Types d’acier inoxydable
Acier inoxydable austénitique
L’acier inoxydable austénitique est couramment utilisé. Ils sont réputés pour ne pas rouiller, être flexibles et faciles à souder. Ils ne sont pas magnétiques et ne peuvent pas être rendus plus durs en les chauffant. Les aciers austénitiques sont les types 304 et 316. Ces aciers sont utilisés pour de nombreux types d’outils, comme les moteurs à gaz pour les usines et les bâtiments.
Acier inoxydable ferritique
Les aciers inoxydables ferritiques contiennent environ 12 % de chrome et sont magnétiques en raison de leur structure de grains cubiques centrés. Leur résistance à la corrosion et à la chaleur est inférieure à celle des aciers austénitiques, mais ils sont plus résistants à la corrosion fissurante sous contrainte. Les aciers ferritiques, tels que les types 430 et 446, sont largement utilisés dans les pièces automobiles et les appareils de cuisine.
Acier inoxydable martensitique
Les aciers inoxydables martensitiques sont réputés pour leur grande dureté et leur résistance, qui peuvent être améliorées par un traitement thermique. Ils présentent généralement une moins bonne résistance à la corrosion que les aciers austénitiques et ferritiques. Les aciers martensitiques, tels que les types 410 et 420, sont utilisés dans la coutellerie, les outils chirurgicaux et les valves en raison de leurs propriétés de trempe et de revenu.
Acier inoxydable Duplex
Les aciers inoxydables duplex sont composés d’un mélange de phases austénitiques et ferritiques. Cela les rend plus solides et leur permet de mieux résister à la corrosion fissurante sous contrainte. Ils contiennent également moins de molybdène et de nickel que les types austénitiques, ce qui les rend moins chers. Les qualités duplex, comme les 2205 et 2507, sont utilisées dans l’industrie pétrolière et gazière, dans les processus chimiques et dans l’industrie marine.
Acier inoxydable à durcissement par précipitation
Les aciers inoxydables à durcissement par précipitation (aciers PH) se distinguent par leur grande solidité et leur excellente résistance à la corrosion. Le traitement thermique permet de les durcir et d’augmenter leur limite d’élasticité. Les nuances PH les plus courantes sont le 17-4 PH et le 15-5 PH, qui sont utilisés dans les composants aérospatiaux, les équipements pétroliers et gaziers et les réacteurs nucléaires en raison de leur grande durabilité et de leur fiabilité.
Choisir la bonne qualité d’alliages d’acier inoxydable
SS Grade 17-4
L’acier inoxydable 17-4 est un acier inoxydable martensitique présentant une grande solidité et une excellente résistance à la corrosion. Il contient jusqu’à 30 % de chrome, ce qui le rend plus durable. La capacité de cet alliage à tolérer des environnements hostiles et des situations de forte contrainte le rend idéal pour une utilisation dans les secteurs du pétrole et du gaz, des turbines d’avion et des réacteurs nucléaires.
SS303
Le SS303 est un acier inoxydable austénitique très facile à travailler. Il n’est pas trop cher et ne rouille pas, c’est pourquoi de nombreuses personnes l’utilisent pour fabriquer des écrous, des boulons, des vis, des pièces d’avion et du matériel électrique. Mais il ne peut pas être utilisé en milieu marin, et le fait de le chauffer ne le rend pas plus dur.
SS304
Le SS304 est l’une des nuances d’acier inoxydable les plus populaires. Il offre une excellente soudabilité, usinabilité et résistance à la corrosion. Il est donc utile pour un large éventail d’applications, notamment l’architecture, les échangeurs de chaleur, les équipements de manutention des aliments et les pièces automobiles. Malgré sa flexibilité, le SS304 est sujet à la corrosion fissurante sous contrainte dans certaines conditions.
