Vad är titan?
Titan, som har den kemiska symbolen Ti och atomnummer 22, är en glänsande övergångsmetall som är känd för sitt exceptionella förhållande mellan styrka och vikt, sin korrosionsbeständighet och sin biokompatibilitet. Titan upptäcktes i slutet av 1700-talet och har blivit oumbärligt inom många olika branscher, bland annat flyg- och rymdindustrin, medicinteknik, bilindustrin och den marina sektorn.
Vilka är de olika titankvaliteterna för CNC-bearbetning?

Titan är en mångsidig metall som ofta används vid CNC-bearbetning på grund av sina unika egenskaper. Det finns flera titankvaliteter tillgängliga, var och en med unika egenskaper som gör dem lämpliga för en mängd olika användningsområden. De titankvaliteter som vanligtvis används vid CNC-bearbetning beskrivs i detalj nedan.
Grad 1: Kommersiellt ren titan (låg syrehalt)
Grad 1 titan är det mjukaste och mest formbara, vilket gör det bearbetningsbart. Tillämpningar i svåra miljöer kräver stark korrosionsbeständighet och slagtålighet. Denna biokompatibla kvalitet föredras i medicinska implantat och utrustning på grund av sin säkerhet. Komponenter med hög precision och stabilitet drar nytta av den låga värmeutvidgningskoefficienten, vilket minskar de termiska påfrestningarna. Låg hållfasthet begränsar användningen i applikationer med höga påfrestningar jämfört med andra kvaliteter.
Grad 2: Kommersiellt ren titan (standard syrehalt)
Grade 2, som ibland kallas ”arbetshästens” titan, är starkt, formbart och korrosionsbeständigt. Med god bearbetbarhet och svetsbarhet är det starkare än Grade 1. Det är lämpligt för flyg- och rymdkomponenter, kemisk processutrustning och marina miljöer. Dess anpassningsförmåga gör den lämplig för industrier som behöver måttlig styrka och korrosionsbeständighet. Grad 2 är svagare än titanlegeringar trots sina fördelar.
Grad 3: Kommersiellt ren titan (medelhög syrehalt)
Titan av grad 3 har bättre hållfasthet än titan av grad 1 och 2, men sämre duktilitet och formbarhet. Denna kvalitet används i flygplansapplikationer som kräver bättre hållfasthet utan att öka vikten på grund av dess korrosionsbeständighet. Dess styrka gör maskinbearbetning svårare än de mjukare kvaliteterna, vilket kräver noggrann kontroll för att undvika verktygsslitage.
Grad 4: Kommersiellt ren titan (hög syrehalt)
Grade 4 är den starkaste kommersiellt rena titankvaliteten, med exceptionella korrosions- och mekaniska egenskaper. Den används i flygplanskomponenter och kirurgisk utrustning som kräver styrka och lång livslängd. På grund av dess hårdhet kräver bearbetning av Grade 4-titan specialutrustning och processer för att uppnå specificerade toleranser utan verktygsslitage eller deformation av arbetsstycket.
Grad 5: Titanlegering (Ti-6Al-4V)
Grade 5 titan, Ti-6Al-4V, är en populär titanlegering på grund av dess höga hållfasthet i förhållande till vikt och korrosionsbeständighet. Denna legering innehåller aluminium och vanadin, vilket förbättrar dess mekaniska egenskaper jämfört med ren titan. Den används i delar till flyg- och rymdindustrin, militären och högpresterande fordon. Maskinbearbetning Grade 5 är hårdare och tenderar att arbetshärdas, därför måste skärhastigheter och verktygsval noga övervägas.
Grad 6: Titanlegering (Ti-5Al-2,5Sn)
Grade 6 titan består av aluminium och tenn, vilket ger god svetsbarhet och hög temperaturprestanda. Denna kvalitet används ofta i flygplanskonstruktioner och jetmotorer, där värmebeständighet är avgörande. Även om det har överlägsna mekaniska egenskaper jämfört med rena titankvaliteter, kvarstår bearbetningsproblem på grund av dess högre hårdhet jämfört med klass 1 och 2.
Grad 7: Titanlegering (Ti-0,15Pd)
Titan av klass 7 tillsätts palladium, vilket gör det ännu mer motståndskraftigt mot korrosion än vanliga kommersiellt rena kvaliteter. På grund av detta fungerar det särskilt bra i kemiska bearbetningsjobb som kräver exponering för hårda förhållanden. På grund av dess speciella egenskaper kan det användas i marina miljöer och vid produktion av klorat. Men eftersom det är hårt är det svårt att bearbeta, precis som andra titankvaliteter.
Grad 11: Titanlegering (Ti-0,15Pd).
