Kas yra pjovimo greitis?
Pjovimo greitis, dažnai matuojamas metrais per minutę (m/min) arba pėdomis per minutę (ft/min), reiškia greitį, kuriuo pjovimo įrankio briauna juda detalės paviršiumi. Tai ne tas pats, kas suklio greitis. Pjovimo greitis yra svarbus temperatūros kontrolės ir įrankio ilgaamžiškumo aspektas. Netinkamas pjovimo greitis lemia pernelyg didelį įrankio nusidėvėjimą ir prastą detalės kokybę. Laikykite jį greičiu, kuriuo automobilio padangos liečiasi su keliu; per greitas arba per lėtas, ir turėsite sunkumų.
Kas yra tiekimo greitis?

Pjūvio greitis, kuris paprastai matuojamas milimetrais per minutę (mm/min) arba coliais per minutę (in/min), nusako, kaip greitai pjovimo įrankis juda išilgai ruošinio. Jis lemia per minutę nuimamos medžiagos kiekį ir yra glaudžiai susijęs su drožlių apkrova. Jei pjovimo greitis yra automobilio padangų greitis, tai padavimo sparta yra tai, kaip greitai automobilis juda keliu, daro įtaką tam, kaip sklandžiai važiuojate ir kaip greitai pasieksite kelionės tikslą.
Pagrindiniai skirtumai tarp pastūmos greičio ir pjovimo greičio
Pagrindinis skirtumas
Pagrindinis skirtumas yra tas, kad pastūma apibūdina greitį, kuriuo įrankis juda pjovimo trajektorija, o pjovimo greitis apibūdina santykinį greitį tarp pjovimo įrankio ir ruošinio paviršiaus. Pastūmos greitis susijęs su įrankio judėjimu, o pjovimo greitis – su kontakto taško paviršiaus greičiu. Norint efektyviai apdirbti, reikia suprasti šį skirtumą.
Kaip jie apskaičiuojami?
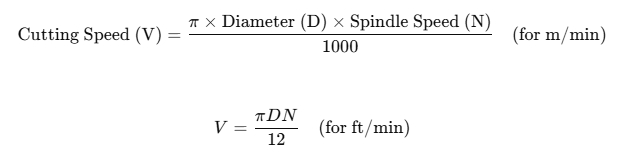
Pjovimo greitis apskaičiuojamas pagal formulę:
Pastūmos greitis apskaičiuojamas pagal formulęPastūmos greitis (F) = pastūma vienam dančiui (fz) * dantų skaičius (z) * sukimosi dažnis (N).
Pasiūla = Pasiūla vienam apsisukimui (fr) * Suklio greitis (N).
Šie skaičiavimai pabrėžia jų skirtingą pobūdį, nes pjovimo greitis yra susijęs su įrankio sukimusi, o pastūmos greitis – su linijiniu įrankio judėjimu.
Poveikis apdirbimo operacijoms?
Pjovimo greitis daro įtaką šilumos išsiskyrimui, įrankio nusidėvėjimui ir medžiagos nuėmimo greičiui. Didelis pjovimo greitis gali būti našus, tačiau gali išskirti pernelyg daug šilumos ir greitai nusidėvėti įrankis. Priešingai, pastūmos greitis turi didelę įtaką drožlių apkrovai, paviršiaus poliravimui ir bendram apdirbimo laikui. Didesnės pastūmos normos paprastai sutrumpina apdirbimo laiką, tačiau jos gali lemti prastą paviršiaus apdailą ir įrankio lūžimą.
Kuri iš jų yra svarbesnė?
Nors abu elementai yra svarbūs, pjovimo greitis dažnai laikomas svarbesniu elementu. Netinkamas pjovimo greitis gali greitai sukelti įrankio gedimą, matmenų klaidas ir prastą paviršiaus apdailą. Prieš optimizuodami pastūmos greitį, pirmiausia turite pasirinkti optimalų pjovimo greitį. Dėl netinkamo pjovimo greičio gali atsirasti papildomų apkrovų ir nusidėvėjimo, panašiai kaip per lėtai važiuojant netinkama pavara.