SS416
L’acier inoxydable SS416 est considéré comme l’acier inoxydable le plus facile à usiner. Il présente une résistance modérée à la corrosion et une grande usinabilité, ce qui le rend idéal pour les écrous, les boulons, les arbres, les engrenages, les vannes et les pompes. Toutefois, il peut être mieux adapté aux environnements marins ou saturés en chlore, et sa soudabilité est améliorée.
| Propriété/Grade | SS 17-4 | SS303 | SS304 | SS416 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Type | Martensitique | Austenitique | Type | Austentique | Austensitique | Austentique | Austentique | Martensitique | Martensitique | |
| Teneur en chrome | Jusqu’à 30 % | Modérée | Modéré | Modéré | Modéré | Modéré | Modéré | Modéré | Modéré | |
| Résistance à la corrosion | Élevée | Bonne | Modérée | Bien | Bonne | Modérée | Modérée | Modérée | ||
| Machinabilité | Modéré | Excellent | Modéré | Excellent | Modéré | Modéré | Bonne | Excellente | Excellente | Excellent |
| Applications | Pétrole et gaz, turbines, réacteurs nucléaires | Écrous, boulons, vis, raccords pour avions | Architecture, échangeurs de chaleur, équipements alimentaires | Écrous, boulons, arbres, engrenages |
Avantages de l’acier inoxydable dans l’usinage CNC
Résistance à la traction élevée
Une résistance élevée à la traction signifie que l’acier inoxydable peut supporter de fortes forces de traction ou de flexion sans se rompre. Cette caractéristique est très importante pour les objets qui seront souvent pliés et roulés au cours de leur vie. L’acier inoxydable est plus résistant que l’acier doux, le laiton et l’aluminium. C’est donc un excellent choix pour les pièces qui doivent être solides et durer longtemps.
Stabilité à basse température
Certaines qualités d’acier inoxydable sont stables même à basse température. Les aciers austénitiques, par exemple, conservent une ténacité et une résistance à la traction exceptionnelles en dessous de 0 degré Celsius. Cela rend l’acier inoxydable approprié pour une utilisation dans des conditions cryogéniques. Cependant, toutes les qualités d’acier inoxydable ne présentent pas cette caractéristique, et il est donc essentiel de choisir celle qui convient à vos besoins spécifiques.
Résistance à la corrosion
Le fait que l’acier inoxydable ne rouille pas est l’une de ses plus grandes qualités. Il ne rouille pas et ne se tache pas, même lorsqu’il est exposé à l’eau, à des produits chimiques et à des températures élevées ou basses. L’acier inoxydable est solide car il contient du chrome, qui forme une couche protectrice sur le dessus. L’acier inoxydable convient donc parfaitement aux utilisations intérieures et extérieures, car il dure longtemps et ne nécessite pas beaucoup d’entretien.
Défis de l’usinage CNC de l’acier inoxydable

Des pièces de mauvaise qualité ? Perte de temps et d’argent ? Optez pour l’usinage CNC de l’acier inoxydable. Obtenez des composants précis et durables.
Les problèmes de surchauffe
L’acier inoxydable a une faible conductivité thermique et s’échauffe donc rapidement pendant l’usinage. Cette accumulation rapide de chaleur peut endommager à la fois l’acier inoxydable et les outils utilisés. La surchauffe peut entraîner l’usure de l’outil, une diminution de la précision et éventuellement une déformation du matériau. Une gestion efficace de la chaleur est essentielle pour maintenir la qualité des pièces usinées.
Difficulté de finition de la surface
Il peut être difficile d’obtenir une finition de surface adéquate sur les composants en acier inoxydable. Contrairement à d’autres métaux, l’état de surface de l’acier inoxydable influe non seulement sur son apparence, mais aussi sur sa résistance à la corrosion, ses caractéristiques électriques et sa soudabilité. Le choix des bons procédés de finition et le maintien de la précision sont essentiels pour garantir que le produit fini répond aux normes requises.
Haute expertise technique requise
L’usinage de l’acier inoxydable nécessite des compétences techniques et une compréhension approfondies. Un outil de coupe, une vitesse ou une technique inappropriés peuvent rapidement endommager le matériau. La capacité de l’acier inoxydable à travailler dur et sa durabilité en font un matériau difficile à usiner. C’est pourquoi un personnel et un équipement qualifiés sont nécessaires pour obtenir des résultats optimaux.