Titanlegeringen Grade 11 liknar Grade 7, men har förbättrad duktilitet, vilket gör den lämplig för användning i kraftigt korrosiva miljöer som t.ex. havsvatten. Den bibehåller hög biokompatibilitet samtidigt som den ger förbättrade mekaniska egenskaper som är lämpliga för en mängd olika industriella applikationer. Bearbetning av denna kvalitet ger liknande problem som för andra legeringar, men de kan minskas med lämpliga förfaranden.
Grad 12: Titanlegering (Ti-0,3Mo-0,8Ni).
Grade 12 har en struktur som innehåller molybden och nickel, vilket ger exceptionell svetsbarhet och korrosionsbeständighet. Denna kvalitet används ofta i värmeväxlare och maritima applikationer på grund av dess förmåga att tolerera tuffa miljöer samtidigt som den strukturella integriteten bevaras. Även om det har stora fördelar jämfört med rena titankvaliteter, är komplexiteten i bearbetningen fortfarande ett problem.
Grad 23: Titanlegering (Ti-6Al-4V ELI)
Grade 23 är en extra låg interstitiell variant av Grade 5, som främst skapats för medicinska tillämpningar där biokompatibilitet är avgörande. Den raffinerade sammansättningen ger ökad brottseghet samtidigt som den höga hållfasthet som krävs för kirurgiska implantat och anordningar bibehålls. På grund av de unika egenskaperna kräver bearbetningen av denna kvalitet särskild uppmärksamhet, men slutresultatet är delar som uppfyller höga medicinska standarder.
Varför välja titan för CNC-bearbetning av delar?

Att välja titan för CNC-bearbetning av delar har många fördelar, vilket gör det till ett föredraget material inom olika branscher.
Exceptionellt förhållande mellan styrka och vikt
Titan är 5% svagare än stål, men har 40% lägre vikt. Inom flyg- och fordonstillämpningar där viktminskning är avgörande för prestanda och effektivitet, gör denna egenskap det möjligt för tillverkare att utveckla lätta men ändå starka komponenter. Möjligheten att bibehålla hög hållfasthet och samtidigt minimera massan är en ”game-changer” i prestandainriktade sektorer.
Hög korrosionsbeständighet
Titan är korrosionsbeständigt, särskilt i extrema situationer som marin och kemisk bearbetning. För komponenter som måste tåla tuffa förhållanden kan titan stå emot havsvatten, syror och andra korrosiva ämnen utan att försämras. Detta förlänger komponenternas livslängd och sänker underhållskostnaderna.
Biokompatibilitet
Medicinska implantat och prylar använder titan på grund av dess biokompatibilitet. Kirurgiska tillämpningar som ledproteser och tandimplantat är säkra eftersom ämnet inte reagerar med mänsklig vävnad. Inom sjukvården gör dess icke-toxicitet det mer lämpligt.
Hållbarhet och utmattningshållfasthet
Titans utmattningshållfasthet och hållbarhet gör att komponenter kan överleva upprepad belastning utan att gå sönder. Delar inom flyg- och rymdindustrin utsätts för cyklisk belastning, vilket gör denna kvalitet avgörande. Titankomponenter är tillförlitliga i viktiga applikationer eftersom de fungerar bra under stress.
Ommagnetiska egenskaper
Titan är också användbart eftersom det inte är magnetiskt, så det kan användas på platser där magnetisk störning kan vara ett problem. Denna egenskap är mycket användbar i medicinska miljöer (som MR-maskiner) och elektroniska prylar som måste kontrollera magnetfält.
Maskinbearbetbarhet och formbarhet
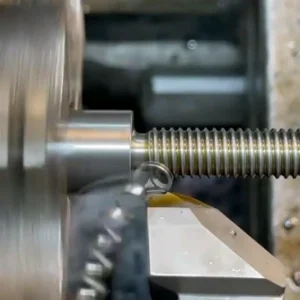
Titan är svårt att tillverka på grund av dess begränsade värmeledningsförmåga och benägenhet att härda, men CNC-bearbetning har gjort det enklare. Tillverkarna kan utnyttja titans speciella egenskaper genom att använda CNC-maskiner för att skära och tolerera komplicerad geometri. Lämpliga skärverktyg, hastigheter och kylsystem kan minska värmeackumuleringen vid bearbetningen.
Miljömässig hållbarhet
Titan är också extremt återvinningsbart, vilket gör det ännu mer attraktivt som ett miljömässigt ansvarsfullt materialalternativ. Möjligheten att återvinna titan minimerar avfallet och ökar hållbarheten i produktionsverksamheten.
