What is machining burr?

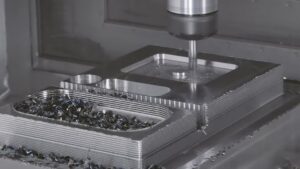
Machining burrs are the tiny and sharp irregularities that develop on the surface of metals and other hard materials caused by machining (cutting, drilling, milling, and even grinding. The burrs are frequently generated as a result of engagement of the cutter with the material. These can present themselves anywhere in the machined surfaces such as at intersections, holes entrance/exits, and also across the cutlines.
The type of machining burrs

Poisson Burr: These burrs form when materials are subjected to pressure, causing local deformation due to uneven internal stress distribution. They commonly appear in processes like stamping, die-casting, or deep drawing. Poisson burrs are likely to form on the edges or corners of materials, especially when the material is compressed to its limits.
Roll-over Burr: Roll-over burrs mainly occur when the edges of the metal are mechanically bent or rolled. This type of burr forms when the material’s edge is excessively bent, causing a thin layer of metal to roll over to the other side of the edge.
Tear Burr: Tear burrs typically arise when materials are overstretched or when tools abruptly penetrate the material during drilling or cutting. Characterized by their irregular and torn-like appearance, these burrs can compromise the structural integrity of the material.
Cut-off Burr: Cut-off burrs occur at the end of a material cutting process, especially when straight-line cuts are made using sawing, shearing, or other cutting tools. These burrs usually form along the cut line and can range from tiny spikes to larger metal flakes.
Thermal Burrs: Thermal burrs form during high-temperature cutting methods such as laser, plasma, or flame cutting. Due to the high temperature, the edges of the material can undergo localized melting, oxidation, or alteration, resulting in burrs. These burrs may have irregular shapes and hardness and sometimes require special attention during removal.
Differences in burr formation in different materials
| Material Type | Characteristics | Reasons for Formation | Removal Difficulty | Common Removal Methods |
| Metal | Typically hard and sharp | Plastic deformation during cutting, drilling, milling | Higher, especially for hard metals | Manual grinding, mechanical grinding, electrochemical deburring, laser deburring |
| Plastic | Softer, flexible | Elastic deformation and tearing during cutting | It may contain components of varying hardness | Manual trimming, thermal cutting, chemical smoothing, cryogenic deburring |
| Composite Materials | May contain components of varying hardness | Uneven cutting of fibers and matrix material during cutting | Lower, but care is needed to prevent further damage | Manual grinding, precision mechanical deburring, laser deburring, ultrasonic deburring |
The Necessity of Burr Removal
In manufacturing, the removal of burrs is crucial both from a safety point and in terms of functionality. Burrs are injurious to handlers and individuals that use them on one side while nuisance in parts that require small latitudes for precise assembly. Mechanical assemblies must meet closure, fit and finish requirements for their integrity and performance, which means ensuring that surfaces are smooth with no burrs.
Furthermore, burrs affect subsequent manufacturing processes such as coating or welding wherein poor adhesion occurs for the process being carried out the area covered with coatings is diminished The result is a weak weld from the smallest mistake. It is very important and essential to remove them as doing so can help us have a clean, professional finish, especially in cases where consumers care more about the appearance of their goods such as consumer goods products.
Burrs present in specialized applications, for instance, geodynamics or fluid dynamics can lead to efficiencies and unexpected behaviors. Therefore, it is essential to their elimination to ensure that the products perform as required keeping them of high quality and efficient.
The common methods and tools for deburring in mechanical processing