Surmonter les défis de l’usinage de l’acier inoxydable
Choisir les bons outils
Le choix des bons outils est essentiel pour réussir l’usinage de l’acier inoxydable. Les fraises et les forets de haute qualité, tels que ceux composés d’acier rapide au molybdène ou au tungstène (HSS), peuvent supporter le stress de l’opération avec peu d’usure. Ces outils permettent également d’améliorer le polissage de la surface. Il faut éviter d’utiliser des outils qui s’usent rapidement, car ils réduisent la vitesse d’usinage et augmentent les coûts de fabrication.
Gestion de la production de chaleur
La gestion de la chaleur est essentielle pour prévenir les problèmes de la machine. Pour gérer efficacement la chaleur, il faut réduire la vitesse de coupe et appliquer des liquides de refroidissement. Les liquides de refroidissement aident à disperser la chaleur et à maintenir le matériau intact. Si le matériau commence à surchauffer pendant l’usinage, il est préférable de l’arrêter et de le laisser refroidir avant de continuer. Cette méthode permet d’améliorer la précision et d’éviter les dommages.
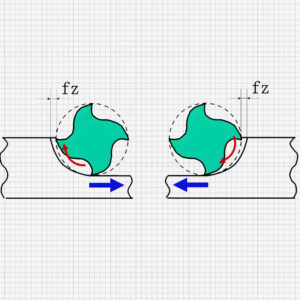
Gestion de la formation des puces
La formation de copeaux peut être un problème majeur lors de la découpe de l’acier inoxydable. L’utilisation de cycles de perçage et de cassage des copeaux améliore la formation des copeaux et évite les copeaux longs et filandreux. Il est également important d’inspecter régulièrement l’usure des outils, car les outils usés produisent plus de copeaux. La mise en œuvre de ces principes peut accroître l’efficacité du processus d’usinage tout en améliorant la qualité du produit fini.
Questions courantes et solutions dans l’usinage de l’acier inoxydable
Surchauffe
En raison de sa mauvaise conductivité thermique, l’acier inoxydable a tendance à surchauffer pendant l’usinage. Cela peut entraîner l’usure de l’outil et la déformation du matériau. Pour éviter la surchauffe, il convient de surveiller la température de la pièce et d’utiliser des liquides de refroidissement appropriés. La réduction de la vitesse de coupe et l’utilisation d’outils tranchants peuvent également contribuer à réduire l’accumulation de chaleur.
Utilisation des outils
L’acier inoxydable est un matériau rigide qui peut entraîner une usure rapide de l’outil. Des outils de haute qualité et durables, tels que l’acier rapide (HSS) ou les carbures cémentés, peuvent augmenter la durée de vie de l’outil. L’inspection régulière et le remplacement des outils usés sont essentiels pour maintenir la précision de l’usinage et éviter les défauts dans le produit fini.
Contrôle des puces
La formation de copeaux peut être un problème lors de la découpe de l’acier inoxydable, car elle produit des copeaux longs et filandreux qui risquent de bloquer la machine. La mise en place de cycles d’épluchage et d’outils brise-copeaux peut faciliter la gestion des copeaux. La mise en place de systèmes d’évacuation des copeaux appropriés favorise le bon fonctionnement de la machine et réduit les dommages qu’elle subit.
Solutions pour un usinage CNC efficace de l’acier inoxydable
Sélectionner les matériaux appropriés pour les outils
La sélection des matériaux d’outils appropriés est essentielle pour couper efficacement l’acier inoxydable.
Acier rapide (HSS)
Les outils en acier rapide sont solides et peuvent résister à des températures élevées sans perdre leur dureté. Ils conviennent à divers procédés d’usinage, tels que le perçage et le fraisage.