Utmaningar att ta hänsyn till vid bearbetning av titan

Bearbetning av titan innebär olika hinder som kan försvåra tillverkningsprocessen. Att förstå dessa hinder är avgörande för att producera CNC-resultat av hög kvalitet. Här är de största utmaningarna vid titanbearbetning.
Värmeuppbyggnad
Titans begränsade värmeledningsförmåga gör att bearbetningsvärme samlas vid gränssnittet mellan skärverktyg och arbetsstycke. Värmeuppbyggnad kan påskynda verktygsslitage, förkorta verktygets livslängd och försämra ytkvaliteten på bearbetade detaljer. Värme kan härda titan, vilket gör det svårare att bearbeta om det inte behandlas på rätt sätt. Använd kylvätskesystem med högt tryck och optimera matningshastigheter och spindelhastigheter för att undvika detta problem.
Höga skärkrafter
För sin styrka och hårdhet kräver titanlegeringar stora skärkrafter. Höga krafter kan orsaka vibrationer och avböjning under bearbetningen, vilket leder till produktfel och verktygsslitage. Maskinoperatörerna måste använda robusta arbetsupphängningar och vassa titanspecifika verktyg för att lösa detta problem.
Kemisk reaktivitet
Titan reagerar kemiskt vid höga temperaturer. Denna reaktivitet kan orsaka ytoxidation och galling, vilket gör att material fastnar på skärverktyget och skadar det. Syre gör titanlegeringen spröd, vilket minskar korrosionsbeständigheten. Genom att använda rätt skärvätskor och bearbeta vid lägre temperaturer kan dessa effekter minskas.
Elastisk deformation
Titan deformeras under skärkrafter på grund av sin lägre elasticitetsmodul än stål. Detta kan leda till att smala detaljer böjs eller förvrängs under bearbetningen, vilket resulterar i dimensioner utanför toleranserna. Använd styva arbetsställningar och skärparametrar som minimerar böjningen för att lösa detta problem.
Kant för uppbyggnad (BUE)
Titanbearbetning orsakar ofta uppbyggnad på skärverktyget. Spån på verktygets skäregg gör det slött och alstrar värme. För att förhindra BUE och optimera skärförhållandena krävs spånborttagningslösningar som högtryckskylning direkt på skäreggen.
Chipkontroll
Långa, tunna titanspån kan slingra sig runt maskiner eller skada bearbetade ytor om de inte kontrolleras på rätt sätt. Dessa spånor hindrar värmeöverföringen från arbetsområdet och förvärrar värmeutvecklingen. För att öka spånkontrollen och förhindra skador måste maskinoperatörer utveckla verktyg och bearbetningsförfaranden som uppmuntrar till kortare spånbildning.
Residualspänningar
Titans kristallstruktur och arbetshärdning kan orsaka kvarvarande spänningar under bearbetningen. Om dessa spänningar inte hanteras kan det orsaka distorsion eller brott i den färdiga produkten. Det kan vara till hjälp att använda bearbetningstekniker som tar hänsyn till dessa spänningar, t.ex. djupare skärningar.
Tips för bearbetning av titan CNC-bearbetning
Även om titan är mycket svårt att arbeta med finns det fortfarande många industrier och konstruktörer på grund av dess många fördelar. Baserat på vår mångåriga erfarenhet av titanbearbetning har vi sammanfattat följande lärdomar.
Välj lämpliga skärverktyg
Använd titanspecifika verktyg, t.ex. med TiCN- eller TiAlN-beläggning, för att förbättra värmebeständigheten och minska verktygsslitaget.
Optimera skärparametrarna
Använd lägre spindelvarvtal i kombination med ökad matningshastighet för att minska värmeutvecklingen och förhindra arbetshärdning. Denna strategi främjar verktygsintegriteten och förlänger verktygets livslängd.
Säkerställ styvhet i installationen
Håll fast arbetsstycket ordentligt och använd robusta verktygsuppsättningar för att minska vibrationer och böjning, som kan försämra ytpolering och måttnoggrannhet.
Använda kylsystem med högt tryck.
Använd högtryckskylvätska direkt på skärzonen för att effektivt avleda värme, minska termiska skador och öka spånevakueringen.
Ytbehandlingar för bearbetade titandelar
Maskinbearbetade titankomponenter kan dra stor nytta av en mängd olika ytbehandlingsprocesser som förbättrar både praktiska och estetiska egenskaper. Här är några av de vanligaste ytbehandlingarna som används på titan.
