O que é a anodização dura?
A Anodização Hard Coat, também conhecida como Anodização Tipo III, é uma técnica eletroquímica de ponta que melhora as qualidades da superfície do alumínio e de outros metais não ferrosos. Este método forma um revestimento espesso e permanente de óxido de alumínio, aumentando consideravelmente a dureza do material, a resistência ao desgaste e a resistência à corrosão.
O que é o processo de anodização por revestimento duro?
O método de anodização Hardcoat é um tratamento elétrico especializado que cria uma camada de óxido espessa, forte e resistente à ferrugem no alumínio e nas suas ligas. As qualidades da superfície do material são muito melhoradas por este processo, o que o torna ideal para utilizações exigentes em muitas indústrias.
Passo 1: Preparação da superfície:
Uma solução alcalina é utilizada para limpar completamente a peça de alumínio, removendo impurezas como gordura e sujidade. Este passo é crucial para obter um acabamento anodizado de alta qualidade.
O artigo pode ser gravado com ácido para remover quaisquer camadas de óxido que ocorram naturalmente, resultando numa superfície homogénea que melhora a aderência do revestimento anodizado.
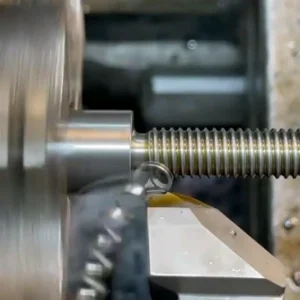
Etapa 2: Banho de anodização
A porção de alumínio limpa é imersa num banho de eletrólito de ácido sulfúrico, que é normalmente mantido a baixas temperaturas (28°F a 32°F). Esta atmosfera controlada é necessária para obter as qualidades desejáveis da camada anodizada.
Passo 3: Aplicação de corrente eléctrica
Uma corrente eléctrica flui através do banho, com o alumínio a servir de ânodo. Isto dá início a uma reação eletroquímica que resulta numa camada espessa de óxido de alumínio na superfície. A tensão começa normalmente em cerca de 25 volts e pode aumentar até 120 volts à medida que a camada anódica se torna mais espessa.
Etapa 4: Condições controladas
A anodização de revestimento duro requer determinadas condições de temperatura e densidade de corrente (frequentemente 24 a 40 amperes por pé quadrado). Estes factores são fundamentais para criar um revestimento de óxido mais espesso, mais denso e menos poroso do que os métodos de anodização tradicionais.
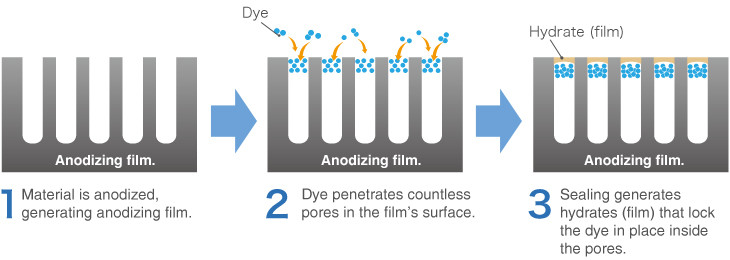
Passo 5: Selagem
Quando a espessura desejada da camada anodizada é atingida (13 a 150 micrómetros), o artigo é retirado do banho e selado para fechar quaisquer lacunas na camada de óxido. Esta técnica de selagem inclui frequentemente a imersão em água desionizada a ferver ou numa solução química de selagem, que melhora a resistência à corrosão e a retenção da cor, se esta for necessária.
Etapa 6: Enxaguamento e secagem finais
Após a selagem, a peça é novamente enxaguada para eliminar quaisquer produtos químicos residuais antes de ser seca e estar pronta a ser utilizada ou processada.
Quais são as caraterísticas e particularidades da anodização por revestimento de ardósia?

A anodização dura melhora as propriedades da superfície do alumínio e das suas ligas, criando uma camada de óxido espessa e duradoura. Este tratamento apresenta várias caraterísticas distintivas e caraterísticas que o tornam adequado para várias aplicações industriais.
Espessura
A anodização dura produz um revestimento anodizado que é tipicamente 13 a 150 micrómetros (0,0005″ a 0,006″) mais espesso do que outras formas de anodização. Em comparação, a anodização de Tipo II tem normalmente uma espessura de 5 a 25 micrómetros (0,0002″ a 0,001″). A maior espessura melhora a resistência à corrosão e ao desgaste.
Dureza e resistência ao desgaste
Os revestimentos anodizados duros têm frequentemente uma dureza Vickers (HV) de 400 a 600, o que os torna significativamente mais duros do que as camadas anodizadas normais com um HV de 200 a 400. Esta dureza traduz-se numa excelente resistência ao desgaste – as superfícies anodizadas duras podem ser quase dez vezes mais resistentes ao desgaste do que o alumínio anodizado normal.