Carbures cimentés
Les outils en carbure cémenté sont une excellente option par rapport aux outils en acier rapide lorsque des avances ou des vitesses plus élevées sont nécessaires. Ces outils produisent un poli supérieur et ont une durée de vie plus longue, ce qui les rend parfaits pour les environnements à forte production.
Optimisation de la géométrie des outils
La géométrie de l’outil est cruciale pour l’efficacité des opérations d’usinage.
Outils de dégrossissage
Les outils d’ébauche sont destinés à enlever rapidement de grandes quantités de matière. Ils se caractérisent par une conception robuste capable de résister aux fortes contraintes rencontrées au cours des premières phases d’usinage.
Outils de finition
Les outils de finition ont une géométrie plus fine, ce qui permet d’obtenir de meilleurs états de surface. Ils sont utilisés dans les dernières étapes de l’usinage pour obtenir la précision et la beauté requises.
Outils de fente
Les outils de rainurage sont conçus pour créer des fentes dans les matériaux. Leur conception unique permet une évacuation rapide des copeaux et une coupe de précision.
Outils de fraisage à haut rendement
Les outils de fraisage à haut rendement sont conçus pour augmenter la production tout en préservant la précision. Ils offrent des taux de coupe plus élevés et des finitions de surface supérieures.
Contrôle des paramètres de coupe
Un contrôle adéquat des paramètres de coupe est essentiel pour un usinage réussi.
Vitesse de coupe (SFM)
Le maintien d’une vitesse de coupe appropriée favorise un enlèvement de matière efficace tout en réduisant l’usure de l’outil. Réglez la vitesse en fonction de la dureté du matériau et du type d’opération.
Taux d’alimentation
Pour parvenir à un équilibre entre l’efficacité de la coupe et la durée de vie de l’outil, il faut régler la vitesse d’avance. Une vitesse d’avance plus élevée peut accroître la productivité, mais elle peut aussi augmenter l’usure de l’outil si elle n’est pas utilisée correctement.
Profondeur de coupe
La profondeur de coupe doit être déterminée de manière à ne pas appliquer une force excessive à l’outil ou au matériau. Il s’agit d’atteindre un équilibre qui permette un enlèvement de matière efficace sans compromettre l’intégrité de l’outil.
Utilisation des liquides de refroidissement
Les liquides de refroidissement jouent un rôle essentiel dans la gestion de la chaleur générée pendant l’usinage. Ils aident à :
- Réduire la friction entre l’outil de coupe et le matériau.
- Baisser la température de la zone de coupe.
- Améliorer la durée de vie des outils en minimisant l’usure.
- Améliorer la finition de la surface en évitant la surchauffe et la déformation du matériau.
Prévenir la déformation des pièces
Pour éviter la déformation de la pièce, il est essentiel de :
- Utiliser des outils rigides pour minimiser les vibrations.
- Maintenir un serrage correct pour s’assurer que la pièce est bien maintenue en place.
- Contrôler et ajuster les paramètres de coupe afin d’éviter une force excessive sur la pièce à usiner.
Options de finition de surface pour l’acier inoxydable
L’apparence est-elle importante pour le produit final ?
Avez-vous besoin d’une surface réfléchissante ?
Polissage
Le polissage est une façon de polir les surfaces de jointure de l’acier inoxydable. Il crée une surface lisse et brillante. La plupart des composants en acier inoxydable ont une finition miroir #3, #4 ou #8. La finition miroir est très appréciée car elle reflète la lumière et donne un aspect poli et élégant. Les finitions polies sont couramment utilisées lorsque l’esthétique est importante, comme dans les biens de consommation et les objets décoratifs.
Sablage et marinage
Le sablage et le décapage sont utilisés pour obtenir une finition mate. Ce procédé implique un nettoyage mécanique par projection de billes, suivi d’un nettoyage chimique dans une cuve de passivation en acier inoxydable. Le résultat est un aspect moderne et industriel qui peut masquer les imperfections. Cette finition est privilégiée pour les projets maritimes et autres applications exposées à des conditions climatiques difficiles.
