine
Suurte lõiketerade kasutamisel on lihtsam vältida tööriista paindumist või tõrget, sest lõiketerad on piisavalt tugevad sügavate avade tegemiseks. Suurema läbimõõduga lõikurid võimaldavad ka vähem vibratsiooni, mis parandab samuti viimistluse kvaliteeti.
Söötmismäärade tasakaalustamine
Oluline on sobitada lõikevahendi etteandekiirused nii, et vältida termilisi probleeme ja saavutada samal ajal soovitud tootlikkuse tase. Ettevalmistuskiirus tuleks seada sobivale tasemele, et saavutada parimad tulemused lõikamisel ja vältida liigset soojuse teket, mis võib põhjustada nii tööriista kui ka tooriku kahjustusi.
Tööriistaradade tehnika
Uute tööriistaradade strateegiate, näiteks trohoidse freesimise rakendamine võib olla väga kasulik paljudes olukordades, eriti kui materjal on jäik. See tehnika koosneb ring- ja lineaarsetest liikumistest, mis võimaldavad suuri etteandmiskiirusi madala tööriistakoormusega, suurendades seega tööriista vastupidavust ja tootmismahtu.
Plunging tehnika
Sügavate pilude loomisel kasutatakse sukeldumistehnikat, sest see võimaldab lõikuril laskuda materjali sisse piki oma telge, vähendades seeläbi tööriistale mõjuvat külgjõudu. See on eriti väärtuslik, kui on vaja teha väga täpne ja kitsas pilu, vähendades samal ajal tööriista paindumise ohtu.
Kui neid tavasid kasutatakse koos muude tavade kasutamisega, mis on seotud pilu freesimise protsessi ja töötlemisparameetrite planeerimisega, saab toota pilusid, mis on täpsed nõutava geomeetrilise tolerantsi ja pinna viimistlusega.
Täiustatud tööriistaradade tehnikad pilu freesimisel
Lõikeviskefreesimine on suure täpsusega materjali eemaldamise protsess, kus tööriista liikumisteed mängivad kriitilist rolli valmis detaili jõudluse ja kvaliteedi määramisel. undefined
Tavapärane freesimine
Ülesfreesimine ehk tavaline freesimine on teine freesimise tüüp, mille puhul lõikur pöörleb vastassuunas. Seda lihtsat tehnikat on lihtne kodeerida ja seda saab kasutada enamiku tüüpi freesimistööriistadega. Kuid see võib põhjustada palju soojust ja vibratsiooni ning seda eriti paksude materjalide lõikamisel või sügavate soonte tegemisel. Tavapärase freesimise käigus tekivad suured radiaaljõud, mis võivad mõnel juhul põhjustada ebastabiilsust ja ei ole seetõttu sügavate lõikude puhul ideaalne.
Trohoidne freesimine
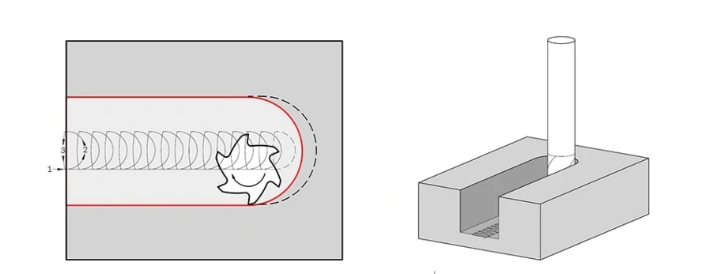
Trohoidfreesimine on vastuvõetud protsess, mille puhul lõikur liigub trohoidses või ringikujulises liikumises. Selline lähenemine aitab jaotada lõikevõimet ühtlaselt, vähendades tööriista kulumist ja jättes piisavalt aega lõiketerade jahtumiseks. Samuti on võimalik laastud hõlpsasti eemaldada töökohast, mis muudab selle sobivaks kõvade materjalide lõikamiseks. Trokooidne freesimine võib suurendada tööriista vastupidavust ja protsessi stabiilsust. See nõuab siiski keerukat programmeerimist ja spetsiifilist tööriistatüüpi.
Plunging tehnika
Puurimistehnikat kasutatakse aukude lõikamiseks toorikusse; see on nagu puurimine, kuid kasutab freespinda ja lõikab allapoole. See meetod on stabiilne, kuna vähendab oluliselt radiaalseid jõude, mis võivad põhjustada tööriista läbipaindumist, vibratsiooni ja kuumust. Sukeldumise kasutamine on kõige kasulikum keerukate kujude puhul, kus tööriista üleulatuvus on pikk või sügavate pilude lõikamisel. Siiski ei anna see tavaliselt väga siledat pinna viimistlust pesa seintel, mis võib nõuda viimistluslõikust, kasutades muid tööriista teekonna strateegiaid.
Kokkuvõte
Lõikeviskefreesimine on kujunenud täppistöötluse nurgakiviks, mis pakub mitmekülgsust ja täpsust erinevates rakendustes. Parimate tavade ja täiustatud tööriistaradade tehnika rakendamine tagab optimaalsed tulemused detailide valmistamisel.
Tehke meiega koostööd, et tõsta oma mehaanilise töötlemise võimekust ja saavutada parim kvaliteet pilu freesimistöödel. Optimeerime koos tõhusust ja täpsust.
KKK
Kuidas teha Micro Slot Milling?