Pastūmos greičio ir pjovimo greičio svarba CNC apdirbimo procese

Atliekant optimalų apdirbimą
Norint pasiekti geriausią apdirbimo našumą, reikia tinkamai sureguliuoti pjovimo greitį ir pastūmos greitį.Tai leidžia užtikrinti didesnį tikslumą, efektyvesnį medžiagos pašalinimą ir geresnę paviršiaus kokybę. Šios charakteristikos taip pat svarbios ilginant įrankių ir suklio tarnavimo laiką. laikykite tai tobulai subalansuotu patiekalu, kurio kiekvienas komponentas yra tiksliai apskaičiuotas.
Sąnaudų mažinimas optimizuojant
Optimizavus pastūmos normas ir pjovimo greičius galima gerokai sumažinti išlaidas. Didesnės pastūmos taupo apdirbimo laiką, o tinkami pjovimo greičiai mažina įrankių nusidėvėjimą. Tai sumažina gamybos sąnaudas, mažina atliekų kiekį ir sutaupo ankstyvo įrankių keitimo išlaidas. Įmonės, kurios daugiausia dėmesio skiria šioms savybėms, gali smarkiai padidinti savo veiklos rezultatus.
Veiksniai, turintys įtakos pjovimo greičio ir pastūmos greičio pasirinkimui
Pjovimo greičiui ir pastūmos greičiui parinkti turi įtakos keletas kintamųjų, įskaitant apdirbamą medžiagą, pjovimo įrankio rūšį, apdirbimo procesą ir tai, ar naudojamas pjovimo skystis. Norint gauti geriausius rezultatus, reikia atidžiai apsvarstyti kiekvieną derinį. Šių nustatymų negalima parinkti universaliu būdu; kiekvienai procedūrai reikia tam tikrų pakeitimų.
Kaip nustatyti idealų pastūmos greitį ir pjovimo greitį?

Medžiagų ir įrankių diagramų naudojimas
Medžiagų ir įrankių lentelės yra puikus šaltinis, padedantis nustatyti siūlomas vertes skirtingoms medžiagoms ir pjovimo įrankiams. Šios lentelės, kurias galima gauti iš įrankių gamintojų, yra naudingas pradinis taškas nustatant apdirbimo parametrus ir padeda nustatyti tinkamus parametrus.
Teorinių verčių skaičiavimas
Nors diagramos yra naudingos kaip pradinis taškas, skaičiams apskaičiuoti naudojant formules užtikrinamas tikslumas. Formulės padeda optimizuoti pjovimo greitį ir pastūmos greitį, atsižvelgiant į įrankio ir medžiagos charakteristikas. Šie skaičiavimai užtikrina, kad apdirbimo procesas būtų suderintas su individualiais reikalavimais, todėl padidėja tikslumas.
Praktiniai pritaikymai ir eksperimentai
Dažnai tenka tikslinti, atsižvelgiant į naudingus pastebėjimus. Pradėkite nuo rekomenduojamų skaičių, tada atlikite nedidelius patobulinimus, kad pasiektumėte maksimalų našumą. Supratus tokius rodiklius, kaip pokštelėjimas ar per didelis karštis, reikia keisti parametrus ir taip pagerinti rezultatą.
Technologijų vaidmuo
Naudojant CAM programinę įrangą, šiuolaikiniai dirbtinio intelekto ir CNC valdikliai gali padidinti greitį ir padavimo tikslumą. Šios technologijos suteikia priemones, leidžiančias pagerinti pjovimo nustatymus ir padidinti efektyvumą. Šios technologijos teikia duomenis realiuoju laiku, kad būtų galima padidinti tikslumą ir atlikti pagrįstus pakeitimus.
Dažniausiai pasitaikančios klaidos
Netikslūs greičio ir pastūmos greičio apskaičiavimai arba taikymas gali turėti neigiamos įtakos įrankių, medžiagų atliekoms ir komponentų kokybei. Dėl šių klaidų gali atsirasti prasta paviršiaus apdaila ir nereikalingas įrankių nusidėvėjimas. Raktas į gerą ir ekonomišką apdirbimą yra šių klaidų vengimas.