Brossage
L’acier inoxydable brossé est créé par un léger processus d’abrasion, ce qui lui confère un aspect distinct. La finition brossée est de couleur gris argent avec de fines lignes qui traversent la surface. Cette finition ne reflète pas autant la lumière qu’une finition polie, ce qui lui confère un aspect plus discret et plus raffiné. Elle est couramment utilisée dans les appareils électroménagers, les éléments architecturaux et la décoration intérieure.
Gravure
La gravure consiste à appliquer des produits chimiques à la surface de l’acier inoxydable pour produire des motifs ou des textures. Cette technique permet d’obtenir des motifs complexes qui sont à la fois ornementaux et pratiques. Les finitions gravées sont largement utilisées dans la signalisation, les installations artistiques et la quincaillerie sur mesure. Ce procédé permet une personnalisation créative et peut améliorer l’attrait visuel des objets en acier inoxydable.
Electroplacage
La galvanoplastie est le processus qui consiste à ajouter une fine couche d’un autre métal à une surface en acier inoxydable à l’aide d’un courant électrique. Cette procédure peut améliorer la résistance à la corrosion et l’esthétique de l’acier inoxydable. Le chrome, le nickel et l’or sont des métaux couramment utilisés dans la galvanoplastie. Les revêtements galvaniques sont largement utilisés dans les secteurs de l’automobile, de la bijouterie et de l’électronique grand public en raison de leur durabilité accrue et de leur attrait visuel.
Facteurs à prendre en compte lors du choix de l’acier inoxydable
Résistance à la traction
Lors du choix de l’acier inoxydable pour un projet, la résistance à la traction est importante. Comprendre les pressions et les charges auxquelles les composants seront soumis permet de sélectionner un matériau capable de supporter ces contraintes sans défaillance. La comparaison de la résistance à la traction de différentes qualités d’acier vous aidera à éliminer les solutions inappropriées.
Exigences de dureté
Si votre projet nécessite des composants présentant des niveaux de dureté spécifiques, vérifiez si le matériau peut être traité thermiquement pour acquérir les qualités requises. Les aciers inoxydables austénitiques ne peuvent pas être durcis par traitement thermique, ce qui peut limiter leur utilisation dans certaines applications. Il est essentiel d’équilibrer la dureté et les autres qualités mécaniques pour obtenir des performances optimales.
Propriétés magnétiques
Pour les projets impliquant le magnétisme, il est essentiel de comprendre que les aciers inoxydables austénitiques ne sont pas magnétiques en raison de leur microstructure. En revanche, les aciers inoxydables ferritiques et martensitiques sont magnétiques. Cette différence est importante pour les applications dans les composants électroniques et les appareils médicaux où les interférences magnétiques doivent être réduites.
Considérations sur les coûts
Si le coût est toujours un élément important, il est essentiel d’examiner l’ensemble du coût du projet, et pas seulement les dépenses en matériaux. Réduisez le nombre de processus d’usinage et simplifiez la conception des composants pour économiser de l’argent. En outre, évitez de demander des qualités trop spécialisées ou des matériaux de marque, car ils risquent d’augmenter les prix et les délais d’exécution.
Conclusion
L’acier inoxydable est un excellent matériau pour l’usinage CNC car il est solide, résistant à la corrosion et visuellement attrayant. Sa grande résistance à la traction, sa stabilité à basse température et sa capacité à tolérer des conditions hostiles en font une option idéale pour toute une série d’applications. Cependant, il pose également des problèmes tels que la surchauffe, l’usure de l’outil et l’obtention d’une qualité de surface appropriée.
La découpe de l’acier inoxydable étant très difficile, il est très important de travailler avec un atelier d’usinage CNC fiable et compétent. Les problèmes qui en découlent peuvent être résolus par des machinistes qualifiés qui disposent des outils et du savoir-faire adéquats. Le bon atelier saura choisir les bons matériaux, contrôler les paramètres de coupe, gérer la chaleur et mettre en place des mesures efficaces de contrôle des copeaux.