Resistência à corrosão
A anodização de revestimento duro aumenta consideravelmente a resistência à corrosão, com revestimentos que duram frequentemente mais de 1000 horas num teste de névoa salina (ASTM B117). A camada de óxido mais espessa protege com êxito o alumínio subjacente da oxidação e da deterioração ambiental.
Propriedades Eléctricas
A camada de óxido gerada durante a anodização dura tem boas qualidades de isolamento elétrico, variando a sua resistividade entre 10111011 e 10151015 ohms. Consequentemente, o alumínio anodizado duro é adequado para aplicações que requerem superfícies não condutoras.
Resistência ao calor
Devido à sua natureza inerte, os revestimentos anodizados duros podem tolerar exposições curtas a temperaturas até 2000 graus Celsius. Esta caraterística é particularmente útil em situações de alta temperatura.
Propriedades térmicas
As superfícies anodizadas de revestimento duro têm uma fraca condutividade térmica mas uma elevada emissividade térmica, o que as torna adequadas para a dissipação de calor em aplicações de engenharia, tais como dissipadores de calor.
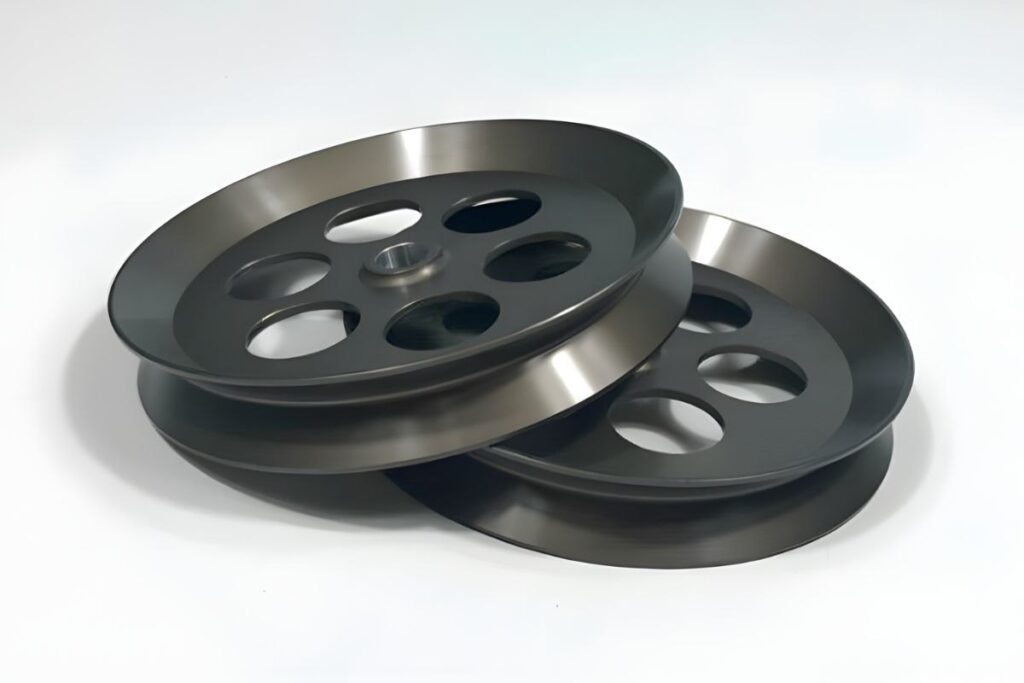
Opções estéticas
O alumínio anodizado duro pode ter cores diferentes, consoante o metal e a espessura do revestimento. Normalmente, as cores variam entre o cinzento-escuro e o cinzento-bronze. Estas superfícies também podem ser tingidas de preto para lhes dar um melhor aspeto, mantendo as suas propriedades protectoras.
Rugosidade da superfície
Devido à camada pesada de óxido, o procedimento pode proporcionar uma rugosidade superficial mais grosseira do que outros métodos de anodização, necessitando de processos de acabamento adicionais para aplicações que exijam superfícies lisas.
Qual é a diferença entre anodização de revestimento duro e anodização normal para alumínio?
A anodização de revestimento duro e a anodização normal (também conhecida como anodização padrão ou anodização de Tipo II) são dois procedimentos distintos utilizados para melhorar as qualidades da superfície do alumínio. Segue-se uma comparação que realça as variações significativas no procedimento, propriedades e aplicações.
Processo e condições
- A anodização por revestimento duro é efectuada em condições mais reguladas, com temperaturas mais baixas e densidades de corrente mais elevadas. O resultado é uma camada de óxido mais espessa e mais densa, o que aumenta a durabilidade.
- A anodização normal, por outro lado, ocorre à temperatura ambiente com densidades de corrente mais baixas, resultando num revestimento anodizado mais fino e mais macio.