Mikrolihvidega freesimine nõuab õigeid tööriistade valikuid ja lõikamismeetodeid, mida tuleb protsessis kasutada. Harvey mudel 38015, mille läbimõõt on 0,015-tolline ja sügavus 0,3/8-tolline ning pikkus 375-tolline, sobib hästi. Väikseim lõikamissügavus, aeglane etteandmine ja kihtide järkjärguline ülesehitamine on mõned olulised kaalutlused, et vähendada tööriista koormust ja saavutada valmis detaili suur täpsus. Selline lähenemine tagab, et kasutatavad tööriistad on piisavalt tugevad, et pidada vastu pilu freesimise rasketele ülesannetele, andes samal ajal kvaliteetseid tulemusi, eriti keeruliste rakenduste puhul.
Kuidas pilu freesimine tiheda tolerantsiga
Seega on väga oluline valida hoolikalt tööriistad, etteande- ja kiiruskiirused, tööriistarajad ja tööriistade kontrollimine. Samuti tuleb arvestada piiranguid, mis tulenevad pesa freesimisel kasutatavast masinast, et täita rangeid tolerantse. Valige otsfreesid, mis on töödeldava detaili läbimõõdust veidi väiksemad, optimeerige täpseks lõikamiseks söötmise ja kiiruse määrad ning kasutage stabiilsuse optimeerimiseks ramp-down-tehnikat. Korrektsete mõõtmete tagamiseks tuleks viimistluskäikude jaoks jätta mõned üksused põrandale. Esimene tehnika, millele tuleb keskenduda, on töövahendite joondamine ja joondamine ning teine on lähenemise muutmine vastavalt masina piirangutele. Kui eespool nimetatud põhimõtteid järgitakse, saavad mehaanikud kindlasti valmistada komponente nõutava tolerantsi ja soovitud pinnaviimistluse kvaliteediga.
Millised on pilu freesimise eelised ja puudused?
Puuraugu freesimine võimaldab lõigata sügavamaid pilusid, vähendada töötlemise raskust ning suurendada töötlemise tõhusust ja täpsust. See sobib eriti hästi detailirohkete detailide täpseks töötlemiseks, kuid võib vibreerida ja muutuda ebastabiilseks sügavate tööde puhul. Temperatuur mõjutab otseselt tööriistade vastupidavust ja valmistatavate detailide kvaliteeti. Selle eeliseks on lihtsa kontuurimisstrateegia ja tõhusa materjali eemaldamise saavutamine. Kuid puudusteks on vibratsioon, ebastabiilsus ja kuumus.
Milleks kasutatakse pilu freesimist?
Pilu freesimist kasutatakse peamiselt taskute, avauste ja pilude töötlemiseks erinevatel toorikutel. See on üks levinumaid materjali eemaldamise meetodeid, mida kasutatakse selliste komponentide nagu hammasrataste, rihmarataste ja enamiku mehaaniliste detailide valmistamisel. Säletöötlus on vajalik paljudes tööstusharudes. Seda on vaja toodete kokkupanekuks või masinate käitamiseks. Pilu freesimine loob suure täpsusega pilusid. Teised tehnikad ei suuda nii täpseid pilusid teha. Seega on pilu freesimine väga oluline keeruliste ja täpsete detailide valmistamiseks.
Millised on kõige sagedamini kasutatavad materjalid pilu freesimiseks?
Pikafreesimiseks kasutatavad töödeldavad materjalid on plastik ja metallid, nagu alumiinium, raud, vask, teras, titaan ja puit. Neid materjale saab nende paindlikkuse ja täpsuse tõttu kõige paremini töödelda pilufreesiga. Puuraugufreesimine on mitmekülgne. See on väga kasulik paljudes tööstusharudes. Sellega saab töödelda paljusid materjale ja valmistada kvaliteetseid tooteid paljudeks kasutusaladeks.
Kas pilu freesimine on parem kui külgfreesimine?
Ei. Lõikeviskefreesimine ja külgfreesimine on mõlemad erinevad toimingud. Pikafreesimist kasutatakse pilude ja soonte valmistamiseks, samas kui külgfreesimist kasutatakse tooriku tasase risti oleva seina valmistamiseks. Seetõttu on oluline arvestada järgmisi tegureid, kui otsustate, kumba neist tehnikatest kasutada. Näiteks on pilu freesimine sobivam meetod, kui on vaja teha pilu. Nende meetodite vahel valides tuleb arvestada ka muid asjaolusid. Nende hulka kuuluvad materjali tüüp, tööriista geomeetria ja vajalik pinnaviimistlus.
Milliseid lõiketerasid kasutatakse pesa freesimisel?
Lõikamiseks saab kasutada erinevaid lõiketerasid, nagu on kirjeldatud allpool. Õige tööriista valimine sõltub pilu kujust. See võib hõlmata otsfreesid, koorikfreesid, õlgfreesid, T-pesa freesid, grupifreesid ja Woodruffi võtme freesimise tööriistu. Need freesid on valmistatud nii, et need sobivad erinevatele piluajamisvajadustele, et võimaldada piluajamisrakenduste mitmekülgsust ja täpsust. See tähendab, et sobiva freesi valik sõltub eemaldatavast materjalist ja tööde kvaliteedist, mida tehakse töötlemistoimingute käigus.
Kas CNC-pingid sobivad pilude freesimiseks?
Oluline on märkida, et vertikaalsed ja horisontaalsed CNC-freespingid võivad teha toorikusse pilusid. CNC-pingid sobivad ideaalselt pilude freesimiseks, kuna need pakuvad täpsust ja paindlikkust tööprotsessis. Sellest hoolimata võivad mõnel juhul olla vajalikud muud masinad, nagu sälgu- või puurpingid. CNC-pingid sobivad suurepäraselt pilude freesimiseks. Nad on paindlikud ja suudavad teha pilusid suure täpsusega. See parandab pilude freesimise tõhusust.