Polering
Polering ger en slät, reflekterande yta som gör titankomponenterna mer estetiskt tilltalande. Denna metod är mycket fördelaktig i applikationer där utseendet är viktigt, t.ex. smycken och avancerade flygplansdelar. Titanpolering i detalj
Anodisering
Anodisering är en elektrokemisk teknik som avsätter en skyddande oxidbeläggning på titanytan. Detta förbättrar korrosionsbeständigheten samtidigt som det möjliggör färganpassning, vilket gör det användbart i medicintekniska produkter och konsumentprodukter.
Pärlblästring
Pärlblästring eller sandblästring ger en grov matt yta på titanytor. Denna metod används ofta för sina estetiska fördelar, som kan bidra till att öka reptåligheten.
PVD-beläggning (fysisk förångningsdeposition)
PVD-beläggningar, inklusive titannitrid (TiN), förbättrar hårdheten och slitstyrkan. Metoden innebär att ett tunt materialskikt deponeras på titanytan, vilket kan förbättra prestandan i utmanande miljöer.
Elektropolering
Elektropolering ökar ytfinishen genom att ett litet lager material avlägsnas och ytan blir ren och glänsande. Denna procedur minskar också mikroruheten och ökar korrosionsbeständigheten.
Pulverbeläggning
Pulverlackering ger en långvarig yta som kan appliceras i en mängd olika nyanser. Det är mycket användbart för att förbättra utseendet och korrosionsbeständigheten hos titandelar som används i utomhusapplikationer.
Chroming
Kromning innebär att ett lager krom läggs ovanpå titandelar för att göra dem mer motståndskraftiga mot rost och ge dem en blank yta. Denna process används ofta för att ytbehandla bilar och tillverka dekorationer.
Borstning
Borstning av titandelar ger dem ett unikt utseende och hjälper till att dölja repor och slitage över tid genom att ge ytan ett linjärt mönster.
Målning
Målning av titanytor är ett enkelt sätt att lägga till färg och skydda dem från skador. Det används vanligtvis för utseende, och olika tekniker kan användas för att applicera det baserat på den finish som önskas.
Användningsområden för bearbetade delar av titan

På grund av sitt höga förhållande mellan styrka och vikt, korrosionsbeständighet och biokompatibilitet är bearbetade delar av titan viktiga för många företag. De kan användas inom ett antal områden.
Flyg- och rymdindustrin
Titan används i flygplan för viktiga delar som kompressorblad, skivor, skrovstrukturer och landningsställ eftersom det är starkt men inte för tungt. För att flygplan ska fungera bra och hålla länge måste de kunna hantera höga temperaturer och korrosion.
Medicinska och odontologiska områden
Titan är ett populärt material för medicinska implantat som tandimplantat, ledproteser och kirurgiska verktyg eftersom det är biokompatibelt och inte reagerar med kroppsvätskor. Användningen av titan minskar risken för avslag och säkerställer att implantatet håller i kroppen.
Automobilsektorn
Bearbetade delar i titan används till motordelar som ventiler och vevstakar samt avgassystem i högpresterande och dyra bilar. Materialets styrka och lätthet hjälper bilen att gå bättre och använda mindre gas. (Wikipedia källa)
Marina tillämpningar
Titan är en bra metall för marina redskap, propelleraxlar och andra delar som kommer att utsättas för hårda marina förhållanden eftersom det inte rostar. Detta gör den pålitlig och långvarig.(Wikipedia källa)
Industriella användningsområden
Titanbearbetade delar används i värmeväxlare, ventiler och reaktorer i kemisk bearbetning och kraftproduktion eftersom de kan hantera korrosiva miljöer och höga temperaturer, vilket håller verksamheten säker och effektiv.(Wikipedia källa)
FAQS
Jämförelse med andra material
Ti är svårare att arbeta med än andra material eftersom det inte leder värme bra, är mycket starkt och tenderar att bli arbetshärdigt, vilket innebär att du behöver specialverktyg och metoder.
Varför är titan svårt att bearbeta?
Avsaknaden av värmeledningsförmåga gör titan svårt att arbeta med eftersom det lätt blir varmt.
Vilka skärverktyg är bäst för titan?
När det gäller att skära i titan fungerar hårdmetallverktyg med högteknologiska ytbehandlingar som TiAlN eller TiCN bäst. De här verktygen håller länge och hjälper till att hålla nere värmen under skärprocessen.
Vilka bearbetningsprocesser används vanligtvis för titan?
Fräsning, kapning, borrning och slipning är alla vanliga sätt att arbeta med titan. För att få bra bearbetning samtidigt som värme och verktygsslitage hålls på ett minimum måste varje process ha noggrann kontroll över skärinställningarna.
Slutsats
Genom att bli bra på dessa saker blir CNC-bearbetning av titan en praktisk och effektiv metod för att göra långvariga och exakta delar för flyg-, medicin- och fordonsföretag.