Caraterísticas da camada de óxido
- A anodização por revestimento duro produz um revestimento de óxido substancialmente mais espesso (até 150 micrómetros), que proporciona maior resistência ao desgaste e proteção contra a corrosão. A dureza desta camada pode variar entre 400 e 600 HV.
- A anodização normal cria uma camada de óxido mais fina (5-25 micrómetros) que é mais macia e principalmente de natureza decorativa.
Propriedades de desempenho
- As superfícies anodizadas de revestimento duro são extremamente resistentes ao desgaste, o que as torna ideais para aplicações que envolvam fricção ou abrasão intensas. Podem suportar normas rigorosas de testes de resistência à abrasão, como a ASTM D4060.
- As superfícies anodizadas normais têm uma resistência razoável ao desgaste, mas não são adequadas para aplicações de alta tensão.
Aplicações
- A anodização por revestimento duro é amplamente utilizada em áreas que exigem elevada durabilidade, como componentes de aeronaves, equipamento militar, dispositivos médicos e peças para automóveis.
- A anodização normal é mais tipicamente utilizada para revestimentos decorativos em bens de consumo e componentes que não requerem uma elevada durabilidade.
Quais são os benefícios e limitações da anodização de revestimento duro?
A anodização por revestimento duro tem várias vantagens para melhorar o desempenho e a vida útil dos componentes de alumínio. De seguida, apresentam-se as principais vantagens deste método, bem como alguns limites a considerar.
Benefícios da Anodização de Revestimento Duro
Dureza melhorada
A anodização de revestimento duro aumenta consideravelmente a dureza da superfície do alumínio, resultando em classificações de dureza Rockwell C que variam entre 50 e 70. Esta dureza acrescida proporciona uma resistência melhorada ao desgaste, à abrasão e aos riscos, tornando-o perfeito para aplicações de elevada tensão.
Resistência à corrosão melhorada
O espesso revestimento de óxido anodizado funciona como uma barreira protetora contra as condições externas, resultando numa excecional resistência à corrosão. O alumínio anodizado com revestimento duro pode resistir a testes de névoa salina durante mais de 2000 horas (ASTM B117), tornando-o ideal para ambientes severos.
Durabilidade acrescida
O revestimento de óxido espesso aumenta consideravelmente a durabilidade dos componentes anodizados com revestimento duro. Esta resistência prolonga a vida útil das peças, permitindo-lhes suportar uma utilização repetida sem perder a integridade estrutural.
Resistência excecional ao desgaste
O revestimento anódico denso formado durante a anodização dura tem uma excelente resistência ao desgaste, o que o torna ideal para componentes sujeitos a esforço mecânico e fricção.
Propriedades dieléctricas
A camada de óxido é não condutora e tem uma elevada resistência dieléctrica, com tensões de rutura que variam entre 600 e 1000 volts por mil. Isto torna a anodização dura ideal para aplicações de isolamento elétrico.
Dissipação de calor melhorada
Devido à sua elevada emissividade e absorvência, o alumínio anodizado de revestimento duro pode melhorar a dissipação de calor até 30% quando comparado com o alumínio em bruto.
Limitações da anodização por revestimento duro
Opções de cor limitadas
Ao contrário dos processos de anodização normais, que oferecem uma vasta gama de cores brilhantes, a anodização dura produz frequentemente acabamentos mais escuros (cinzento escuro ou preto), que podem não satisfazer todos os critérios estéticos.
Limitações de espessura
A maior camada de óxido pode ter um impacto nas tolerâncias dimensionais, tornando-a inadequada para aplicações que exijam especificações precisas.
Rugosidade da superfície
A anodização por revestimento duro pode produzir uma rugosidade de superfície mais grosseira do que outros procedimentos de anodização, necessitando de processos de acabamento adicionais para aplicações que requerem superfícies lisas.
Fragilidade
O revestimento duro pode ser relativamente frágil, tornando-o inadequado para componentes sujeitos a fortes impactos ou tensões de flexão.
Qual é o requisito padrão para anodização de revestimento duro?

Várias normas e critérios industriais controlam a anodização por revestimento duro, garantindo a qualidade e o desempenho dos revestimentos. Apresentam-se de seguida as principais normas e técnicas de ensaio de qualidade para a anodização por revestimento duro.
- MIL-A-8625: Esta é a principal especificação militar para anodização de alumínio, descrevendo as especificações para anodização de revestimento duro (Tipo III). Descreve os controlos do processo, as espessuras do revestimento e as medidas de garantia de qualidade.
- AMS 2469: A Especificação de Material Aeroespacial (AMS) especifica as especificações para revestimentos anódicos duros em ligas de alumínio, com foco no desempenho e durabilidade.