Pjovimo greičio ir pastūmos greičio priklausomybė
Nepriklausomybė
Pastūmos greitis ir pjovimo greitis yra susiję. Didesniam pjovimo greičiui gali prireikti mažesnės pastūmos, kad įrankis būtų kuo mažiau apkrautas ir būtų išsaugota detalės kokybė. Tai rodo, kad reikia tinkamai valdyti jų ryšį. Laikykite juos šokio partneriais; kiekvieno iš jų judesiai turi įtakos kito judesiams.
Balanso siekimas
Tinkamas pastūmos greičio ir pjovimo greičio derinys užtikrina puikų apdirbimo našumą. Šiai pusiausvyrai pasiekti reikia gerai išmanyti įrankio ir medžiagos savybes. Reikia rasti tinkamą greičio ir našumo pusiausvyrą, neprarandant įrankio ilgaamžiškumo ar paviršiaus kokybės.
Kaip išlaikyti pusiausvyrą?
Reikia atidžiai stebėti, kaip padidinti pjovimo greitį ir kartu išvengti įrankio nusidėvėjimo, taip pat padidinti pastūmos greitį neaukojant apdailos ar tikslumo. Reikia suprasti, kada keisti nustatymus, o ne pasikliauti fiksuotomis vertėmis. Toks tikslus reguliavimas užtikrina, kad apdirbimo procesas visada išliktų optimalus.
Atvejų analizės ir pavyzdžiai
Įvairių apdirbimo procesų pavyzdžiai
Frezuojant dažnai naudojami didesni pjovimo greičiai grubiam apdirbimui, o mažesniu pastūmos greičiu atliekami geresni apdailos darbai. Tekinant svarbus pjovimo įrankio kontaktas su medžiaga. Optimalus gręžimo greitis labai svarbus siekiant išvengti įrankio pažeidimų. Kiekvienai procedūrai reikalingi unikalūs parametrų pakeitimai.
Įvairių medžiagų pavyzdys
Aliuminis dažnai pjauna greičiau nei plienas.
Kita vertus, plastikui dažnai reikia mažesnio greičio, kad jis neištirptų.
Optimalius parametrus lemia specifinės kiekvienos medžiagos savybės. Norint efektyviai apdirbti, labai svarbu suprasti medžiagai būdingus pakeitimus.
Išvada
Pastūmos greitis ir pjovimo greitis yra svarbūs apdirbimo veiksniai. Norint efektyviai ir tiksliai apdirbti, labai svarbu suprasti jų skirtumus ir reikšmę. Norint pasiekti norimų rezultatų ir išvengti galimų komplikacijų, labai svarbu tinkamai nustatyti parametrus.
Eksperimentavimas ir pritaikymas atsižvelgiant į unikalius poreikius yra labai svarbūs siekiant maksimaliai padidinti šiuos veiksnius. Norint tinkamai suvokti šias idėjas, gali prireikti papildomų studijų ir mokymosi. Tai nuolatinis mokymosi ir tobulėjimo procesas.
Atsakymai apie padavimo greitį ir pjovimo greitį
- –Q: Kas atsitiks, jei pjovimo greitis bus per didelis?
- -A: Per didelis greitis gali sukelti per didelį karštį, greitą įrankių nusidėvėjimą ir prastą paviršiaus apdailą.
- –Klausimas: Ar visoms medžiagoms galima naudoti tą pačią padavimo spartą?
- -A: Ne, pastūmos greitis priklauso nuo apdirbamos medžiagos; kiekvienai medžiagai reikalingi specialūs reguliavimai.
- –Klausimas: Kaip sužinoti optimalius naujos medžiagos nustatymus?
- -A: susipažinkite su medžiagų ir įrankių lentelėmis, atlikite skaičiavimus ir atlikite bandomuosius pjūvius, atlikdami laipsniškus reguliavimus.