Manual Deburring:
This is the most basic method, typically used for small-scale production or parts with complex shapes. Common tools include sandpaper, files, scrapers, and deburring knives. Sandpaper is used for smoothing edges and small surfaces; files are suitable for removing larger or irregular burrs; scrapers are used to shave off protruding burrs; and deburring knives are specially designed for fine burrs.
Mechanical Deburring:
Suitable for mass production, this method enhances the efficiency and consistency of deburring. Common mechanical deburring tools include deburring machines, grinding wheels, and vibratory or barrel polishers. Deburring machines are used for rapid processing; grinding wheels utilize rotating abrasives to remove burrs; and vibratory or barrel polishers remove burrs by agitating a container filled with abrasive media.
Electrochemical Deburring:
This process efficiently dissolves burrs on workpieces without damaging other areas, using an electrolytic connection between the tool and the workpiece. Ideal for intricate or small burrs, like deep holes or delicate edges, it ensures precision and maintains workpiece accuracy.
Chemical Deburring:
This method involves immersing workpieces in a specialized solution that softens or dissolves burrs. This method is particularly effective for materials sensitive to mechanical stress and hard-to-reach areas, making it ideal for certain plastics and unique metal alloys. It requires precise control to avoid damaging the workpiece’s main material.
Thermal Energy Deburring:
Laser Deburring: This utilizes a high-energy laser beam precisely targeted at the burrs, causing them to rapidly heat up and evaporate. This method is ideal for fine operations and can remove burrs without affecting the main body of the workpiece. Laser deburring is advantageous for its high precision and can be used on complex-shaped workpieces, particularly suitable for precision parts.
Plasma Deburring: Involves using a high-temperature plasma flow to remove burrs. The plasma, generated from ionized gas, can quickly melt or evaporate the burrs upon contact. This method is suitable for larger burrs and applications requiring high-speed deburring.
Ultrasonic deburring
This method employs high-frequency sound waves for precise burr removal, which is ideal for complex or delicate parts. It’s versatile, efficient, and clean, suitable for various materials. Mostly used in precision-demanding industries, it excels in accessing hard-to-reach areas but can be costly for initial setup.
Strategies for Control and Prevention of Burrs
Rational Structural Design
There are several key strategies involved in burr control and prevention at manufacturing. The refined structure itself is often very adequate, in many cases, it could even be a basic way of solving the burr problem. Modifying the parts’ design in such a manner to prevent burring – for example, by having rounded corners or smooth transitions between surfaces – can remarkably simplify the debur rmg process.
Correct Processing Sequence
Another critical aspect includes machining operations in the right sequence. It is necessary to perform different sequring operations in such a way that the chance of burr formation was minimized, ideally, just some areas where it would not cause more dust and dirt. For instance, the possibility to determine dimensions at earlier stages of production before performing finishing operations will help avoid producing burrs.
Avoid Tool Withdrawal
Selecting the right tool can help avoid its retraction during the machining process as well. Since tool retraction can develop unwanted burrs in more susceptible materials that tend to tear or deform. When tools are kept continuous and movements of the tool have been properly planned it can help avoid these issues.
Selecting Suitable Machining Routes
The key is to select the right path of machining. It involves the planning of how to make tool passes for burr formation, “particularly on highly susceptible areas such as edges and also at corners where they are very likely to occur.”
Choosing Appropriate Milling Parameters
Finally, the selection of appropriate milling parameters, such as cutting speed and feed rate is not less important since it determines burr forming. So these parameters need to aim for minimal burr formation, by getting tuned precisely as per the material and machining operation.
Burr issues in specific materials and types of processing
Deburring is a significant process in manufacturing about the quality and functioning of parts. For stamped metal parts, deburring is often carried out to eliminate sharp edges that are produced during the stamping process. This step is vital from the safety and aesthetic perspective as well as to make it ready for further treatments such as painting or coating.
Another kind of deburring is necessary when it comes to machining holes. The drilling or boring operation may leave burrs all around the edges of holes which prevent parts to fit properly in such holes where they are required to do so. Clean and precise removal of these burrs is essential in achieving the desired accuracy and fit required to make perfect final assemblies.
Burr formation is a unique issue for processing in the world of hardened steel. Hardened steel’s high strength and toughness complicate the removal of burrs. It requires specialist deburring tools and procedures that will ensure the integrity as well dimensions of steel parts are maintained meanwhile, more efficiently removing burrs.
Special attention is given to deburring copper tubing, which has common applications in plumbing and HVAC systems. The soft nature of copper makes it easy to be damaged when being deburred. So, soft but effective techniques should be used to eliminate burrs without compromising the tubes’ mechanical strength.
Finally, for PEX (cross-linked polyethylene) piping – a normal material in plumbing deburring is also an important step. After the PEX pipes are cut, burrs on their edges may block off flow or lead to leaks. Best deburring practices are therefore necessary to guarantee a smooth surface for stable connections and effective performance.
Conclusion:
Burr has to be taken care of in manufacturing as part and parcel of safety, functionality, high quality a never forget aesthetic value. 4 This article provides an in-depth analysis of different types of burrs and various ways to remove them, illustrating how it is crucial for the choice of a deburring strategy. Such processes are not only helpful in improving the quality of produced items but also have a positive impact on other levels of production that follow such manufacturing practices and thus affect both precision industries as well as consumer goods manufacturers. The first thing to take note of is that having a goal can serve many purposes.