- ASTM B580: Esta norma especifica os requisitos para a anodização dura do alumínio para fins arquitectónicos, incluindo a resistência à corrosão e a integridade do revestimento.
- ISO 10074: Esta é uma norma internacional que descreve os requisitos para a anodização dura, com foco no controlo de qualidade e técnicas de teste.
- MIL-A-63576: Esta especificação inclui disposições para vedação de PTFE de superfícies anodizadas duras, o que melhora a resistência ao desgaste e a lubrificação.
- AMS 2482: Esta especificação, como a MIL-A-63576, aborda a vedação de PTFE em aplicações anodizadas de revestimento duro para melhorar as caraterísticas de desempenho.
Quantos tipos de inspecções de qualidade para anodização de revestimento duro?
Os testes de qualidade são essenciais para garantir que as superfícies anodizadas de revestimento duro cumprem os parâmetros de desempenho exigidos.
- Teste de abrasão de Taber (ASTM D4060): Este teste mede a resistência ao desgaste submetendo a superfície anodizada à abrasão rotacional sob uma força especificada. A perda de peso é medida para determinar a durabilidade.
- Teste de mancha de corante (ASTM B136): Este teste avalia a qualidade do processo de selagem determinando se uma amostra tingida retém a cor quando imersa numa solução quente, sugerindo que a camada de óxido foi bem selada.
- Teste de Admitância (MIL-A-8625): Um teste não destrutivo que determina a admitância eléctrica da camada anodizada, que é proporcional à espessura e à qualidade da vedação.
- Teste de pulverização de sal (ASTM B117): Este teste avalia a resistência à corrosão expondo as amostras a um ambiente salgado durante longos períodos de tempo; o alumínio anodizado de revestimento duro suporta normalmente mais de 2000 horas neste teste.
- A bolha de HCl: Isto inclui a imersão do revestimento anodizado numa solução fraca de ácido clorídrico para procurar indicadores visuais de falha do revestimento causada pela formação de bolhas de hidrogénio.
- Teste de Resistência Alcalina Extrema: Este teste avalia o desempenho da camada anodizada em valores de pH elevados para garantir a longevidade em ambientes químicos hostis.
Quais são as aplicações da Anodização de Revestimento Duro?
Indústria aeroespacial
A anodização dura beneficia peças estruturais, engrenagens e sistemas hidráulicos, permitindo-lhes tolerar condições operacionais extremas, aumentando a longevidade e a resistência à corrosão.
Militarismo e Defesa
A anodização dura é essencial para armas, veículos e outros equipamentos de defesa, uma vez que proporciona a proteção necessária contra ambientes hostis e utilização intensa.
Dispositivos médicos
Os instrumentos cirúrgicos e os dispositivos médicos requerem superfícies duradouras, não contaminantes e capazes de resistir a operações de esterilização repetidas. Estes requisitos são efetivamente satisfeitos pela anodização de revestimento duro.
Componentes para automóveis
A anodização dura é utilizada para preservar as peças do motor, os sistemas de travões e os componentes da suspensão contra o desgaste e a corrosão, aumentando a fiabilidade e a vida útil do veículo.
Robótica
Na robótica, as superfícies anodizadas de revestimento duro protegem os componentes delicados do desgaste, assegurando um desempenho a longo prazo.
Que factores afectam a anodização por revestimento duro?

Composição da liga
As qualidades da camada anodizada dependem da liga de alumínio. As diferentes ligas reagem de forma diferente à anodização, alterando o tamanho e a profundidade dos poros, o que afecta a dureza e a resistência da camada de óxido. As ligas de alumínio mais puras anodizam de forma mais uniforme e mais dura do que as que têm mais componentes de liga.
Qualidade da superfície
A anodização de alta qualidade depende do estado original da superfície da peça de alumínio. Uma anodização irregular devido a riscos, amolgadelas ou impurezas pode reduzir a espessura ou a aderência da camada de óxido. A superfície deve ser cuidadosamente limpa e preparada para uma aderência e desempenho óptimos do revestimento anodizado.
Parâmetros de anodização
A tensão, a densidade da corrente, a temperatura e a concentração de ácido determinam a qualidade da anodização de revestimento duro. Diferentes densidades de corrente afectam a complexidade e a densidade do revestimento, enquanto que tensões mais elevadas e temperaturas mais baixas produzem camadas de óxido mais espessas e resistentes. As propriedades óptimas do revestimento requerem uma gestão e monitorização cuidadosas destes factores.
Conclusão
Por fim, a anodização de revestimento duro melhora a dureza e a resistência à corrosão, tornando-a adequada para aplicações exigentes. Oferece possibilidades limitadas de cor e rugosidade da superfície, mas a composição meticulosa da liga e as condições de produção proporcionam acabamentos de alta qualidade que correspondem aos requisitos industriais.